Аминовая очистка — это основная технология очистки углеводородных газов на НПЗ. Из газа, участвующего в процессах на НПЗ, необходимо удалять кислые примеси (H₂S, CO₂, меркаптаны и др.), которые вызывают коррозию оборудования и ухудшают качество продукции. Технологические и экологические требования к промышленным предприятиям устанавливают обязательное наличие аминовой очистки на НПЗ. Установка позволяет очистить кислые газы, с высоким содержащие содержанием H2S, до товарных газов, с низким содержанием H2S. Так же через аминовую очистку проходят остаточные кислые газы, отправляемые в последующем на факел. Именно поэтому аминовая установка с повторной регенерацией раствора является наиболее распространённой на российских НПЗ. В основе метода лежит химическая абсорбция: амины избирательно реагируют с H₂S и CO₂, образуя нестабильные соединения, которые при нагревании разлагаются с выделением очищенных газов.
Принцип работы установки
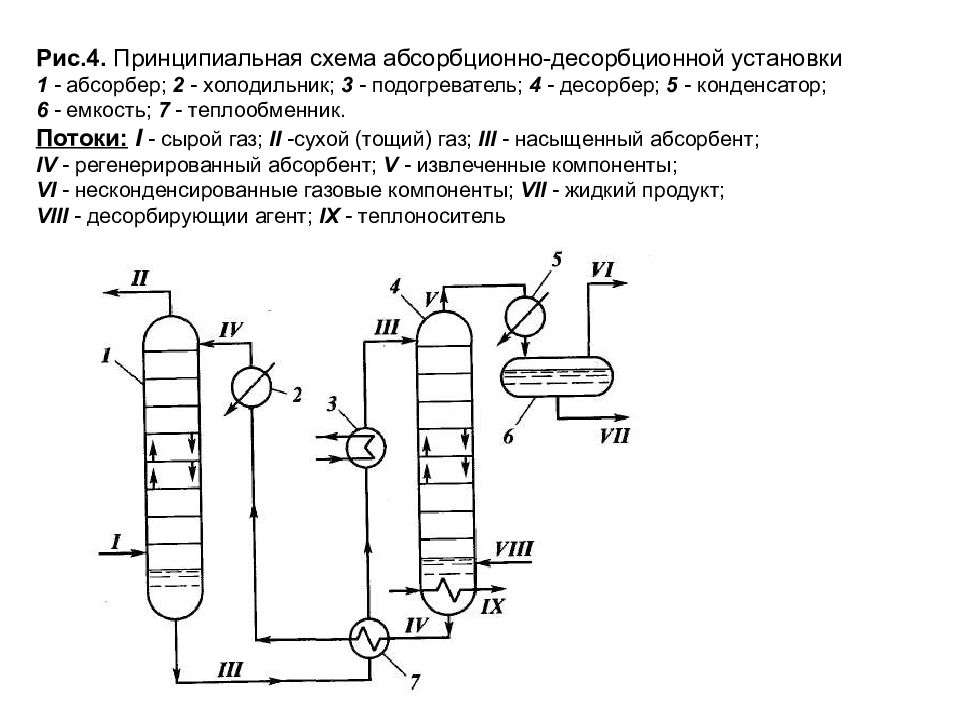
Типичная установка аминовой очистки включает колонну-абсорбер, колонну-десорбер (регенератор), сепаратор, теплообменники, нагреватели и циркуляционные насосы. В абсорбер поступает сырой газ, который контактирует со смесью свежего и регенерированного амина. В ходе этого контакта кислые газы (H₂S, CO₂ и пр.) поглощаются раствором амина, а очищенный от примесей газ выводится из верхней части колонны. Далее насыщенный раствор амина отделяется от уносимой жидкости в сепараторе и направляется в регенератор (десорбер). В регенераторе раствор нагревается (обычно в паровом котле-ребойлере) до высокой температуры, из-за чего абсорбированные кислые газы отделяются от амина. Выделенные H₂S/CO₂ отводятся на утилизацию (например, на сжигание или производство серной кислоты), а регенерированный («бедный») амин возвращается через теплообменник в абсорбер для повторного использования.
Основные этапы процесса аминовой очистки:
- Поглощение: Сырой газ подаётся в нижнюю часть абсорбера, где контактирует с холодным (большая часть абсорбента возвращается охлаждённой) раствором амина. Кислотные компоненты газа прочно связываются аминовой жидкостью, а очищенный газ выходит из верхней части колонны.
- Регенерация: Насыщенный амином раствор после сепарации поступает в десорбер. При нагреве в ребойлере и понижении давления накопленные H₂S и CO₂ «выкипают» из раствора, переходя в газовую фазу.
- Рециркуляция: После отделения кислых газов регенерированный раствор амина охлаждается и через насосы возвращается в абсорбер. Тем самым поддерживается непрерывный цикл циркуляции абсорбента.
- Утилизация кислотных газов: Выделенный в регенераторе газ (смесь H₂S/CO₂) подаётся на очистку/утилизацию. В промышленных установках сероводород обычно направляют в установку производства серы-установку Клауса или сжигают в факельной системе, а CO₂ — либо утилизируют, либо выбрасывают по нормам ПДК.
Типы аминосоединений
В качестве абсорбента используются водные растворы различных аминоспиртов. На практике применяются наиболее распространённые: моноэтаноламин (МЭА), диэтаноламин (ДЭА), метилдиэтаноламин (МДЭА) и другие. Например, типовые концентрации рабочих растворов следующие:
- Моноэтаноламин (МЭА): 20 % для удаления H₂S и CO₂, 32 % для преимущественной абсорбции CO₂.
- Диэтаноламин (ДЭА): ~20–25 % для эффективного поглощения и H₂S, и CO₂.
- Метилдиэтаноламин (МДЭА): 30–55 % при избирательном удалении H₂S на фоне CO₂ (часто с добавлением активатора пиперазина).
- Дигликольамин (ДГА): ~50 % для поглощения H₂S/CO₂ и «лёгких» меркаптанов.
Выбор типа амина и его концентрации зависит от состава газа и требований к чистоте продукта. Слабые амины (ДЭА, МДЭА) более селективно связывают H₂S, в то время как сильные (МЭА) лучше захватывают CO₂.
Преимущества и недостатки
Преимущества аминовой очистки: технология хорошо отработана и надёжна. Установки обеспечивают тонкую и селективную очистку газа: степень удаления H₂S/CO₂ может достигать 99 % и выше. При этом процесс может эффективно работать в широком диапазоне давлений и расходов, а работа установки сравнительно проста в техническом обслуживании. Водные растворы амина обладают благоприятными теплофизическими свойствами, малой токсичностью и высокой реакционной способностью к «кислым» компонентам.
Недостатки: главный «минус» – высокие энергозатраты на регенерацию раствора (на подогрев в ребойлере). Процесс чувствителен к наличию тяжёлых углеводородов – при высоком содержании C₆+ или меркаптанов эффективность очистки снижается. Кроме того, образуются побочные продукты: необходимо осушка газа перед абсорбером и утилизация отделённого CO₂/H₂S. Сами абсорбенты и их продукты реакции могут быть агрессивны к металлам, поэтому предъявляются требования к коррозионной устойчивости оборудования. Со временем растворы амина «стареют»: накапливаются соли и другие неизбежные примеси, требующие периодической очистки или утилизации.
Несмотря на эти ограничения, аминовая очистка остаётся наиболее универсальным и распространённым методом подготовки сырьевых и побочных газов на НПЗ. Интеграция аминовых установок с другими технологиями (например, с мембранной или адсорбционной очисткой) может снижать энергозатраты и повышать эффективность очистки при сложном составе газов.
Заключение
Аминовая очистка позволяет получить «чистый» технологический газ, снижающий коррозионную нагрузку на оборудование и соблюдающий экологические нормы. Установка такого типа обеспечивает безопасную эксплуатацию НПЗ и улучшает качество продукции (топливный газ, сырьё для химпредприятий). Благодаря высокой надёжности и гибкости аминовые установки широко используются в нефтегазовой отрасли уже более полувека. Остаётся актуальной задача оптимизации энергопотребления и минимизации отходов при регенерации амина, что является предметом современных инженерных исследований и разработок.
Посмотреть более подробную информацию можно по ссылке.