Балансировка производства – это процесс оптимизации загрузки рабочих мест, оборудования и персонала с целью минимизации простоев, сокращения времени выполнения заказов и повышения общей эффективности. Правильно проведённая балансировка позволяет устранить «узкие места», равномерно распределить нагрузку и обеспечить стабильный выпуск продукции.
В этой статье мы рассмотрим ключевые этапы балансировки производства, методы расчёта и практические рекомендации по внедрению.
1. Анализ текущего состояния производства
Прежде чем приступать к балансировке, необходимо провести детальный анализ существующего производственного процесса.
1.1. Картирование потока создания ценности (Value Stream Mapping, VSM)
VSM – это визуализация всех этапов производства, начиная от поступления сырья до отгрузки готовой продукции. Карта помогает выявить:
- Время выполнения каждой операции (Время такта, Время цикла).
- Простои и перегрузки на отдельных участках.
- Избыточные запасы между операциями.
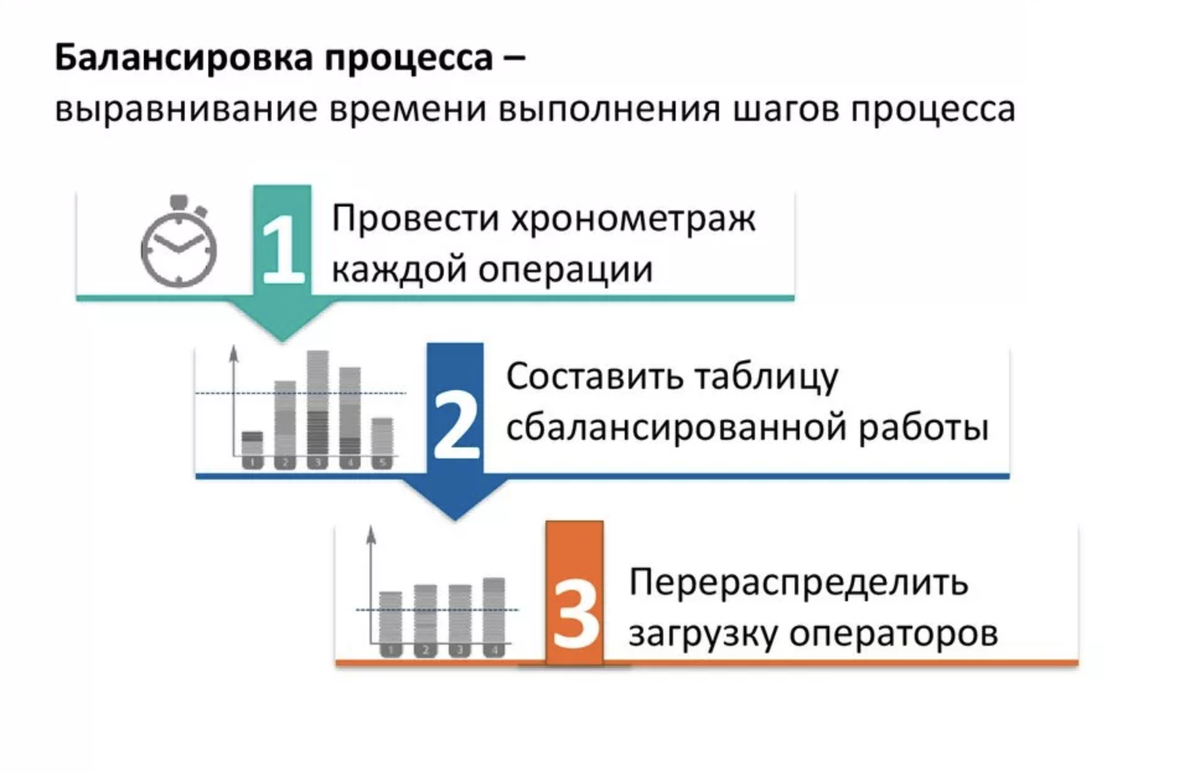
1.2. Хронометраж операций
Замеры времени выполнения каждой операции позволяют определить:
- Фактическую производительность станков и рабочих.
- Неравномерность загрузки (например, если один станок простаивает, а другой перегружен).
1.3. Определение такта производства (Время такта)
Время такта – это время, за которое нужно выпускать единицу продукции, чтобы удовлетворить спрос.
Формула:
Время такта = Доступное рабочее время / Плановый объём производства
Пример:
Если в день нужно выпустить 240 изделий, а рабочий день длится 480 минут, то:
Время такта = 480 / 240 = 2 минуты на изделие. Это значит, что каждые 2 минуты с конвейера должно сходить одно изделие.
2. Выявление дисбаланса и «узких мест»
После анализа данных можно определить:
- Узкие места (бутылочные горлышки) – операции, которые выполняются дольше времени такта и тормозят весь процесс.
- Избыточные мощности – участки, где ресурсы простаивают.
Пример дисбаланса:
- Операция 1: 1,5 мин.
- Операция 2: 3 мин. (узкое место, т. к. превышает время такта = 2 мин.)
- Операция 3: 1 мин.
3. Методы балансировки производства
3.1. Перераспределение операций
Если одна операция занимает слишком много времени, её можно:
- Разделить на подоперации и передать часть работы другому станку/работнику.
- Автоматизировать или усовершенствовать (например, заменить инструмент).
3.2. Изменение последовательности операций
Иногда перестановка этапов помогает сократить простои. Например, если одна операция требует длительной настройки, её можно выполнять партиями.
3.3. Внедрение параллельных линий
Если узкое место нельзя устранить, можно создать дублирующий процесс (например, добавить второй станок).
3.4. Использование принципов бережливого производства (Lean)
- Стандартизация операций – исключение лишних движений.
- Выравнивание загрузки (Heijunka) – равномерное распределение производства по времени.
- Канбан – система вытягивающего планирования, предотвращающая перепроизводство.
4. Расчёт эффективности балансировки
4.1. Коэффициент эффективности балансировки (КЭБ)
КЭБ = (Суммарное время операций) / (Количество рабочих мест × время такта) × 100%
Пример:
Если суммарное время операций = 10 мин., Время такта = 2 мин., рабочих мест = 6
КЭБ = 10 / (6 × 2) × 100% = 83,3%
Чем ближе КЭБ к 100%, тем лучше сбалансирована линия.
4.2. Потери из-за дисбаланса
Если КЭБ = 60%, значит, 40% времени тратится впустую.
5. Внедрение и контроль
После оптимизации необходимо:
- Провести тестовый запуск и замерить новые показатели.
- Обучить персонал новым процедурам.
- Внедрить систему мониторинга (например, датчики на оборудовании).
- Регулярно пересматривать балансировку при изменении спроса или технологии.
Заключение
Балансировка производства – это не разовое мероприятие, а периодический процесс. Используя методы LEAN, можно добиться значительного роста производительности, сокращения издержек и повышения гибкости производства.
Главное – вовлечь персонал, анализировать данные и непрерывно оптимизировать процессы.