Зачем Таблетке "Пальто"?
Представьте горькую, серую таблетку, которая царапает горло. Не слишком привлекательно, правда? Именно пленочная оболочка превращает ее в гладкую, яркую пилюлю, которую легко глотать, и которая работает точно так, как задумано. Каждый год миллиарды таблеток проходят через удивительный процесс "одевания" в машине под названием коатер. Как тончайшая пленка, тоньше человеческого волоса, равномерно покрывает тысячи крутящихся таблеток? Как она умудряется скрыть горький вкус или высвобождать лекарство только в кишечнике? Давайте заглянем в сердце фармпроизводства и разберем эту технологию по винтикам!

Раздел 1: "Модель" и "Ткань": Готовим Основу для Покрытия
Прежде чем надеть "одежду", нужно подготовить и "модель" (таблетку-ядро), и "ткань" (жидкую смесь для оболочки).
Таблетка-ядро: Требования к "Модели":
- Прочность: Должна выдержать "кувыркание" в барабане коатера без сколов и трещин. Слабые ядра рассыплются!
- Форма: Идеальна – двояковыпуклая (как линза). Плоские грани склонны к истиранию.
- Поверхность: Должна быть достаточно гладкой, но не скользкой для хорошего "сцепления" с оболочкой.
- Совместимость: Материалы ядра и будущей оболочки не должны конфликтовать химически.
Важность "Нижнего Белья" – Подслоя (Subcoat): Часто перед основной оболочкой наносят тонкий защитный слой. Он:
- Улучшает "прилипание" (адгезию) основной оболочки.
- Маскирует цвет и вкус ядра.
- Защищает нестабильное АФИ (активное фармацевтическое вещество) от влаги или растворителей в основной суспензии.
Суспензия Оболочки: "Жидкая Краска" для Таблетки:
Состав:
- Полимеры: Основа пленки (например, гипромеллоза/HPMC – "рабочая лошадка"; поливиниловый спирт/PVA – для гладкости; полиакрилаты/Eudragit – для контроля высвобождения).
- Пластификаторы: Делают пленку гибкой, как "пластилин", предотвращают трещины (например, пропиленгликоль, триэтилцитрат).
- Пигменты: Придают цвет (оксиды железа, диоксид титана).
- Опацификаторы: Делают оболочку непрозрачной (часто диоксид титана), защищая АФИ от света.
- Растворители: Вода (экологично, но медленнее сохнет) или органические смеси (спирты, ацетон – быстрее, но огнеопасны, токсичны).
Ключевые Свойства:
- Вязкость: Определяет, как легко распыляется. Слишком густая – плохое распыление, слишком жидкая – стекает с таблетки.
- Содержание сухих веществ: Сколько "полезного" полимера и добавок в смеси. Выше содержание – быстрее процесс, но сложнее распыление.
- Стабильность: Не должна расслаиваться при хранении. Требует постоянного перемешивания.
- Размер частиц твердой фазы: Мелкие частицы дают более гладкую пленку.
Приготовление: Сложный процесс смешивания, диспергирования (разбивания комков) и гомогенизации (создания однородности) под строгим контролем.
Раздел 2: Конвейер Красоты: Этапы Покрытия в Коатере
Представьте гигантскую "стиральную машину" для таблеток, где вместо воды – туман "краски" и горячий воздух. Вот как это работает шаг за шагом:
1. Этап 0: "Нижнее Белье" (Опционально): Нанесение подслоя. Похоже на основной процесс, но быстрее и с другой суспензией.
2. Этап 1: Загрузка "Моделей": Таблетки-ядра загружаются в рабочую камеру коатера – обычно это перфорированный барабан (огромный вращающийся "дуршлаг" с мелкими отверстиями).
3. Этап 2: Разминка и Движение: Барабан начинает вращаться. Подается теплый воздух (40-70°C), нагревая таблетки до рабочей температуры. Они начинают плавно перекатываться – как белье в сушилке.
4. Этап 3: "Краска" из Тумана: Распыление Суспензии: Точные распылительные форсунки (часто пневматические, где воздух разбивает жидкость) создают мельчайший туман (аэрозоль) из суспензии. Этот туман равномерно окутывает движущиеся таблетки.
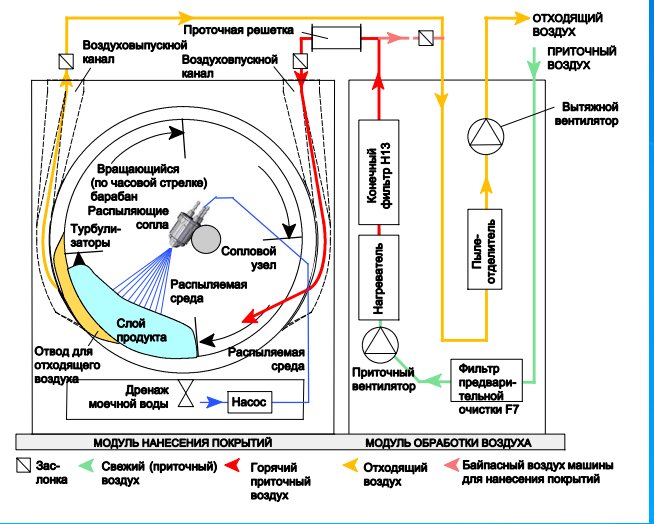
5. Этап 4: Фен для Лекарств: Сушка и Формирование Пленки: Одновременно с распылением подается мощный поток очищенного, подогретого и ОСУШЕННОГО воздуха через отверстия барабана. Этот воздух выполняет две критичные задачи:
- Мгновенно испаряет растворитель из крошечных капель суспензии.
- Уносит пары растворителя.
На поверхности каждой таблетки остается тончайший слой сухого полимера – основа будущей пленки. Физика момента: Капля растекается по ядру, растворитель испаряется, полимерные цепи сближаются и "схватываются", образуя сплошное покрытие.
6. Этап 5: Многослойное Платье: Циклическое Нанесение: Шаги 3 (распыление) и 4 (сушка) повторяются десятки, а то и сотни раз. Каждый цикл добавляет микрон за микроном к толщине оболочки.
Аналогия: Покраска пасхального яйца – окунули, высушили феном, повторили много раз для насыщенного цвета.
7. Этап 6: Охлаждение и Выход на Подиум: После набора нужной толщины подача суспензии прекращается. Таблетки продуваются прохладным воздухом для фиксации пленки и предотвращения слипания при выгрузке. Готовые "одетые" таблетки покидают камеру.
8. Этап 7: Финальный Лоск (Опционально): Нанесение полировочного слоя для блеска или маркировка названия/дозировки лазером или безопасными чернилами.
Раздел 3: Физика Магии: Наука за "Одеванием"
Процесс в коатере – не просто механика, а тонкая игра физики и химии:
Испарение Растворителя: Гонка со Временем: Скорость испарения зависит от:
- Температуры воздуха и таблеток: Чем выше, тем быстрее (но риск перегреть АФИ!).
- Влажности воздуха и Точки Росы: Точка росы – это температура, при которой влажный воздух больше не может удерживать воду, и она начинает конденсироваться (как роса на траве утром). Низкая точка росы (сухой воздух) = быстрое испарение. Высокая точка росы (влажный воздух) = медленное испарение и риск конденсации влаги на таблетках → слипание!
- Скорости потока воздуха: Быстрее поток – быстрее удаляются пары, ускоряется испарение.
- Адгезия и Когезия: Силы Сцепления:
- Адгезия: Сила "прилипания" капли суспензии к поверхности таблетки-ядра. Должна быть сильной!
- Когезия: Сила "сцепления" молекул полимера между собой внутри самой капли/пленки. Должна обеспечить прочность.
- Формирование Пленки: Тонкий Баланс: После испарения растворителя полимерные цепи должны успеть "распластаться" и переплестись в сплошную, эластичную пленку без дефектов. Слишком быстрая сушка → цепи не успевают сцепиться → трещины. Слишком медленная сушка → капли слипаются между таблетками → слипание (твиннинг).
- Роль Движения: Постоянное и равномерное перекатывание таблеток – залог того, что каждая сторона получит свою порцию "краски" и сушки, а таблетки не будут долго контактировать друг с другом, снижая риск слипания.
Раздел 4: Рычаги Качества: Ключевые Параметры Коатинга
Технолог у коатера – как дирижер оркестра. Малейший фальшь в настройке параметров – и "музыка" качества сбивается. Главные "рычаги управления":
Раздел 5: Болевые Точки: Проблемы и Решения в Коатинге
Даже на лучшем оборудовании могут возникнуть сложности. Вот главные "враги" качественной оболочки и как с ними бороться:
1. Слипание (Твиннинг): Таблетки склеиваются попарно или комками.
- Причины: Низкая температура воздуха/таблеток, высокая влажность/точка росы, слишком высокая скорость подачи суспензии, высокая вязкость суспензии, недостаточный поток воздуха.
- Решение: Увеличить температуру и/или скорость потока воздуха, снизить скорость подачи суспензии, оптимизировать рецептуру суспензии (вязкость), проверить точку росы.
2. "Апельсиновая Корка": Оболочка шероховатая, неровная, похожая на кожуру апельсина.
- Причины: Крупные капли суспензии (низкое давление распыления, забитые или изношенные форсунки, неправильный тип форсунки), недостаточная сушка (низкая температура, высокая влажность, малый поток воздуха).
- Решение: Проверить, очистить или заменить форсунки, увеличить давление распыления, оптимизировать параметры сушки (поднять температуру, увеличить поток, снизить влажность/точку росы).
3. Трещины/Отслаивание: Оболочка растрескивается или отслаивается от ядра.
- Причины: Слишком быстрая сушка (высокая температура воздуха, очень низкая влажность/точка росы), несовместимость материалов оболочки и ядра, плохая адгезия (отсутствие или некачественный подслой), механические повреждения при выгрузке или транспортировке.
- Решение: Снизить температуру воздуха, увеличить влажность (поднять точку росы), проверить совместимость компонентов, нанести или улучшить подслой, аккуратно обращаться с покрытыми таблетками.
4. Неравномерность Покрытия (Цвета/Толщины): Пятна, разная насыщенность цвета, различия в толщине оболочки на таблетках.
- Причины: Плохое перемешивание таблеток в камере (неверная скорость вращения барабана), забитые или неисправные форсунки, нестабильная работа насоса подачи суспензии, неоднородная суспензия (расслоилась, плохо перемешана), неравномерный поток воздуха.
- Решение: Отрегулировать скорость вращения барабана, проверить и прочистить форсунки, проверить работу насоса и мешалки в баке суспензии, обеспечить гомогенность суспензии перед началом процесса, проверить равномерность подачи воздуха.
6. Инкрумблинг: Выкрашивание краев или углов таблеток.
- Причины: Слишком интенсивное движение в барабане (высокая скорость вращения), изначально хрупкое ядро, острая форма краев.
- Решение: Снизить скорость вращения барабана, оптимизировать форму таблетки (скруглить края), укрепить ядро или нанести укрепляющий подслой.
Незыблемые Правила Качества:
- Чистота – Залог Успеха (CIP/SIP): Тщательная очистка (Cleaning In Place) и, при необходимости, стерилизация (Sterilization In Place) коатера после *каждой* партии лекарства. Это святое правило **GMP** (Надлежащей Производственной Практики) для предотвращения перекрестного загрязнения.
- Квалификация Персонала: Операторы и технологи должны отлично знать оборудование, понимать физику процесса, уметь диагностировать проблемы и оперативно их решать.
- Валидация – Доказательство Надежности: Процесс покрытия должен пройти строгую валидацию:
- IQ (Installation Qualification): Доказали, что оборудование установлено правильно.
- OQ (Operational Qualification): Доказали, что оборудование работает как надо в заданных пределах.
- PQ (Performance Qualification): Доказали, что процесс стабильно производит качественный продукт, соответствующий всем спецификациям.
Раздел 6: Контроль Качества: Без Компромиссов
Каждая "одетая" таблетка – это ответственность перед пациентом. Контроль качества ведется на всех этапах:
Контроль Процесса в Реальном Времени:
- Непрерывный мониторинг всех критических параметров (температура, потоки, давление, точка росы) системой управления коатера (ПЛК).
- Циклический контроль прироста оболочки на таблетку-ядро - проводится методом взвешивания.
- Автоматические системы (например, камеры) для отбраковки явного брака (слипшиеся таблетки) прямо в процессе.
Контроль Готового Продукта (По Фармакопее и GMP):
- Внешний Вид: Цвет, однородность, глянец, отсутствие дефектов (слипания, трещин, сколов, "апельсиновой корки") – проверяется визуально или автоматически.
- Масса Средней Таблетки / Масса Оболочки: Контроль стабильности процесса и дозировки.
- Прочность Оболочки (Сопротивление Истиранию): Таблетки вращают в барабане с абразивными элементами определенное время. Потеря массы оболочки не должна превышать норму.
- Распадаемость: Время, за которое оболочка разрушается в моделируемой среде желудка или кишечника (при 37°C), должно соответствовать спецификации (обычно 5-30 мин для желудка).
- Однородность Дозирования (UDU - Uniformity of Dosage Units): Критический тест! Определяет содержание АФИ в индивидуальных таблетках. Отклонения не должны превышать строгих фармакопейных норм (обычно не более ±15% от среднего). Особенно важно для низких доз или если АФИ входит в состав оболочки.
- Растворение (Профиль Высвобождения): Самый Важный Тест для Функциональных Оболочек! Показывает, как и с какой скоростью АФИ высвобождается из таблетки в специальном аппарате, имитирующем ЖКТ. График (профиль высвобождения) должен точно соответствовать заявленному (например, медленное высвобождение в течение 12 часов для пролонгированных форм или отсутствие высвобождения в кислой среде желудка для кишечнорастворимых).
- Стабильность: Таблетки тестируют в условиях ускоренного старения (высокая температура/влажность) и при длительном хранении для гарантии сохранности АФИ и свойств оболочки в течение срока годности.
- Документирование и Прослеживаемость: Каждая партия сопровождается полным пакетом документов (протоколы производства, контроля, валидации), обеспечивая прослеживаемость от сырья до пациента – неотъемлемая часть GMP.
Раздел 7: Плюсы и Минусы: Зачем Одевать Таблетку?
Преимущества Пленочного Покрытия:
- ✅ Тонкость и Элегантность: Оболочка добавляет минимум объема, в отличие от толстого сахарного драже.
- ✅ Скорость Процесса: Нанесение пленки в разы быстрее сахарного дражирования.
- ✅ Функциональность: Возможность создавать "умные" оболочки: пролонгированные (действуют долго), кишечнорастворимые (растворяются только в кишечнике), защитные.
- ✅ Дизайн и Идентификация: Широкая палитра цветов, возможность нанесения надписей/логотипов для узнаваемости и предотвращения ошибок.
- ✅ Маскировка: Эффективно скрывает неприятный вкус и запах лекарства.
- ✅ Удобство Пациента: Гладкая поверхность облегчает глотание.
- ✅ Защита и Прочность: Оберегает АФИ от света, влаги, кислорода и укрепляет хрупкие ядра.
Недостатки и Ограничения:
- ❌ Сложность и Стоимость: Высокие требования к оборудованию (сам коатер, системы подготовки воздуха), дорогие материалы (полимеры), квалификация персонала, валидация процессов.
- ❌ Чувствительность к Настройкам: Процесс капризен. Малейшее отклонение параметров (особенно точка росы!) может привести к браку целой партии.
- ❌ Риск Дефектов: Слипание, шероховатость, трещины – требуют постоянного бдительного контроля.
- ❌ Ограничения по Ядру: Очень хрупкие таблетки, таблетки сложной формы (например, с острыми гранями) или очень мелкие гранулы могут плохо поддаваться качественному покрытию в стандартных барабанных коатерах (требуют кипящего слоя/Wurster).
- ❌ Затраты на GMP: Существенные вложения в обеспечение чистоты, валидацию, контроль и документацию.
Заключение: Тонкая "Броня" для Здоровья
Технология пленочного покрытия в коатере – это не просто "косметика" для таблетки. Это высокоточная инженерная операция, на стыке химии полимеров, физики тепломассопереноса и автоматики. Она превращает простое ядро с активным веществом в современную, безопасную, удобную и функциональную лекарственную форму. За гладкой, цветной поверхностью знакомой нам таблетки скрывается кропотливая работа технологов, сложное оборудование и строжайший контроль качества по стандартам GMP.
Будущее уже здесь и оно "умное":
- Одноразовые вкладыши для камер коатеров сводят риск загрязнения к нулю и экономят часы на мойку.
- Онлайн-системы контроля (например, NIR-спектроскопия) в реальном времени анализируют толщину оболочки и содержание влаги, позволяя мгновенно корректировать процесс.
- "Умные" оболочки" с интегрированными сенсорами смогут сигнализировать о приеме таблетки или даже менять свойства в ответ на сигналы организма.
- Экологичные решения: Развитие водных суспензий для полного отказа от органических растворителей.
Пленочная оболочка – это не просто упаковка. Это сложный, высокотехнологичный "интерфейс" между лекарством и организмом пациента, обеспечивающий точную доставку, комфорт и, в конечном счете, эффективное лечение. И коатер остается незаменимым "портным" в создании этой жизненно важной "одежды" для таблетки.