Представьте: маленькая, неприметная таблетка. Она легко помещается в ладони, ее удобно взять с собой и принять. Но за этой кажущейся простотой скрывается целая вселенная высоких технологий, точной науки и строжайшего контроля. Таблетки – безоговорочные короли фармацевтики. Почему? Удобство для пациента, безупречная точность дозировки действующего вещества (API), стабильность при хранении и возможность массового производства делают их незаменимыми. От примитивных ручных прессов XIX века до современных высокоскоростных автоматических линий, выдающих сотни тысяч таблеток в час, – технология таблетирования прошла огромный путь. Но что же скрывается за этой эволюцией? Как сыпучий порошок превращается в идеальную пилюлю? Какие формы они могут принимать и какие подводные камни ждут производителей? Давайте совершим путешествие по "фабрике таблеток" и разберемся во всех секретах этого фундаментального процесса!
Раздел 1: Подготовка "Теста": От Сырья к Прессуемой Массе
Прежде чем порошок попадет под мощный пресс, он должен стать идеальным "тестом". Дело в том, что большинство чистых действующих веществ (API) нельзя прессовать сразу. Они могут плохо течь, неоднородно смешиваться, прилипать или просто не формировать прочную таблетку. Поэтому создается сложная смесь – таблеточная масса.
Ключевые игроки в смеси:
- API (Active Pharmaceutical Ingredient): Действующее вещество – "звезда" таблетки.
- Наполнители (Fillers, Diluents): Придают таблетке объем и массу (особенно если доза API мала). Примеры: лактоза, целлюлоза, крахмал.
- Разрыхлители (Disintegrants): Помогают таблетке быстро распадаться в желудке или кишечнике, высвобождая API. Примеры: крахмал, кроскармеллоза натрия.
- Связующие (Binders): "Склеивают" частицы, придавая гранулам или таблетке прочность. Примеры: поливинилпирролидон (ПВП), гидроксипропилметилцеллюлоза (ГПМЦ).
- Смазывающие вещества (Lubricants): Уменьшают трение между порошком и металлом пресса, предотвращая прилипание и облегчая выталкивание таблетки. Примеры: стеарат магния, стеариновая кислота.
- Скользящие добавки (Glidants): Улучшают сыпучесть порошка, облегчая его течение и заполнение матриц пресса. Пример: коллоидный диоксид кремния.
Главные методы подготовки массы: Как сделать порошок "послушным"?
- Прямое прессование (Direct Compression): Самый простой путь! Компоненты просто тщательно смешиваются – и сразу под пресс. Плюсы (+): Быстро, дешево, меньше стадий, ниже риск ошибок или деградации веществ. Минусы/Ограничения (-): Подходит ТОЛЬКО для порошков с идеальными свойствами: отличная сыпучесть (легко течет), хорошая прессуемость (легко формирует плотную массу) и однородность. Риск расслоения компонентов при течении или уплотнении. Подходит не для всех доз и веществ.
- Влажное гранулирование (Wet Granulation): Классический и самый распространенный метод.
- Шаг 1: Смешивание сухих порошков.
- Шаг 2: Добавление гранулирующей жидкости (раствор связующего, просто вода или спирт) при перемешивании. Образуются влажные "комочки" – агломераты.
- Шаг 3: Гранулирование. Влажная масса пропускается через сито (для получения более однородных гранул) или обрабатывается в высокоскоростном смесителе-грануляторе, где формируются плотные гранулы под действием вращающихся лопастей.
- Шаг 4: Сушка. Удаление влаги. В сушильных шкафах (долго) или в аппарате с псевдоожиженным слоем (ФБС - Fluid Bed Dryer) (быстрее и эффективнее, гранулы "кипят" в потоке горячего воздуха).
- Шаг 5: Просеивание. Получение гранул нужного размера. Удаление слишком мелких или крупных частиц.
Плюсы (+): Значительно улучшает сыпучесть и прессуемость массы, повышает однородность распределения компонентов, позволяет работать с трудно прессуемыми порошками.
Минусы (-): Многостадийный, дороже, требует времени и энергии на сушку, риск деградации влаго- или термочувствительных веществ.
3. Сухое гранулирование / Валковое компактирование (Dry Granulation / Roller Compaction): Решение для "капризных" веществ.
- Шаг 1: Смешивание сухих порошков (часто со связующим).
- Шаг 2: Подача смеси между двумя вращающимися валками валкового пресса под высоким давлением. Порошок спрессовывается в плотные листы или хлопья.
- Шаг 3: Дробление компакт-хлопьев на мелкие гранулы.
- Шаг 4: Просеивание.
Плюсы (+): Нет стадии сушки! Идеально для веществ, чувствительных к влаге или нагреву.
Минусы (-): Требует дополнительного дорогого оборудования (валковый пресс, дробилка), может потребоваться больше связующего, чем при влажном гранулировании, гранулы обычно менее прочные.
Финишная прямая: Смешивание и смазка.
- Смешивание (Blending): Критически важен для однородности! Даже если использовалось гранулирование, часто нужно добавить смазку или другие добавки. Используются разные смесители: конические, пленумные (с интенсивным движением), V-образные. Главное – добиться идеального распределения всех компонентов.
- Добавление смазки/скользящих агентов (Lubrication/Glidant Addition): Обычно последний этап перед прессованием. Смазка (часто стеарат магния) добавляется в небольшом количестве (обычно 0.5-2%) и аккуратно смешивается, чтобы покрыть частицы, не разрушая гранулы. Это снижает трение в прессе.

Раздел 2: Сердце Процесса - Таблетирование (Прессование)
Теперь подготовленная масса готова к превращению в таблетку. Это происходит на таблеточном прессе под огромным давлением.
Основные типы прессов:
Одноштамповые (эксцентриковые): "Ручной" вариант. Одна матрица, один удар – одна таблетка. Используются в лабораториях, для разработки рецептур и мелких партий. Медленные.
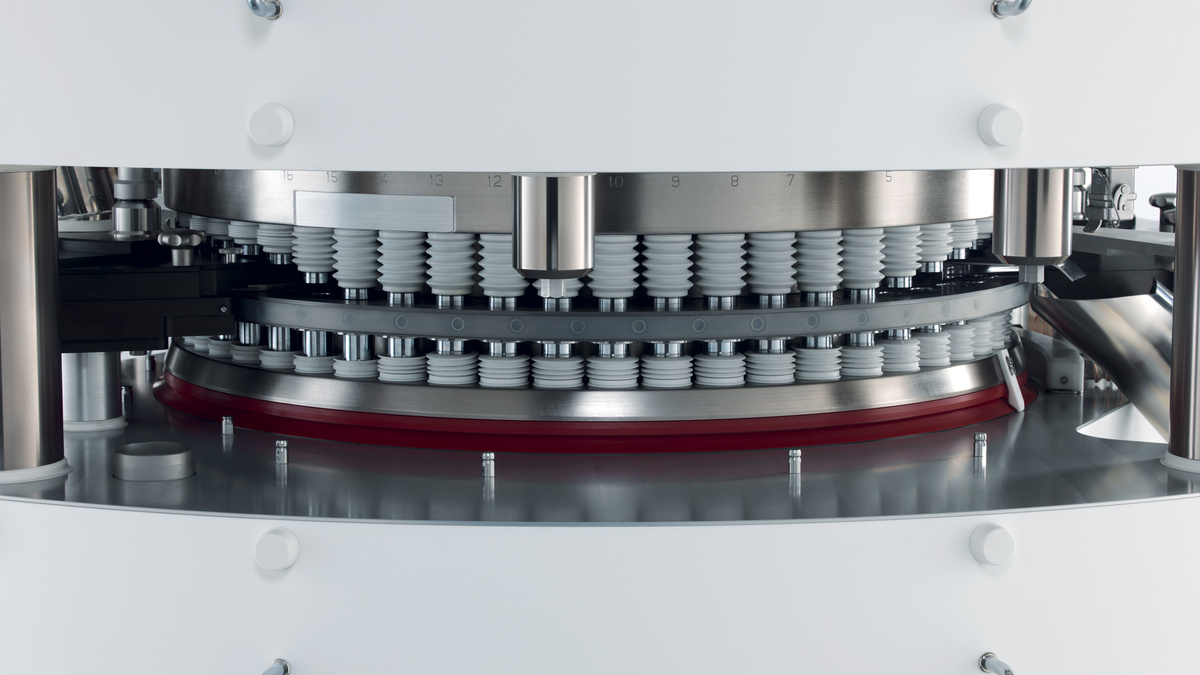
Роторные (ротационные) прессы: Короли промышленного производства. Имеют вращающийся ротор с множеством матриц (станций) – от 10-20 до 100+. Высокая скорость (десятки-сотни тысяч таблеток в час)! Именно о них пойдет речь далее.
Принцип работы роторного пресса (Как на конвейере): Представьте вращающийся стол (ротор) с множеством отверстий (матриц). В каждую матрицу вставлены два стальных стержня – верхний и нижний пуансоны. Цикл на одной станции:
- Заполнение матрицы: Нижний пуансон опущен. Масса из бункера дозатора заполняет полость матрицы. Равномерность заполнения = равномерность веса!
- Предварительное уплотнение (Деаэрация): Нижний пуансон слегка поднимается, верхний – опускается. Порошок/гранулы слегка сжимаются, удаляя воздух. Это предотвращает растрескивание таблетки позже.
- Основное прессование: Станция проходит под мощными верхними катками (роликами). Верхний пуансон с огромной силой вдавливается в матрицу, а нижний упирается в свои катки. Давление достигает десятков кН (килоньютонов)! Частицы деформируются (пластически или разрушаются), формируются прочные связи – рождается твердая таблетка.
- Выталкивание: Верхний пуансон поднимается. Нижний пуансон, под действием нижних катков, поднимается до уровня стола, выталкивая готовую таблетку.
- Сброс: Таблетка снимается с матричного стола и направляется на обеспыливание и металлодетектор.
Ключевые параметры прессования (Рычаги управления качеством):
- Усилие прессования (кН): Главный рычаг! Определяет:
- Твердость таблетки: Способность противостоять разрушению. Слишком малое усилие – таблетка крошится. Слишком большое – может вызвать "остекловывание" (слишком плотную, нераспадающуюся структуру) или растрескивание.
- Распадаемость и Растворение: Напрямую влияет на скорость высвобождения лекарства. Оптимум – баланс между прочностью и способностью распадаться.
- Скорость прессования (об/мин ротора): Гонишься за скоростью – рискуешь качеством. Слишком высокая скорость не дает времени на деаэрацию, может привести к неравномерности уплотнения и дефектам (расслоение, трещины).
- Вес таблетки: Контролируется высотой нижнего пуансона на этапе заполнения. Чем ниже опущен пуансон, тем больше объем полости – тем больше массы попадет – тем тяжелее таблетка. Точные весы in-line часто корректируют эту высоту автоматически.
Физика процесса: Под давлением частицы:
- Деформируются пластически (как пластилин), заполняя пустоты.
- Фрагментируются (разрушаются), создавая новые поверхности для контакта.
- Образуют прочные связи (механическое сцепление, ван-дер-ваальсовы силы, возможно, частичное плавление) – это и есть прочность таблетки.
Раздел 3: Калейдоскоп Форм: Виды Таблеток
Таблетки – это не только скучные "кругляши". Их разнообразие поражает и служит разным целям:
По форме:
- Круглые: Самые распространенные и технологичные ("кругляши").
- Овальные / Капсуловидные (Облонг): Удобнее глотать, меньше риск "застревания" в горле.
- Прямоугольные, Квадратные, Треугольные: Чаще для жевательных или шипучих таблеток, БАД. Могут быть маркетинговым ходом.
- Фигурные (Сердечки, Звездочки, Зверюшки): Практически всегда – для БАД или детских препаратов. Улучшают восприятие.
По структуре поверхности:
- Плоские: Без скосов (фаски). Редко, могут иметь острые края.
- Двояковыпуклые: Стандарт. Имеют скосы по краям, что уменьшает сколы и облегчает глотание.
- С риской (насечкой): Продольная или крестообразная канавка. Позволяет легко разломить таблетку для приема половинки или четвертинки. Критично для точного дозирования.
- С тиснением: На поверхность наносятся буквы, цифры (дозировка), логотип производителя. Идентификация и маркетинг.
По функциональности и способу применения (Самые интересные!):
- Обычные: Для проглатывания целиком, запивая водой.
- Жевательные: Специальный состав и технология. Их нужно разжевывать перед проглатыванием. Часто для детей или витаминов.
- Для рассасывания:
- Сублингвальные: Рассасываются под языком. Лекарство быстро всасывается в кровь, минуя желудок и печень (важно для нитроглицерина, некоторых гормонов).
- Буккальные: Рассасываются за щекой.
- Шипучие: Содержат кислоту и карбонат. Быстро растворяются в воде с образованием шипучего напитка. Удобны, маскируют вкус, способствуют всасыванию.
- Кишечнорастворимые (Энтеросолюбильные): Имеют специальное покрытие. Не растворяются в кислой среде желудка, но распадаются в щелочной среде кишечника. Защищают API от желудочного сока или предотвращают раздражение желудка.
- Многослойные:
- Двухслойные (Bilayer): Два разных слоя. Могут содержать несовместимые вещества, разделенные слоем. Или обеспечивать разное время высвобождения (быстрое + медленное).
- Трехслойные (Trilayer): Три слоя. Еще более сложные системы доставки.
- Таблетки с впрессованным покрытием (Core-in-Cup / Tablet-in-Tablet): "Таблетка в таблетке". Внутри большой таблетки-оболочки впрессована маленькая таблетка-ядро. Позволяет комбинировать несовместимые вещества или создавать сложные профили высвобождения.
Что влияет на выбор формы? Технологичность изготовления, удобство для пациента (особенно глотание), маркетинговая привлекательность, необходимость деления дозы (риска), требуемый профиль высвобождения лекарства (распадаемость/растворение).
Раздел 4: Нюансы и "Подводные Камни" Технологии
Создание идеальной таблетки – это постоянная борьба с вызовами. Идеальный процесс – редкость.
Качество сырья – основа всего! Свойства порошка или гранулята критичны:
- Сыпучесть (Flowability): Плохая сыпучесть -> неравномерное заполнение матриц -> разброс веса таблеток.
- Влажность (Moisture Content): Слишком высокая -> липкость, проблемы с прессованием. Слишком низкая -> хрупкость, крошимость.
- Гранулометрический состав (Particle Size Distribution): Размер частиц влияет на сыпучесть, прессуемость, однородность, распадаемость. Слишком мелкие пылят и прилипают, слишком крупные плохо прессуются.
- Прессуемость (Compactibility): Способность формировать прочную таблетку при разумном давлении. Плохая прессуемость требует высокого давления, что чревато дефектами.
Типичные проблемы при таблетировании и их "виновники":
- Раскрашивание/Растрескивание (Capping & Lamination): Таблетка расслаивается или с нее слетает "шапочка". Причины: Низкое усилие прессования, плохая грануляция (слабые гранулы), избыток разрыхлителя, слишком высокая скорость прессования (не успевает выйти воздух), внутренние напряжения при неправильном снятии давления.
- Прилипание к пуансонам (Sticking & Picking): Масса прилипает к поверхности пуансонов. На таблетке видны дефекты, надписи "смазаны". Причины: Недостаток смазки, липкий или влажный порошок, шероховатая поверхность пуансонов, слишком высокое давление.
- Расслоение (Capping/Lamination precursor): Неоднородность слоев в таблетке, видимая на срезе. Причины: Неоднородность смеси, плохая деаэрация, слишком высокая скорость прессования, разная прессуемость компонентов.
- Двойные таблетки (Double Impression): Два оттиска на одной стороне. Причины: Неполное выталкивание предыдущей таблетки из матрицы.
- Неравномерность веса/твердости (Weight/Hardness Variation): Таблетки в партии сильно различаются по весу или прочности. Причины: Неравномерное заполнение матриц (плохая сыпучесть, неисправный дозатор), износ матрицы/пуансонов, колебания усилия прессования, неоднородность массы.
- Несоответствие распадаемости/растворению (Disintegration/Dissolution Failure): Таблетка не распадается или не растворяется в нужное время. Причины: Неверный выбор/количество разрыхлителя или связующего, "остекловывание" из-за слишком высокого давления, дефекты покрытия (для кишечнорастворимых).
- Износ инструмента – неизбежное зло: Матрицы и пуансоны работают в условиях высоких давлений и трения. Признаки износа: заусенцы на краях таблеток, смазанные надписи, учащение прилипания, рост вариабельности веса/твердости. Важность: Изношенный инструмент портит таблетки и может привести к поломке пресса. Регулярный контроль и своевременная замена обязательны!
- Микроклимат цеха: Температура и влажность воздуха могут влиять на свойства гигроскопичных (впитывающих влагу) материалов – как порошка, так и готовых таблеток. Требуется контроль.
- GMP и чистота – не просто бумажка: Предотвращение перекрестной контаминации (смешивания остатков разных препаратов) – святое правило. Требуется:
- Тщательная очистка оборудования после каждой партии/продукта.
- Валидация методов очистки (доказательство их эффективности).
- Дизайн оборудования, исключающий "мертвые зоны" (где скапливается грязь).
- Использование материалов (нерж. сталь AISI 316L), легко поддающихся очистке.
- Валидация всего технологического процесса (IQ/OQ/PQ).
Раздел 5: Без Компромиссов: Контроль Качества Таблеток
Каждая таблетка, попадающая к пациенту, должна быть безопасной и гарантированно эффективной. Контроль качества (КК) – непрерывный и всеобъемлющий процесс, регламентированный Фармакопеями (сборниками стандартов) и GMP.
Основные контролируемые параметры (Что и зачем проверяют):
- Описание (Description): Цвет, запах, отсутствие видимых дефектов (трещины, сколы, загрязнения). Первичная визуальная оценка.
- Подлинность (Identification) и Количественное определение (Assay) API: Подтверждение, что это именно то вещество, и его количество точно соответствует указанному на упаковке. Методы: Высокоэффективная жидкостная хроматография (ВЭЖХ/HPLC), газовая хроматография (ГХ/GC), спектрофотометрия. Точность дозировки – святое!
- Однородность дозирования (Uniformity of Dosage Units - UDU): Статистический анализ, доказывающий, что содержание API в каждой отдельной таблетке из партии находится в строго заданных пределах. Гарантия, что пациент получит нужную дозу в каждой пилюле.
- Распадаемость (Disintegration): Время, за которое таблетка должна разрушиться на мелкие частички в специальном аппарате, имитирующем условия желудка или кишечника (в зависимости от типа таблетки). Критично для начала высвобождения API! Не распалась вовремя – лекарство не подействует.
- Растворение (Dissolution): Тест, показывающий как быстро и насколько полно API высвобождается из таблетки в раствор (в условиях, имитирующих ЖКТ). Ключевой показатель биодоступности (сколько лекарства реально попадет в кровь)! Строятся кривые растворения.
- Твердость (Hardness): Сила, необходимая для разрушения таблетки (измеряется в Ньютонах, N или кП, kp). Гарантирует, что таблетка выдержит транспортировку и хранение, не рассыплется в блистере.
- Крошимость (Friability): Тест на истирание. Таблетки вращаются в барабане с заданным числом оборотов. Потеря массы не должна превышать норму (обычно 1%). Проверка устойчивости к механическим воздействиям.
- Размеры и вес: Геометрические параметры (диаметр, толщина) и масса должны соответствовать спецификации. Контролируется статистически.
Методы контроля: От лаборатории до конвейера:
- Лабораторные испытания: Образцы из партии проходят все вышеперечисленные тесты по утвержденным методикам.
- In-line (на линии) контроль: Современные линии оснащаются системами:
- Контроля веса каждой таблетки (автоматическое взвешивание и отбраковка).
- Контроля твердости и толщины.
- Металлодетекции (обнаружение металлических включений).
- Визуального контроля (камеры с ПО для выявления дефектов поверхности, цвета, наличия риски).
- Статистический контроль процесса (SPC): Постоянный мониторинг ключевых параметров (вес, твердость) для выявления трендов и предотвращения брака.
- Документирование и прослеживаемость (GMP!): Каждое действие, каждый результат теста документируется. Партия должна быть полностью прослеживаемой от сырья до готового продукта.
Раздел 6: Плюсы и Минусы Технологии Таблетирования – Взвешиваем
Как и любая технология, таблетирование имеет свои сильные и слабые стороны.
Плюсы (+):
- Высочайшая точность дозировки: Современные прессы и контроль обеспечивают минимальный разброс содержания API.
- Удобство для пациента: Легко принимать, носить с собой, дозировать (особенно с риской).
- Стабильность и долгий срок хранения: Таблетка защищает API от света, влаги, воздуха лучше многих других форм.
- Эффективная маскировка вкуса/запаха: Горькое лекарство в таблетке проглотить легче.
- Высокая производительность и экономичность: Автоматизированные линии производят огромные объемы с относительно низкой себестоимостью единицы продукции.
- Гибкость модификации высвобождения: Многослойность, покрытия позволяют "программировать" скорость и место высвобождения лекарства (пролонгированное действие, кишечнорастворимость).
- Относительная простота упаковки: Блистеры, флаконы – отработанные и эффективные решения.
Минусы (-):
- Сложность и многостадийность процесса: От приготовления смеси до прессования и контроля – множество этапов, где что-то может пойти не так. Требуется высококвалифицированный персонал и сложное оборудование.
- Высокие требования к сырью: Не всякий порошок поддается таблетированию без сложной подготовки (гранулирования).
- Ограничения по дозировке: Очень низкие дозы (менее 1 мг) сложно равномерно распределить. Очень большие дозы требуют крупных, неудобных для глотания таблеток.
- Проблемы с приемом для некоторых групп: Дети, пожилые люди с нарушением глотания (дисфагией) могут испытывать трудности. Требуются альтернативные формы (сиропы, суспензии, капсулы).
- Трудности с несовместимыми веществами: Если API несовместимы друг с другом или с вспомогательными веществами, требуются сложные решения: многослойные таблетки, гранулирование с раздельным нанесением, покрытия.
- Высокие капитальные затраты: Современные высокоскоростные прессы, смесители, грануляторы, сушилки, линии контроля стоят очень дорого.
- Затраты на GMP и валидацию: Строжайшие требования к чистоте, документированию, валидации процессов и оборудования существенно увеличивают стоимость производства и времени вывода продукта на рынок.
Заключение: Маленькая Форма – Большая Наука
Таблетирование – это не просто "спрессованный порошок". Это сложнейшая, высокотехнологичная отрасль фармацевтики, сочетающая знания химии, физики, механики и биологии. От тщательной подготовки сырья до мощного прессования, от выбора удобной формы до бескомпромиссного контроля качества – каждый шаг направлен на создание безопасного, эффективного и удобного для пациента лекарства.
Несмотря на свои минусы – сложность, высокие требования и затраты – таблетирование остается незаменимой и доминирующей технологией благодаря своей точности, стабильности, экономичности массового производства и проверенной временем надежности. Технологии не стоят на месте: появляются новые функциональные покрытия, интеллектуальные системы контроля в реальном времени, предиктивная аналитика для оборудования и даже 3D-печать персонализированных таблеток. Но суть остается неизменной: каждая маленькая таблетка – это результат труда множества специалистов и точной работы технологий, вложенный в здоровье и благополучие миллионов людей.
В следующий раз, принимая таблетку, вспомните этот удивительный путь – от порошка до пилюли.