Представьте себе мощный кухонный комбайн, но в разы сильнее, абсолютно герметичный и созданный по строжайшим фармацевтическим стандартам. Это – смеситель-гранулятор с высоким усилием сдвига (ГВУС). В этом "атлете" фармпроизводства сухие порошки не просто смешиваются с жидкостью – они проходят настоящую "силовую тренировку" под действием быстроходных ножей, формируя идеально плотные и однородные гранулы для таблеток. Как устроен этот гранулятор-тяжеловес? Какие бывают виды? Как работают его "мышцы"? И какие подводные камни ждут технологов? Давайте разбираться.
Почему "сила" так важна?
В отличие от грануляции в псевдоожиженном слое или компактирования, ГВУС использует мощные механические силы, чтобы буквально "вылепить" гранулы с заданной плотностью. Это гарантирует:
- Идеальную прессуемость для высокоскоростного таблетирования
- Контролируемую пористость (важно для скорости растворения)
- Устойчивость к древеснению (расслоению при хранении)
- Минимальное пыление при транспортировке
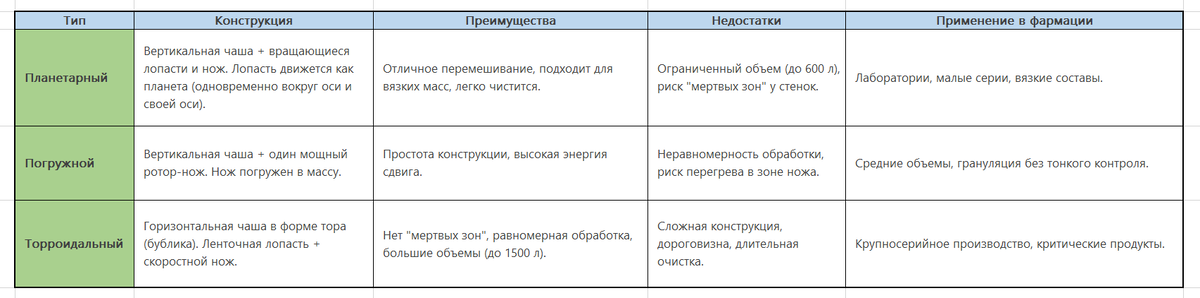
Виды ГВУС: Конструкции "силачей"
Выбор типа гранулятора зависит от задач и масштаба производства:

Фармацевтические особенности: Все типы для фарминдустрии имеют:
- Гигиенический дизайн: Полированные поверхности из AISI 316L, радиусы углов >6 мм, отсутствие застойных зон.
- Полная закрытость (Containment): Герметичные уплотнения, разъемы под чистый пар, давление ниже атмосферного (OEB 4-5).
- CIP/SIP: Автоматическая мойка и стерилизация без разборки.
- Валидация по GMP: Системы сбора данных 21 CFR Part 11, валидационные протоколы.
Масштабирование:
- Лабораторные (1-10 л): Подбор рецептур, параметров.
- Пилотные (25-100 л): Отработка масштабирования.
- Промышленные (150-1500 л):*Серийное производство.
Принцип работы: Как рождаются "идеальные" гранулы
Процесс в ГВУС – это точная хореография в три этапа:
Сухое смешивание (30-120 сек):
Лопасти (планетарные или ленточные) вращаются со скоростью 50-150 об/мин, превращая порошок АФС, наполнителей и дезинтегрантов в однородную массу. Ключ: Ножи пока выключены!
Внесение связующего (1-3 мин):
Через форсунку в крышке или стенке распыляется раствор связующего (гидроксипропилметилцеллюлоза, ПВП). Скорость распыла: 1-5 л/мин, давление: 1-3 бар. Ловушка: Неравномерное распыление → комки!
Грануляция под сдвигом (2-5 мин – самое важное!):
Включаются быстроходные ножи (500-3000 об/мин). Вот что происходит:
Сдвиговые усилия** разрывают влажные агрегаты
- Частицы растираются, уплотняются
- Формируются плотные гранулы-шарики размером 0.2-2 мм
Аналогия: Как замес крутого теста крюком в комбайне – жидкость распределяется равномерно, масса уплотняется.
Физика сдвига: Ножи создают разницу скоростей в соседних слоях массы. Это "растягивает" влажные комки, вынуждая частицы слипаться плотнее. Чем выше скорость ножей – тем плотнее гранулы!
Анатомия "силача": Главные узлы
Нюансы работы: Где кроются "подводные камни"
Даже опытные технологи сталкиваются с вызовами:
"Золотая середина" увлажнения:
Недоувлажнение: Гранулы рассыпаются как песок → плохая прессуемость.
Переувлажнение: Липкая "каша" → комки при сушке.
Решение: Точные весовые дозаторы связующего, калибровка форсунок.
Энергия сдвига: друг или враг?
Слишком низкая скорость ножей (200-500 об/мин): Рыхлые гранулы, пыление.
Слишком высокая (2500-3000 об/мин):
- Перегрев массы до 50-70°C → деградация АФС
- Разрушение гранул → мелкая фракция
- Ускоренный износ ножей
Решение: Охлаждение чаши, контроль температуры онлайн, оптимизация времени.
"Мертвые зоны":
Углы чаши, зоны под лопастями не обрабатываются → неоднородные гранулы.
Решение: Контрольные точки при валидации, доработка геометрии лопастей.
Клейкие катастрофы:
Масса прилипает к стенкам/ножам → нарушение однородности.
Решение: Покрытие чаши PTFE, добавка порошковых смазок (стеарат Mg), снижение влажности.
Масштабирование:
Параметры с лабораторного ГВУС (10 л) не работают на промышленном (500 л)!
- Причина: Энергия сдвига зависит от геометрии, а не объема.
- Решение: Пилотные испытания на моделях 50-100 л.
Ключевые параметры: Панель управления "силачом"
Успех грануляции зависит от точной настройки:
1. Скорость ножей (об/мин):
- 500-1000: Для нежных гранул (быстрорастворимые формы)
- 1000-2000: Стандарт для таблетирования
- 2000-3000: Для сверхплотных гранул (высокоскоростные прессы)
Главный рычаг управления сдвигом!
2. Крутящий момент (Нм):
- Индикатор консистенции массы. Резкий рост = окончание грануляции.
- Современные ГВУС автоматически останавливаются по достижению заданного момента.
3. Время этапов (сек):
- Смешивание: 30-120 сек
- Распыление связующего: 60-180 сек
- Грануляция: 120-300 сек
4. Температура чаши (°C):
- Охлаждение до 10-15°C для термолабильных веществ
- Нагрев до 30-40°C для вязких связующих
5. Параметры связующего:
- - Давление распыления: 1-3 бар (влияет на размер капель)
- - Скорость подачи: 0.5-5 л/мин
Заключение: Без компромиссов по качеству
Смеситель-гранулятор с высоким усилием сдвига – незаменимый "тяжеловес" в арсенале фармпроизводства. Его способность создавать плотные, однородные гранулы с предсказуемыми свойствами делает его ключевым звеном перед таблетированием. Даже несмотря на сложности (перегрев, очистка, масштабирование), преимущества ГВУС неоспоримы:
- Скорость: Весь цикл за 5-10 минут
- Качество: Повторяемость параметров гранул
- Универсальность: Работа с вязкими и абразивными составами
- GMP-совместимость: Полная валидация и закрытость
Тенденции будущего:
- Интеграция с PAT: Лазерные анализаторы размера частиц в реальном времени
- Роботизация: Автоматическая загрузка/выгрузка
- Умные" алгоритмы: Автоподбор параметров под рецептуру
Когда вы видите идеально ровную таблетку в блистере – вспомните о ГВУС. Именно в его вращающихся ножах, под действием мощных сдвиговых усилий, рождается основа будущего лекарства. Это не просто оборудование – это скульптор, создающий гранулы с характером, готовые к главной миссии: стать эффективным и безопасным препаратом.