Представьте себе кастрюлю с кипящей водой. Теперь замените воду на тысячи крошечных частиц лекарственного порошка, а огонь – на мощный поток нагретого воздуха, снизу. Что получится? Удивительное состояние – псевдоожиженный слой, где твердые частицы ведут себя почти как жидкость: бурлят, интенсивно перемешиваются и создают идеальные условия для быстрой сушки, создания гранул или нанесения тончайших покрытий. Установка псевдоожиженного слоя (УПС) – это "волшебный котел" современного фармпроизводства. Давайте разберемся, какие бывают УПС, как они работают, из чего состоят, с какими сложностями сталкиваются технологи и как управлять этим "кипящим" процессом.
Зачем фармации "кипящий" порошок?
В отличие от традиционных методов, УПС обеспечивает беспрецедентную интенсивность процессов благодаря идеальному перемешиванию и огромной поверхности контакта частиц с воздухом или газом. Это ключ к:
- Молниеносной сушке влажных гранул (в 5-10 раз быстрее сушильных шкафов!)
- Созданию идеальных гранул для таблетирования с контролируемой плотностью и размером
- Нанесению супертонких, равномерных покрытий на таблетки или гранулы (кишечнорастворимых, защитных, маскирующих вкус)
- Агломерации мелких порошков в удобные для обработки частицы
И всё это – в одной машине, с минимальным воздействием на термочувствительные вещества и соответствием строгим стандартам GMP.
Виды УПС: Разнообразие "кипящих котлов"
УПС – не универсальный инструмент. Их конструкция адаптирована под конкретные задачи фармпроизводства:
По конструкции:
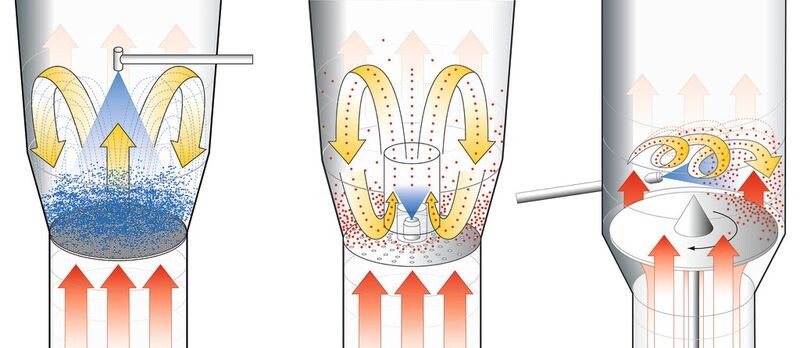
- Классические (с распределительной решеткой): Самый распространенный тип. Воздух подается через пористую пластину (решетку) в нижней части камеры. Частицы равномерно "кипят" по всему объему. Плюсы: Универсальность, простота. Минусы: Риск каналообразования для липких/влажных порошков. Идеальны для сушки и простой грануляции.
- Роторные (с вращающимся диском): Вместо статичной решетки – вращающийся диск с лопатками. Плюсы: Интенсивное, контролируемое перемешивание даже для плохо сыпучих порошков. Исключает "мертвые зоны". Минусы: Сложнее в изготовлении и очистке. Отлично подходят для грануляции и покрытия плотных частиц.
- Вюрстер (Wurster): Специализированный тип для высококачественного покрытия частиц (гранул, микросфер, кристаллов). Имеет внутреннюю трубку (распылительную колонну) и кольцевой зазор. Частицы циркулируют по четкой траектории через зону распыла. Плюсы: Непревзойденная равномерность и эффективность нанесения покрытий. Минусы: Сложная настройка, дороговизна. Стандарт для кишечнорастворимых и функциональных покрытий таблеток.
- Вибрационные: На камеру подается вибрация. Плюсы: Помогает инициировать и поддерживать псевдоожижение очень мелких, когезионных (слипающихся) или влажных порошков, с которыми не справляется воздушный поток. Минусы: Дополнительная сложность конструкции. Спасатель для сложных материалов.
По назначению: Одна установка часто способна выполнять несколько функций, но акцент разный:
- Сушки (Fluid Bed Dryers - FBD): Основная задача – быстро и бережно удалить влагу.
- Грануляции (Fluid Bed Granulators - FBG): Распыление связующего раствора на псевдоожиженные частицы, их соударение и склеивание в гранулы.
- Покрытия (Fluid Bed Coaters): Распыление раствора пленкообразователя на циркулирующие частицы (таблетки, гранулы).
- Агломерации: Объединение мелких частиц в более крупные рыхлые агломераты.
По масштабу и специфике фармпроизводства:
- Лабораторные (0.5-5 л): Для разработки рецептур, подбора параметров.
- Пилотные (5-50 л): Для отработки технологии перед масштабированием, производства опытных партий.
- Промышленные (100 л и >): Для серийного выпуска.
Фармацевтические особенности: Обязательно!
- Гигиенический дизайн: Нержавеющая сталь AISI 304/316L, полированные сварные швы, отсутствие "мертвых зон".
- Полная закрытость (Containment): Герметичные системы для работы с высокоактивными веществами (OEB 3-5), защита оператора.
- Соответствие GMP: Валидируемость, системы электронных записей (21 CFR Part 11), документация.
- CIP/SIP: Автоматическая мойка (Cleaning-In-Place) и стерилизация паром (Steaming-In-Place).

Принцип работы: Физика "волшебного котла"
Как же заставить твердый порошок "закипеть"?
1. Основы псевдоожижения:
- Аналогия: Представьте сильный ветер, дующий снизу вверх через слой песка. При достаточной силе ветра песчинки начинают "парить", смешиваться и течь, как вода. Это и есть псевдоожиженный слой.
- Научно: Восходящий поток воздуха (или инертного газа) создает силу, противодействующую силе тяжести частиц. Когда скорость газа достигает минимальной скорости псевдоожижения (Umf), частицы переходят во взвешенное состояние.
- Ключевые стадии:
- Фиксированный слой: Частицы лежат неподвижно. Газ проходит через пустоты.
- Начало псевдоожижения (Umf): Частицы начинают вибрировать, слой немного расширяется.
- Равномерное псевдоожижение: Слой интенсивно "кипит", частицы хаотично перемешиваются. Идеально для сушки и тепломассообмена.
- Пузырьковый режим: При дальнейшем росте скорости газа образуются крупные пузыри, пробивающиеся сквозь слой. Подходит для некоторых процессов грануляции.
- Транспортный режим ("захлебывание"): Слишком высокая скорость – частицы уносятся потоком. Не рабочий режим!
Как протекают процессы в УПС:
- Сушка: Нагретый воздух интенсивно омывает каждую частицу. Влага испаряется с огромной поверхности. Ключ: Скорость сушки ограничена только скоростью диффузии влаги внутри частицы, а не внешним теплообменом.
- Грануляция (влажная): В "кипящий" слой порошка распыляется раствор связующего (через форсунки). Капли смачивают частицы, которые соударяются и слипаются, формируя гранулы. Рост контролируется параметрами распыла и скоростью воздуха.
- Покрытие: На циркулирующие частицы (часто таблетки) распыляется раствор пленкообразователя. Жидкость растекается по поверхности и испаряется, оставляя тонкую, равномерную пленку. В установках Вюрстер движение частиц строго организовано для прохождения через зону распыла.
- Агломерация: Мелкие частицы слипаются под действием влаги (распыляемого раствора) или сил поверхностного натяжения, формируя более крупные, но пористые агломераты.
Анатомия УПС: Главные "органы" системы
Сердце "кипящего котла" – это слаженная работа ключевых узлов:
Нюансы работы: Искусство управления "бурей"
Работа с УПС – это баланс науки и практического опыта. Основные вызовы:
- "Характер" порошка – решающий фактор: Успех псевдоожижения сильно зависит от размера частиц, плотности, формы и слипаемости (когезии). Слишком мелкий или влажный порошок может не псевдоожижаться равномерно, а образовывать каналы или комки.
- Каналообразование ("пробой"): Газ находит путь наименьшего сопротивления, пробивая отдельные "каналы" в слое, минуя остальной порошок. Причины: Неравномерное распределение газа (плохая решетка), слишком мелкие/влажные/слипающиеся частицы. Следствие: Неравномерная обработка продукта.
- "Захлебывание" и унос: При слишком высокой скорости газа слой разрушается, частицы массово уносятся в фильтры. Фильтры забиваются, продукт теряется. Требует снижения скорости или установки более мощных фильтров.
- Агломерация и переувлажнение (в грануляции/покрытии): Слишком крупные капли связующего/покрытия или слишком высокая скорость распыла приводят к слипанию частиц в большие комки ("снежки") или локальному переувлажнению. Контроль: Оптимизация размера капель (давление распыла, тип форсунки), температуры воздуха, скорости распыления.
- Износ фильтров: Постоянный контакт с абразивными частицами и циклами очистки (встряхивание, обратная продувка) изнашивает фильтровальные материалы. Контроль: Регулярная проверка целостности (тест на диффузию), своевременная замена.
- Сложность очистки: Множество внутренних поверхностей (камера, решетка, фильтры, форсунки, воздуховоды) требуют тщательной очистки. Решение: Системы CIP – не роскошь, а необходимость. Ручная разборка трудоемка и риск контаминации.
- Масштабирование – искусство: Параметры, идеально работающие на лабораторной установке, не всегда прямо переносятся на промышленную. Требуются пилотные испытания и опыт технолога.
- Настройка под продукт и процесс: Нет универсальных рецептов! Температура воздуха, скорость потока, давление распыла, скорость насоса подбираются индивидуально для каждой смеси и задачи.
Основные параметры: Рычаги управления процессом
Эффективная работа с УПС требует понимания и контроля ключевых характеристик:
Геометрия камеры:
- Объем камеры (л) / Диаметр решетки (мм): Основной показатель масштаба установки и максимальной загрузки продукта. Лабораторные: 1-5 л, Промышленные: 100-1500+ л.
Параметры воздуха/газа:
- Расход воздуха/газа (м³/ч): Самый важный управляющий параметр! Определяет скорость потока через решетку и режим псевдоожижения. Регулируется вентилятором/заслонками.
- Температура входящего воздуха (°C): Критична для сушки (чем выше – тем быстрее, но риск для термочувствительных веществ) и испарения жидкости при грануляции/покрытии. Регулируется нагревателем.
- Температура/Влажность выходящего воздуха: Индикаторы прогресса сушки (выход на "плато" влажности – конец сушки).
- Минимальная (Umf) и максимальная (Ut) скорость псевдоожижения (м/с): Теоретические пределы, зависящие только от свойств порошка. Рабочая скорость обычно 2-3 * Umf.
Параметры жидкости (для грануляции/покрытия):
- Производительность насоса (л/ч или г/мин): Скорость подачи связующего или раствора покрытия.
- Давление распыления (бар): Влияет на размер капель форсунки. Низкое давление – крупные капли (риск переувлажнения), высокое – мелкий туман (риск пересушивания до контакта с частицами).
- Концентрация раствора: Влияет на вязкость и поведение распыла.
Фильтрация:
- Площадь фильтрующей поверхности (м²): Определяет производительность и устойчивость к забиванию.
Мощность:
- Мощность вентилятора (кВт): Определяет максимально достижимый расход.
- Мощность нагревателя (кВт): Определяет максимальную температуру входящего воздуха при заданном расходе.
Возможности регулировки и контроля:
- Современные фармацевтические УПС позволяют независимо и точно регулировать все ключевые параметры, записывать данные и создавать рецепты процессов через СКУ.
Заключение: Необходимое "волшебство" фармпроизводства
Установка псевдоожиженного слоя – это не просто оборудование, а ключевая технологическая платформа современной фармацевтики. Ее уникальная способность превращать статичный порошок в динамичный, "кипящий" слой открывает возможности для невероятно эффективных и контролируемых процессов: от бережной сушки до создания сложных многослойных гранул и высокоточных покрытий.
Преимущества УПС неоспоримы:
- Интенсивные процессы: Феноменальная скорость сушки и тепломассообмена.
- Универсальность: Одна установка для сушки, грануляции, покрытия, агломерации.
- Качество продукта: Равномерность гранул и покрытий, недостижимая другими методами.
- Бережное воздействие: Идеально для термо- и механочувствительных веществ.
- Соответствие GMP: Закрытость, валидация, CIP/SIP.
Но "волшебство" требует мастерства: Работа с УПС – это вызов даже для опытных технологов. Капризность к свойствам сырья, сложность масштабирования, необходимость тонкой настройки параметров и безупречного обслуживания (особенно очистки) – плата за уникальные возможности.
Будущее УПС: Интеграция с PAT (Process Analytical Technology) для онлайн-контроля размера частиц и влажности, развитие многофункциональных линий (например, грануляция-сушка-покрытие в одной установке), улучшение систем закрытости для высокоактивных соединений и роботизация загрузки/выгрузки.
В следующий раз, видя идеально гладкую таблетку с кишечнорастворимым покрытием или принимая быстрорастворимый гранулированный препарат, вспомните о "кипящем котле" – установке псевдоожиженного слоя. Именно в этом инженерном чуде, где твердое имитирует жидкость, рождаются многие инновационные и эффективные лекарственные формы, спасающие здоровье миллионов. Это и есть настоящее волшебство науки и техники на службе у жизни.