В сердце современного цеха сухого гранулирования фармпрепаратов стоит мощная, но точная машина – валковый компактор. Это не просто пресс, а сложный инженерный инструмент, от которого зависит качество тысяч таблеток или капсул. Как же устроен этот "кузнец" фармацевтических гранул? Давайте заглянем внутрь и разберемся, какие бывают компакторы, как они работают, из каких ключевых частей состоят, с какими нюансами сталкиваются операторы и какие параметры управляют процессом уплотнения порошка.
Зачем фармации "сухое" решение?
В отличие от влажного гранулирования, где используются жидкости, сухое гранулирование методом компактирования идеально подходит для термочувствительных или влагочувствительных субстанций. Оно исключает стадию сушки, сокращает время производства и снижает риски деградации действующих веществ. Результат – сыпучие, однородные гранулы с точно контролируемой плотностью, готовые для прессования в таблетки или заполнения капсул.
Виды компакторов: Инженерное разнообразие
Фармацевтические компакторы – это не универсальные машины. Их конструкция адаптируется под специфику продуктов и масштабы производства:
По типу подачи порошка:
- Гравитационная: Порошок поступает в зону уплотнения под действием силы тяжести. Подходит только для материалов с идеальной сыпучестью.
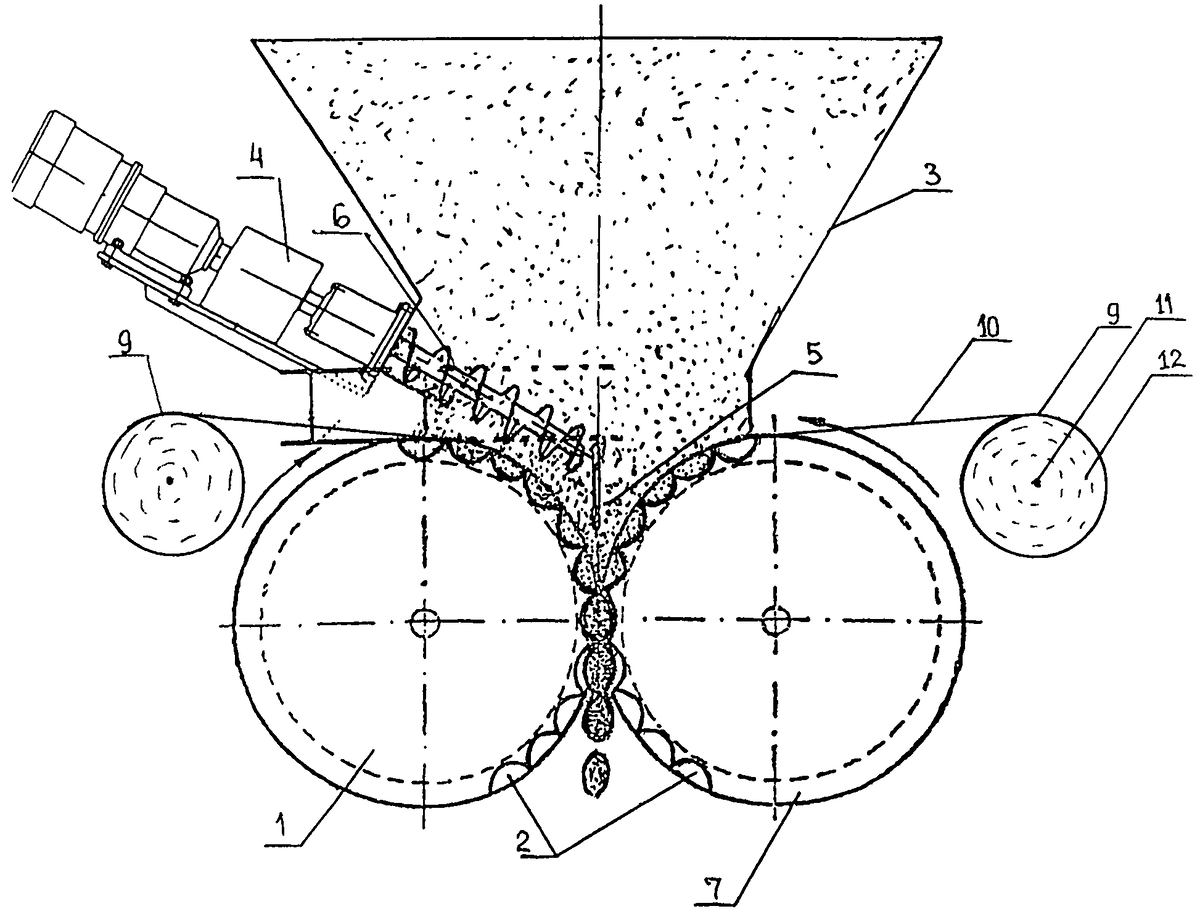
- Принудительная (шнековая): Винтовой конвейер (шнек) активно проталкивает порошок между валками. Обязателен для липких, плохо сыпучих порошков или смесей с низкой насыпной плотностью. Аналогия: представьте мясорубку, равномерно подающую фарш .
По конструкции валков:
- Фиксированный зазор: Расстояние между валками жестко задано. Риск: при колебаниях плотности или потока порошка усилие прессования скачет, что ведет к неравномерной плотности ленты (риббона).
- Плавающий валок: Один валк подвижен и может смещаться под давлением порошка. Ключевое преимущество: Усилие прессования остается постоянным даже при колебаниях подачи. Это гарантирует стабильную плотность и структуру гранул – критически важно для дозировки в фармации.
По количеству валков:Классика – двухвалковые системы. Существуют и трехвалковые (для особо сложных порошков), но они менее распространены в стандартных фармлиниях.
Фармацевтическая специфика: Любой компактор для фармпроизводства должен соответствовать строгим стандартам GMP (надлежащая производственная практика). Это означает:
Гигиенический дизайн: Минимум "мертвых зон", гладкие сварные швы, поверхности из нержавеющей стали (AISI 304/316L), легкая очистка.
Полная закрытость (Containment): Защита оператора от контакта с высокоактивными веществами.
Валидируемость и следящие системы: Возможность документирования и подтверждения всех параметров процесса.

Принцип работы: Пошаговый "танец" уплотнения
Работа компактора – это красивый и точный инженерный балет. Рассмотрим его па:
- Подача порошка: Сыпучая смесь API (активной фармсубстанции) и вспомогательных веществ из бункера поступает в зону уплотнения – либо самотеком, либо принудительно, с помощью шнека. Ключевой нюанс: Подача должна быть максимально равномерной – от этого зависит однородность будущих гранул .
- Уплотнение между валками: Два мощных валка (часто с водяным охлаждением), вращающиеся навстречу друг другу, сжимают порошок с огромным усилием (до 25 кН/см и более!). Давление рассчитывается на каждый сантиметр ширины валка (линейное давление). Под этим прессом частицы сближаются, между ними возникают силы Ван-дер-Ваальса, образуя плотную массу .
- Формирование компакта (риббона): На выходе из валков получается не таблетка, а непрерывная плотная лента ("риббон") или крупные хлопья. Аналогия: Представьте, как снежный ком под ладонью превращается в ледяную корочку, но здесь процесс контролируем и воспроизводим .
- Вывод и дробление компакта: Лента автоматически направляется в гранулятор (часто интегрированный в корпус компактора). Там вращающиеся ножи или молотки измельчают ее на гранулы заданного размера. Фракция контролируется ситами.
Итог процесса: "Непослушный" пылящий порошок → Плотная лента → Однородные, сыпучие гранулы с улучшенной плотностью и стабильным содержанием API .
Анатомия компактора: Главные "органы" и их функции
Понимание устройства помогает "приручить" машину. Основные узлы:
Нюансы эксплуатации: Не сказка, а реальность
Работа с компактором требует мастерства и внимания к деталям. Основные вызовы:
- Капризы" подачи: Неравномерная подача – главный враг. Порошок может "зависнуть" в бункере (сводообразование), шнек – забиться. Решение: Виброднища, правильная геометрия бункера, выбор шнека под конкретный порошок .
- Липкость к валкам: Некоторые порошки (особенно с высоким содержанием жиров или влаги) липнут к поверхности валка. Результат: Рывки ленты, неравномерное уплотнение. Борьба: Полировка валков, подбор материала/геометрии поверхности, введение внешних смазок (например, стеарата магния) в рецептуру .
- Спекание и перегрев: Сильное трение + давление разогревают порошок. Термочувствительные вещества могут спекаться или деградировать. Решение: Охлаждение валков циркулирующей водой (обязательная опция в фармкомпакторах!), оптимизация скорости и давления .
- Неравномерная плотность ленты: Если лента имеет разную толщину или плотность по ширине – гранулы будут неоднородны. Причины: Износ валков/ножа, перекос рамы, неравномерная подача порошка поперек валка. Требует: Регулярного ТО, контроля износа, калибровки .
- Износ – неизбежен: Валки, ножи, шнек постоянно подвергаются абразивному воздействию. Последствия: Падение качества гранул, рост доли мелкой фракции ("пыли"). Контроль: Плановые осмотры, измерение геометрии, своевременная замена .
- Настройка под продукт: Нет универсальных параметров! Давление, скорость, зазор, тип сита в грануляторе подбираются индивидуально для каждой смеси через серию тестовых прогонов .
- Очистка – святое: Остатки продукта между запусками – источник кросс-контаминации. Ручная разборка и мойка трудоемки. Идеал: Компакторы с функциями CIP (автоматическая промывка) .
Основные параметры: Язык "общения" с машиной
Выбор и настройка компактора – это разговор на языке технических характеристик. Ключевые из них:
- Ширина валков (мм): Основной фактор производительности. Пример: Ширина 200 мм дает производительность ≈ 100-200 кг/ч для среднего порошка; ширина 400 мм – уже 300-500 кг/ч .
- Диаметр валков (мм): Влияет на площадь контакта с порошком и максимально достижимое усилие. Больший диаметр = больше площадь = выше производительность при том же давлении.
- Максимальное усилие (кН) / Линейное давление (кН/см): Самый важный параметр уплотнения! Определяет конечную плотность гранул. Фармкомпакторы развивают от 10 до 30+ кН/см .
- Скорость вращения валков (об/мин или м/мин): Влияет на время пребывания порошка в зоне давления. Слишком высокая → Недоуплотнение. Слишком низкая → Риск перегрева. Типовой диапазон: 2-15 м/мин .
- Зазор между валками (мм): Определяет толщину получаемой ленты. Регулируется в узком диапазоне (обычно 1-5 мм). При "плавающем" валке – это результат, а не задаваемый параметр.
- Мощность привода (кВт): Обеспечивает вращение валков под нагрузкой и работу шнека. Зависит от габаритов машины (от 3 кВт у лабораторных до 25-30 кВт у промышленных) .
- Возможности регулировки: Современные фармкомпакторы позволяют независимо и точно регулировать усилие, скорость валков, скорость шнека, зазор (в системах с фиксацией) – все через сенсорный интерфейс.
Заключение: Необходимое совершенство
Валковый компактор – это не просто "еще одна машина" в цеху, а технологический хаб сухого гранулирования. Его роль в производстве современных, эффективных и безопасных лекарственных форм (таблеток, капсул) сложно переоценить. Преимущества – исключение влаги, высокая производительность, непрерывность процесса, отличное качество гранул – делают его незаменимым для чувствительных субстанций и экономически эффективных производств .
Однако это оборудование не терпит дилетантства. Его эффективная работа – это синергия:
- Правильного выбора машины (шнек/плавающий валок/GMP-исполнение).
- Точной настройки под продукт (давление, скорость, зазор – не гадаем, а тестируем!).
- Профессиональной эксплуатации (борьба с липкостью, контроль износа, равномерная подача).
- Бескомпромиссного обслуживания (очистка, смазка, замена изношенных частей).
Тенденции будущего – полная автоматизация, интеграция с Process Analytical Technology (PAT) для онлайн-контроля качества гранул, улучшенные системы контеймента для сверхактивных веществ – делают валковые компакторы еще более точными и надежными инструментами фарминдустрии .
Эта машина – наглядное воплощение того, как инженерная мысль решает сложнейшие технологические задачи: превратить облако невесомого порошка в идеально дозированное лекарство. И в этом – ее главное "волшебство".