Представьте себе: тонны мелкого, почти невесомого порошка активного вещества и вспомогательных компонентов. Задача – превратить его в плотную, однородную массу, которая идеально заполнит тысячи капсул, сохранив точную дозировку и быстро высвобождаясь в организме. Один из самых эффективных и "сухих" способов добиться этого – "метод компактирования". Не путать с прессованием таблеток! Сегодня мы подробно и понятно разберем, как работает эта технология, что за рычаги управления у технологов, какие подводные камни их ждут и почему контроль качества здесь – святое.
Что такое компактирование и зачем оно капсулам?
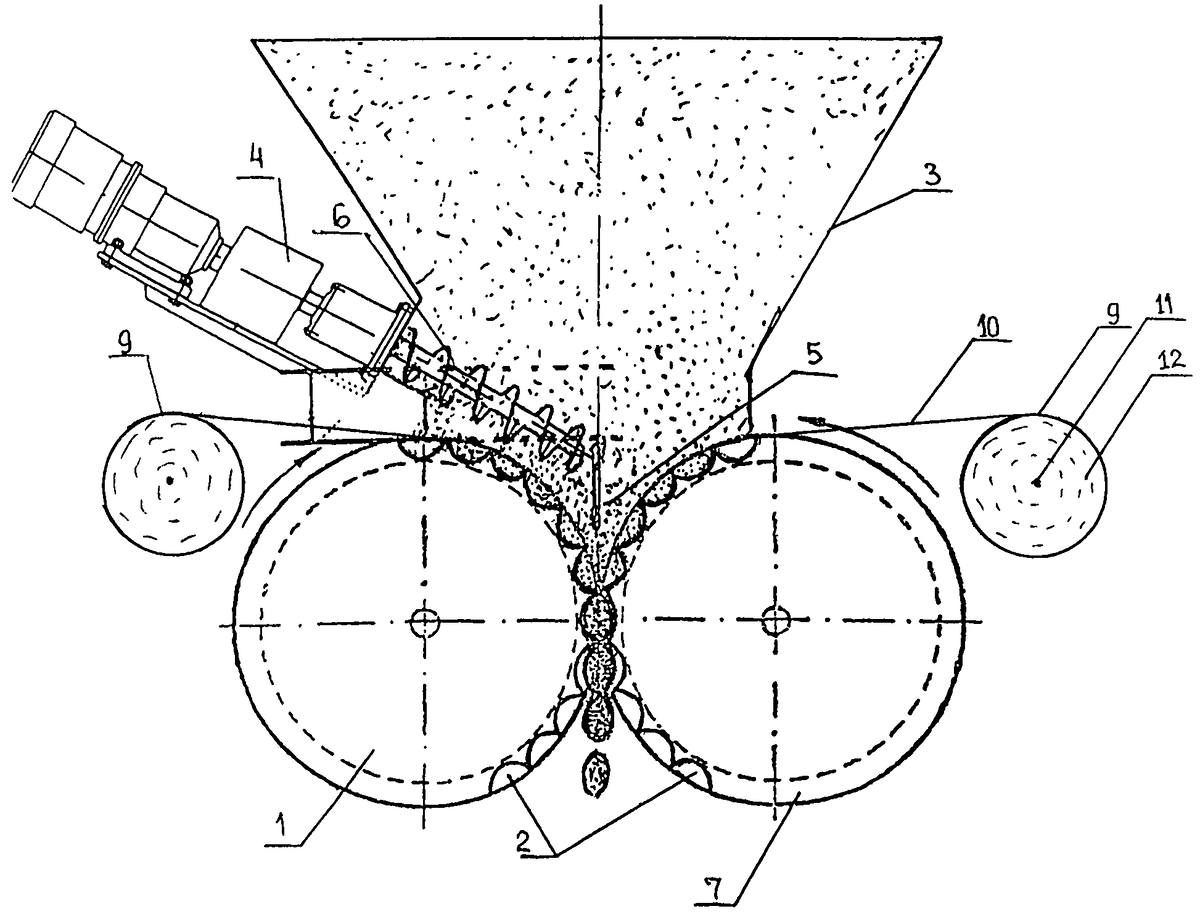
Компактирование (часто называемое "сухим гранулированием") – это процесс уплотнения сыпучего порошка под высоким давлением без использования жидкостей (растворов, связующих). Представьте два мощных стальных валка, вращающихся навстречу друг другу. Порошок подается между ними и сжимается с огромной силой. В результате получается не таблетка, а плотная лента или крупные хлопья – "компакт".
Но зачем это капсулам? Ведь в капсулу можно насыпать и просто порошок? Теоретически – да. Практически – это кошмар:
- Плохая сыпучесть: Мелкий порошок "течет" как песок в забитой воронке – неравномерно, с зависаниями. Капсулы будут заполняться с разной массой, нарушая дозировку.
- Пыление: При засыпке образуется облако пыли – потери действующего вещества, опасность для персонала, загрязнение оборудования.
- Низкая плотность: Мелкие частицы содержат много воздуха. В капсулу поместится меньше полезной массы, нужны большие размеры капсул.
- Сегрегация (расслаивание): Если смесь содержит частицы разной плотности или размера, они могут разделиться при транспортировке или засыпке, нарушая однородность.
Компактирование решает эти проблемы, превращая "непослушный" порошок в гранулированную массу с улучшенной сыпучестью, повышенной насыпной плотностью, минимальным пылением и устойчивостью к сегрегации. Эта масса идеально подходит для точного дозирования и заполнения твердых желатиновых капсул.
Технология процесса: Шаг за шагом
Процесс производства массы для капсулирования методом компактирования – это четкая последовательность:
Подготовка сырья:
- Активные фармацевтические субстанции (АФС) и вспомогательные вещества (наполнители, разрыхлители, смазывающие агенты) тщательно взвешиваются.
- Смешиваются в смесителях до достижения идеальной однородности. Это критически важно! Неоднородная смесь приведет к неравномерному уплотнению и плохому качеству гранул.
- Контролируются параметры порошка: влажность, гранулометрический состав (распределение частиц по размерам), сыпучесть.
Компактирование на валках:
- Готовая порошковая смесь подается в питатель валкового пресса (компактора).
- Под действием силы тяжести или шнека порошок попадает в зазор между двумя вращающимися валками.
- Огромное давление (до десятков тонн на сантиметр ширины валка) сжимает порошок. Валки могут быть гладкими или рифлеными (чаще для компактирования). Рифление помогает захватывать порошок и формировать более прочный компакт.
- На выходе получается сплошная плотная лента компакта или крупные хлопья.
Дробление компакта:
- Сплошная лента или хлопья слишком велики для капсул. Их необходимо измельчить.
- Компакт подается в дробилку (часто молоткового типа или с зубчатыми валками).
- Здесь ключевая задача – получить не порошок обратно, а гранулы нужного размера. Размер частиц будущей массы критичен для сыпучести и заполнения капсул! Слишком мелкие – пылят и плохо текут, слишком крупные – могут застревать в дозирующем механизме капсулирующей машины.
Гранулирование / Калибровка:
- После дробления частицы имеют разный размер. Для получения однородной массы их пропускают через сита (грохот).
- Калибровка отделяет слишком мелкие частицы (пыль) и слишком крупные куски. Последние обычно возвращаются на повторное дробление.
- Остаются гранулы заданного фракционного состава (например, 0.5 - 1.0 мм), оптимальные для капсулирования.
5. Смешивание с добавками (опционально):
- Иногда после компактирования и калибровки к гранулам добавляют внешние смазывающие вещества (например, стеарат магния).
- Это делается для еще большего улучшения сыпучести и предотвращения прилипания гранул к частям капсулирующей машины.
- Смешивание должно быть очень аккуратным и коротким, чтобы не повредить гранулы.

Основные параметры компактирования: Рычаги управления технолога
Качество получаемой гранулированной массы напрямую зависит от того, как настроены эти "рычаги":
Усилие / Давление валков (кН/см или тонны): Главный параметр!
- Слишком низкое: Компакт получается рыхлым, слабым, легко крошится обратно в порошок при дроблении. Гранулы будут слишком мелкими, пыльными.
- Слишком высокое: Компакт слишком плотный, "стекловидный". Его трудно дробить, гранулы получаются очень твердыми, что может замедлять растворение капсулы в желудке. Риск переуплотнения.
- Оптимальное: Достаточно для формирования прочного компакта, который дробится на прочные, но не чрезмерно твердые гранулы нужного размера.
Скорость вращения валков (об/мин или м/мин):
- Слишком высокая: Порошок не успевает полностью уплотниться в зазоре. Компакт получается непрочным (недоуплотнение). Возрастает риск "проскальзывания" порошка, неравномерного уплотнения.
- Слишком низкая: Снижает производительность линии. Может приводить к перегреву материала в зоне уплотнения из-за длительного контакта.
- Оптимальная: Обеспечивает необходимое время пребывания порошка под давлением для качественного уплотнения при заданной производительности.
Зазор между валками (мм):
- Расстояние между поверхностями валков в точке их максимального сближения.
- Влияет на толщину получаемой ленты компакта и косвенно – на плотность.
- Регулируется в зависимости от свойств порошка и требуемой плотности. Обычно фиксируется после подбора давления и скорости.
Геометрия поверхности валков:
- Гладкие валки: Используются реже для гранулирования, чаще для прямого получения таблеток-основ (медикаментов).
- Рифленые валки (с насечками): Наиболее распространены для компактирования. Насечки (рифли) обеспечивают лучшее захватывание порошка, формируют более прочный компакт с "ребрами жесткости", который легче дробить на гранулы. Форма и размер рифлей подбираются под материал.
Свойства порошка: Это "исходные данные", которые технолог обязан учитывать:
- Сыпучесть (текучесть): Определяет, насколько легко порошок поступает в зазор между валками. Плохая сыпучесть требует специальных питателей (шнеки, вибрация).
- Гранулометрический состав (размер частиц): Мелкодисперсные порошки уплотняются иначе, чем крупные. Смеси требуют баланса.
- Влажность: Даже небольшое количество влаги может резко изменить поведение порошка под давлением, вызвать липкость или спекание.
- Пластичность/Эластичность: Способность частиц деформироваться под давлением и сохранять форму после него. Хрупкие порошки могут просто разрушаться при слишком высоком давлении.
Нюансы работы: Тонкости и подводные камни
Работа с компактором – это постоянный поиск баланса и внимание к деталям:
"Каждый порошок уникален": Нет универсальных настроек. Технолог подбирает давление, скорость, зазор *под конкретную рецептуру*. То, что идеально для одного АФС, может быть катастрофой для другого. Требуется много тестовых прогонов.
- Риск переуплотнения/недоуплотнения: Как описано выше – главные враги качества. Переуплотнение ведет к твердым, плохо растворимым гранулам. Недоуплотнение – к пыли и неравномерной массе.
- Спекание: Некоторые компоненты (особенно под действием давления и трения) могут разогреваться и "спекаться" – слипаться на молекулярном уровне. Это делает компакт монолитным, недробимым или дает слишком твердые гранулы. Иногда требует охлаждения валков.
- Липкость к валкам: Некоторые порошки могут прилипать к поверхности валков, нарушая процесс и качество компакта. Решение – подбор смазывающих веществ в рецептуре, полировка валков, специальные покрытия.
- Пылеобразование: Хотя компактирование снижает пыль по сравнению с порошком, этапы загрузки, дробления и калибровки все равно ее генерируют. Требуется эффективная аспирация (вытяжка) и защита персонала.
- Износ оборудования: Валки, дробилки, сита подвержены абразивному износу, особенно при работе с твердыми веществами. Требуют регулярного контроля, обслуживания и замены.
- Важность однородности исходного порошка: Повторимся: если смесь неоднородна *до* компактирования, гранулы будут разного состава и качества. Это фатально для дозировки в капсуле.
Контроль качества: Без компромиссов на каждом этапе
Фармацевтическое производство немыслимо без строжайшего контроля. В процессе компактирования проверяют:
Исходный порошок:
- Однородность смеси: Анализ проб на содержание АФС (часто хроматография).
- Гранулометрический состав: Ситовый анализ или лазерная дифракция.
- Влажность: Весовой метод (потери при высушивании) или влагомеры.
- Сыпучесть: Измерение времени истечения через воронку стандартного размера или угла естественного откоса.
Компакт (лента/хлопья):
- Прочность: Измеряется на специальных приборах (раздавливание или изгиб). Показатель адекватности давления.
- Внешний вид: Отсутствие трещин, расслоений, неравномерного цвета.
Гранулы после дробления и калибровки:
- Гранулометрический состав: Ситовой анализ – самый критичный параметр для капсулирования! Должен строго соответствовать спецификации (напр., >90% частиц между 0.5 мм и 1.0 мм).
- Насыпная плотность: Вес определенного объема свободно насыпанных гранул. Показывает, насколько эффективно процесс уплотнил материал. Влияет на заполняемость капсул.
- Сыпучесть: Крайне важно! Измеряется время истечения гранул через стандартную воронку. Должно быть оптимальным для работы капсулирующей машины.
- Содержание влаги: Контроль на соответствие спецификации.
- Прочность гранул (опционально): Сопротивление разрушению (абразивный тест). Важно для сохранности при транспортировке и засыпке.
- Однородность смеси (если добавлялись внешние смазочные вещества): Анализ проб на содержание добавки.
Готовая гранулированная масса (перед капсулированием):
- Растворение (при необходимости): Тест in vitro. Гранулы помещают в среду, имитирующую желудочный сок, и измеряют скорость высвобождения АФС. Обеспечивает биодоступность лекарства.
Плюсы и минусы компактирования: Объективный взгляд
Как и любая технология, компактирование имеет свои сильные и слабые стороны по сравнению с альтернативами (прежде всего, с влажным гранулированием:
Плюсы (+):
- Сухой" процесс: Не требует использования воды, растворителей или связующих растворов. Это критично для веществ, неустойчивых к влаге или высокой температуре сушки.
- Высокая производительность: Валковые прессы способны перерабатывать большие объемы порошка за короткое время.
- Экономичность: Отсутствие этапов сушки и связанных с ними энергозатрат и времени. Меньше стадий процесса.
- Улучшенные свойства гранул: Отличная сыпучесть и насыпная плотность, минимальное пыление, устойчивость к сегрегации – именно то, что нужно для капсулирования.
- Экологичность: Отсутствие жидких отходов (стоков от промывки или сушки).
- Подходит для чувствительных веществ: Упрощает работу с термолабильными (боящимися нагрева) или гидролизующимися (разлагающимися водой) компонентами.
Минусы (-):
- Требовательность к исходному порошку: Не все порошки хорошо компактируются. Нужны хорошая сыпучесть и определенные уплотняющие свойства. Некоторые вещества просто не обладают необходимой пластичностью.
- Риск переуплотнения/недоуплотнения: Требует точного контроля параметров и глубокого понимания свойств материалов.
- Пылеобразование на отдельных этапах: Требует дополнительных мер по аспирации и защите.
- Износ оборудования: Абразивные свойства порошков приводят к быстрому износу валков, дробилок, сит.
- Ограниченный контроль пористости гранул: По сравнению с влажным гранулированием, сложнее влиять на внутреннюю структуру гранулы, что иногда важно для скорости растворения.
- Капитальные затраты: Оборудование для компактирования (особенно высокопроизводительное) может быть дороже, чем для простого смешивания или влажного гранулирования (хотя экономия на сушке компенсирует).
Заключение: Сухое уплотнение – надежный фундамент для капсул
Компактирование – это мощная и незаменимая технология в арсенале фармацевтического производства, особенно когда речь идет о создании качественной массы для капсулирования. Его способность превращать трудноуправляемый порошок в идеально сыпучую, плотную и однородную гранулированную массу, минуя стадию влажной обработки, делает его часто предпочтительным выбором.
Хотя процесс требует глубокого понимания, точной настройки и постоянного контроля качества, его преимущества – скорость, экономичность, отсутствие влаги и превосходные технологические свойства получаемого продукта – с лихвой окупают вложенные усилия. Освоив "рычаги управления" валковым прессом и научившись обходить подводные камни, технологи получают надежный инструмент для производства безопасных, эффективных и точно дозированных лекарств в удобной капсульной форме.
Так что в следующий раз, принимая капсулу, вспомните этот сложный и красивый путь – от облака порошка через мощное сжатие валков до аккуратных гранул, упакованных в желатиновую оболочку. Наука и технология работают на ваше здоровье!