
Сравнение спиральных типов сверл с корончатыми.
Высокая востребованность классических спиральных сверл обусловленная их универсальностью помогает им занимать большую часть рынка металлорежущего инструмента для сверления различных отверстий. Однако сейчас, при сверлении отверстий больших диаметров, все более массово начинают применять корончатые сверла.
Технология сверления отверстий больших диаметров, с применением привычных нам спиральных сверл, предполагает разделение на несколько этапов. Сначала заготовку рассверливают сверлом малого диаметра около 5 миллиметров и только затем уже более крупными. Для каких целей это нужно. Линейная скорость вращения режущей кромки спирального сверла в его центре близка к нулю. Чтобы рассверлить этот центр сверлу нужно придать достаточно высокую скорость вращения. В то же время время на краю режущей кромки сверла ее линейная скорость достигает своего максимума. Соответственно если в центре работа идет в оптимальных режимах резания. C краю сверла линейная скорость режущей кромки станет превышать оптимальную, что приведет к прижогам и быстрому износу сверла. Если же скорость вращения сверла большого диаметра уменьшить до величин оптимальных для резки краями сверла. Из за низкой линейной скорости в центре отверстия просверлить его не получиться. Как вариант можно увеличить усилие подачи(нагрузку) на сверло, но это также приведет к увеличению износа сверла. Вызывая повышенную деформацию заготовки от нагрузок резания.

Обойти эти недостатки как раз и помогает рассверливание в несколько этапов. Сверло малого диаметра убирает центральную часть отверстия на высоких оборотах и уже затем сверлом большого диаметра, на более низких оборотах, можно закончить операцию резания. Таким образом получается подобрать оптимальные режимы резания и во многих случаях увеличить скорость выполнения работ.
Но у данной технологии резания есть и свои недостатки:
- Требуется потратить время на смену сверл. И чем больше диаметр отверстия тем большее количество операций, по смене сверл, приходится выполнять.
- Весь материал находящийся в отверстии уходит в стружку.
- Для сверл большого диаметра требуется инструмент повышенной мощности.
- Сверла большого диаметра достаточно дороги.
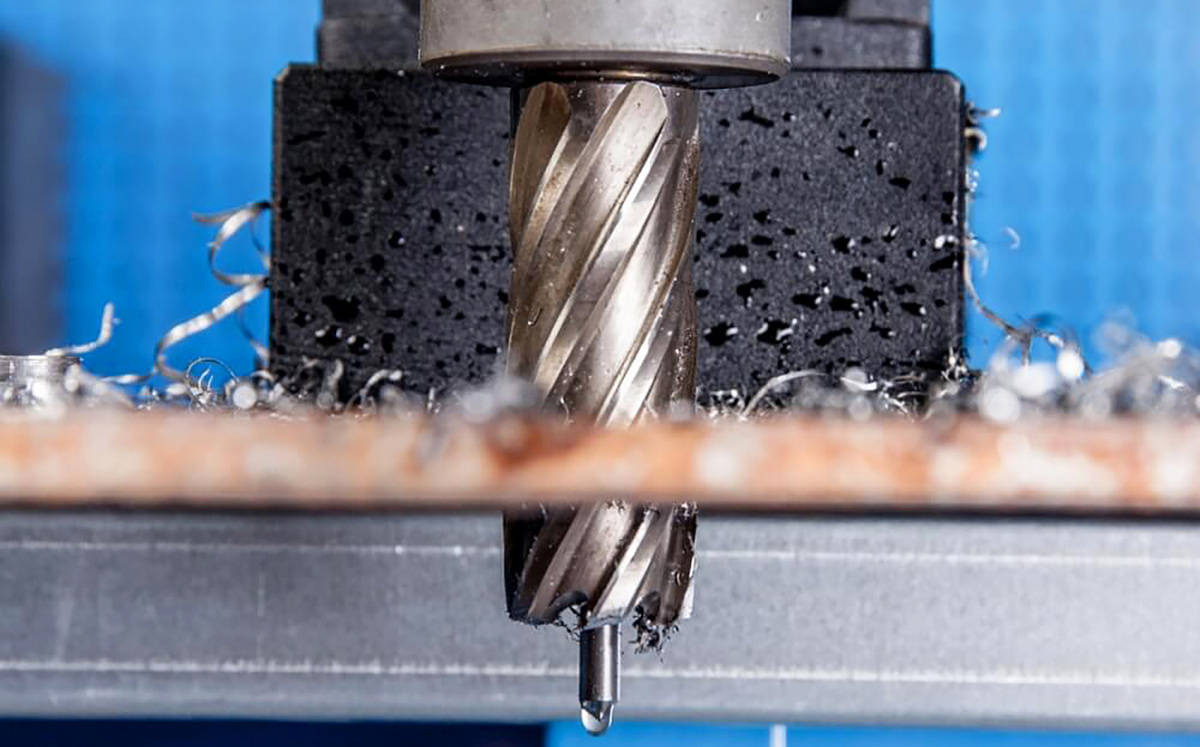
Оптимальным решением выше указанных недостатков и стали корончатые сверла. Сами корончатые сверла представляют собой комбинацию из центрирующего спирального сверла и режущей коронки. В случае с кольцевой фрезой центрирующее сверло отсутствует.
Благодаря особенностям своей конструкции корончатое сверло в отличии от спирального высверливает не всю толщину материала, а только периметр(края) отверстия.
Приемущества корончатых сверл в сравнении со спиральными:
- Скорость резания выше более чем в три раза.
- Из за меньшего объема резания уменьшенные нагрузки на инструмент. В следствии чего можно использовать сверлильные станки и дрели меньшей мощности. Причем чем больше диаметр сверления, тем выше энергоэффективность сверления.
- Стоимость сверл одной и той же длины и диаметра ниже.
- Уменьшается площадь обрабатываемой поверхности. В стружку уходит значительно меньше материала.
- Оставшийся после сверления отверстия материал можно использовать в дальнейшем.
- Если для стандартной дрели максимальный диаметр рассверливаемого спиральным сверлом в металле отверстия не более двадцати миллиметров. То при использовании корончатого сверла он может превышать и сто миллиметров.
- В особо технологически продвинутых вариантах таких как кольцевые фрезы появляется возможность подачи охлаждающей жидкости внутрь сверла. Что благоприятно сказывается на его износостойкости. Особенно при длительной работе.
При этом корончатые сверла только дополняют спиральные. Так как не лишены и недостатков. Ограничивающих их применение.
- Самый главный и основной недостаток. Данными сверлами не получиться просверлить глухие отверстия.
- Более высокая зависимость от СОЖ. Без СОЖ такое сверло выйдет из строя гораздо быстрее чем спиральное.
- Высокие трудозатраты при заточке. Если спиральные сверла можно легко заточить на обычном наждачном станке, то корончатые сверла за счет наличия большого количества режущих кромок требуют большой квалификации при ручной заточке, или использования специальных заточных станков.
__________________________________________________________________________________________
Типы кольцевых сверл.
Все кольцевые сверла можно условно разделить по следующим критериям:
По конструкции коронки.
Основных типов конструкции коронок два, это: так называемые кольцевые пилы и корончатое сверло (также известное как пустотелое сверло, кольцевое сверло, кольцевая фреза).
- Кольцевые пилы (биметаллические коронки) наиболее популярный и бюджетный вариант корончатых сверл. Представляют собой пилу свернутую в кольцо. Нашли свое применение в дрелях и шуруповертах.
Они широко представлены на рынке. Есть варианты для резания любого материала.
- Кольцевые фрезы. Наиболее технологичный вариант. В основном используется на промышленном оборудовании: стационарных сверлильных станках и сверлильных станках с магнитной подошвой. Выполненные ими отверстия имеют более высокое качество поверхности и геометрическую точность реза в сравнении: как с спиральными сверлами, так и кольцевыми пилами. Есть возможность автоматической подачи смазочно-охлаждающей жидкости в центральную часть коронки.
По виду обрабатываемых материалов.
Следует обращать особое внимание на то какой тип материала планируется обрабатывать корончатым сверлом. Если сверло предназначенное работать по металлу начнут использовать для резки дерева или пластика. Это приведет к быстрой забивке зубьев стружкой. Нагреву материала и зубьев коронки и быстрому выходу ее из строя.
По этому критерию корончатые сверла делятся на три основных вида:
- Универсальные. Могут работать с такими материалами, как: cталь, дерево, пластик и так далее. Обычно имеют разведённые закалённые зубья с глубоким канавками между ними. Что способствует быстрому отводу стружки от места реза и позволяет коронке не перегреваться. Материал рабочей части быстрорежущая сталь HSS-G.Также часто, для повышения износостойкости, добавляется кобальт 5-8% HSSG-Co. Но продолжением их достоинств являются недостатки. Скорость резания металла универсальными коронками ниже специализированных, а для мягких материалов типа дерева специализированные коронки еще и стоят гораздо меньше.
- По металлу. Зубья таких коронок обычно не разведены. Их размеры и параметры оптимизированы для работы с металлом. Материал рабочей части быстрорежущая сталь HSS-G. Часто, для повышения износостойкости, добавляется кобальт 5-8% HSSG-Co.
Особо износостойкие коронки имеют зубья с твердосплавными вставками HSS-HM. Коронки с такими зубьями хорошо режут:
- Прочные марки стали.
- Нержавейку.
- Цветные металлы и сплавы (алюминий, медь и т.д.).
- Пластик.
- Чугун.
- Графит.
Коронки по металлу представляют собой особо широкий класс кольцевых сверл. В него входят не только кольцевые пилы, но и также ранее упомянутые промышленные кольцевые фрезы.
- По мягким материалам: дереву, пластику и т.д. Такие сверла имеют широко разведённые закалённые зубья с глубоким канавками между ними. Что способствует быстрому отводу стружки от места реза и позволяет коронке не перегреваться.
- По абразивным материалам: стекло, керамика и т.д. Обычно имеют напыление из алмазной крошки или карбида. Требуют охлаждения водой.
Материал режущей части коронки.
Корончатые свёрла делают двух типов — из быстрорежущей стали (High Speed Steel — HSS) и из обычной стали с твердосплавными напайками (Tungsten carbide tipped — TCT).
Особенности сверл с твердосплавными напайками:
- Режущая кромка твердосплавной напайки позволяет вести обработку более твердых материалов, и использовать большие скорости резания, по сравнению с HSS инструментом.
- Свёрла с твердосплавными напайками не предполагают повторной заточки. Возможна только напайка новых. Что повышает трудоемкость работ по восстановлению и не всегда экономически целесообразно.
- Свёрла малых диаметров из быстрорежущей стали дешевле аналогичных свёрл с напайками примерно до диаметра в 40 мм. Корончатые свёрла с твердосплавными напайками больших диаметров, как правило дешевле аналогичных из быстрорежущей стали.
- Твёрдосплавные напайки плохо переносят ударные нагрузки. Поэтому работа с таким инструментом требует более высокой квалификации.
Свёрла могут иметь защитное покрытие, например из нитрида титана, которое повышает долговечность и износостойкость сверла.
Для повышения износостойкости в сверла с зубьями из быстрорежущей стали могут добавлять кобальт. Обычно около 5-8%.
__________________________________________________________________________________________
Тип систем крепления коронок на хвостовиках.
Главные отличия видов подсоединения коронки к хвостовику. Это скорость установки коронок на хвостовик.
Винтовое соединение коронок.
Винтовое соединение представлено наиболее широко. Характеризуется наличием нескольких резьбовых присоединительных размеров: дюймовые 1-1/4", 1/2", 3/8", 5/8" и метрические М12, М14, М16, М22. Их применение зависит от размеров коронки чем меньше диаметр коронки тем меньше диаметр резьбы.
Особенностью хвостовика с присоединительным размером 5/8 дюйма. Является наличие двух дополнительных штифтов. Для возможности работать с повышенными нагрузками.
Данная система крепления является наиболее неудобной в использовании. Она требует наличия нескольких хвостовиков с различными размерами резьб. И занимает наиболее продолжительное время для смены оснастки на них.
Power Change.
Данная система крепления разработки фирмы Bosch полностью лишена недостатков первой. Смена как центровочного сверла так и самой оснастки происходит мгновенно без применения инструментов. Даже цена с учетом того что понадобится только один хвостовик не имеет значения. Адаптер данной системы отличается высокой прочностью и надежностью.
Для коронок других производителей с винтовым креплением есть набор переходников. Это решение позволяет собрать комплект под конкретные задачи от разных производителей.
Кроме Bosch коронки с такой системой выпускают фирмы: HILTI , HAWERA и Makita.
«FASTLOCK»
Адаптер «FASTLOCK» разработка Российской фирмы MKSS. Предназначен для использования совместно с различными коронками, имеющими возможность установки переходника. Обеспечивает замену коронки в считанные секунды, эффективную передачу крутящего момента и надежную фиксацию.
Система «Fastlock» обеспечивает удобство и экономит время, создавая более комфортные условия работы. Скорость замены примерно такая же как у Power Change.
Принцип соединения переходника и хвостовика с центрирующим сверлом основан на механизме защелкивания. Замена коронки сводится к освобождению текущей (путем поворота влево) вместе с переходником и установке новой (путем поворота вправо), при условии, что переходник закручен в коронку.
__________________________________________________________________________________________
Типы хвостовиков.
Хвостовики для центровочных сверл.
Самый простой тип хвостовиков нашел применение в дрелях и шуруповертах. К ним относится: цилиндрический, шестигранный и трехгранный. Нашли применение на кольцевых пилах.
Цилиндрический хвостовик мало подходит для корончатых сверл. У него самая высокая вероятность проскальзывания.
Трехгранный хвостовик практически исключает проскальзывание его в патроне дрели, но он наименее прочный из них.
Шестигранный HEX - хвостовик по прочности не уступает цилиндрическому, а по вероятности проскальзывания не намного отстает от трёхгранного.
Далее речь пойдет о хвостовиках которые нашли широкое применение для кольцевых фрез. Используемых чаще всего в станках на магнитной подошве и стационарных сверлильных станках.
Weldon 19 и Weldon 32.
Weldon 19 - используется для корончатых сверл от 12 до 60 миллиметров.
Weldon 32 - от 60 миллиметров и выше.
Отличительной особенностью хвостовика Weldon являются 2 площадки (грани) на цилиндрическом хвостовике, собственно с их помощью сверло и фиксируется в патроне двумя винтами.
Universal, Nitto, One-Touch.
Такой тип хвостовика подходит для применения в двух разных системах крепления – быстрозажимной и Weldon 19. При использовании в быстрозажимном патроне – корончатое сверло фиксируется за счет 2-х круглых пазов на хвостовике, до щелчка. При использовании в патроне Weldon – сверло фиксируется 2-мя винтами, один винт закручивается до упора в площадку, второй в корпус сверла. Универсальность данного хвостовика сделала его очень популярным, но он не подходит к быстрозажимной системе Weldon и к Quick-in.
FEIN Quick - IN.
Хвостовики данного типа является разработкой фирмы FEIN. Применяются только в магнитных станках FEIN и не подходят для систем крепления других производителей. Именно по этой причине фрезы с данным хвостовиком редко встречаются и применяются на производстве.
Зажимной патрон FEIN Quick -IN с системой автоматической подачи СОЖ в центр коронки. СОЖ начинает подаваться после нажатия центрирующего стержня на специальной клапан внутри адаптера, при начале сверления.
Переходники адаптеры.
В тех случаях когда нужно использовать сверло с хвостовиком одной системы на станке другой есть различные переходники.
__________________________________________________________________________________________
Фирмы изготовители:
Список расположен в порядке убывания. От премиума до качественных сверл.
KARNASCH
Bohre
RUKO(делают еще сверла для HILTI)
Bosch
Weldon
__________________________________________________________________________________________
<<Ссылки на все статьи блога "Мастерская гараж">>
Статьи блога "Мастерская гараж" связанные с данной темой.
- "Сверла спиральные по металлу. Назначение и характеристики и т.д."
- "Дрели. Их разновидности и функции которые они выполняют."
Статьи других авторов и интернет ресурсов:
- "Корончатое сверло" ссылка на статью в Wikipedia.
- "Cсылка на сайт Karnasch.ru. Раздел корончатые сверла." Сайт фирмы Karnasch где представлены различные варианты как самих корончатых сверл так и адаптеров для них.