А.Е. Чирков, начальник сектора разработки программного обеспечения для лазерных комплексов VPG LaserONE (ООО «ВПГ Лазеруан», ранее ИРЭ-Полюс)
Лазерная резка с помощью робототехнических комплексов (РТК) нашла применение на предприятиях по всему миру. Однако существует ряд сложностей при внедрении РТК на производствах с широкой номенклатурой выпускаемых изделий, например, формирование траектории обработки и позиционирование заготовок в рабочей зоне комплекса. Эти задачи требуют подробного рассмотрения.
Несмотря на то, что изначально перед компанией VPG LaserONE стояла вполне конкретная задача объемной резки с помощью РТК, в процессе работы перед командой разработчиков возникла более масштабная цель – создать универсальное комплексное решение всех типичных сложностей, возникающих при работе с РТК. Требовалось объединить в одном программном комплексе функции построения траектории обработки, оптимизации движения РТК и позиционирования заготовок в рабочей зоне.
Концепция трех шагов
Анализ принципов работы с различным оборудованием привел к выделению универсальной последовательности действий из трех шагов:
1. Построение траектории движения режущего инструмента относительно заготовки;
2. Расчет движения осей комплекса, необходимых для перемещения инструмента по заданной траектории;
3. Адаптация полученного движения осей комплекса к используемому контроллеру.
Такой методический подход позволил компании VPG LaserONE создать решение, которое, будучи разработанным для частной задачи, оказалось применимым как для других производственных операций и задач, так и для различного оборудования. Другими словами, такая концепция позволяет сформировать требования к универсальному инструменту создания управляющих программ для РТК.
Построение траектории движения инструмента
При построении траектории режущего инструмента относительно заготовки необходимо абстрагироваться от кинематической схемы комплекса.
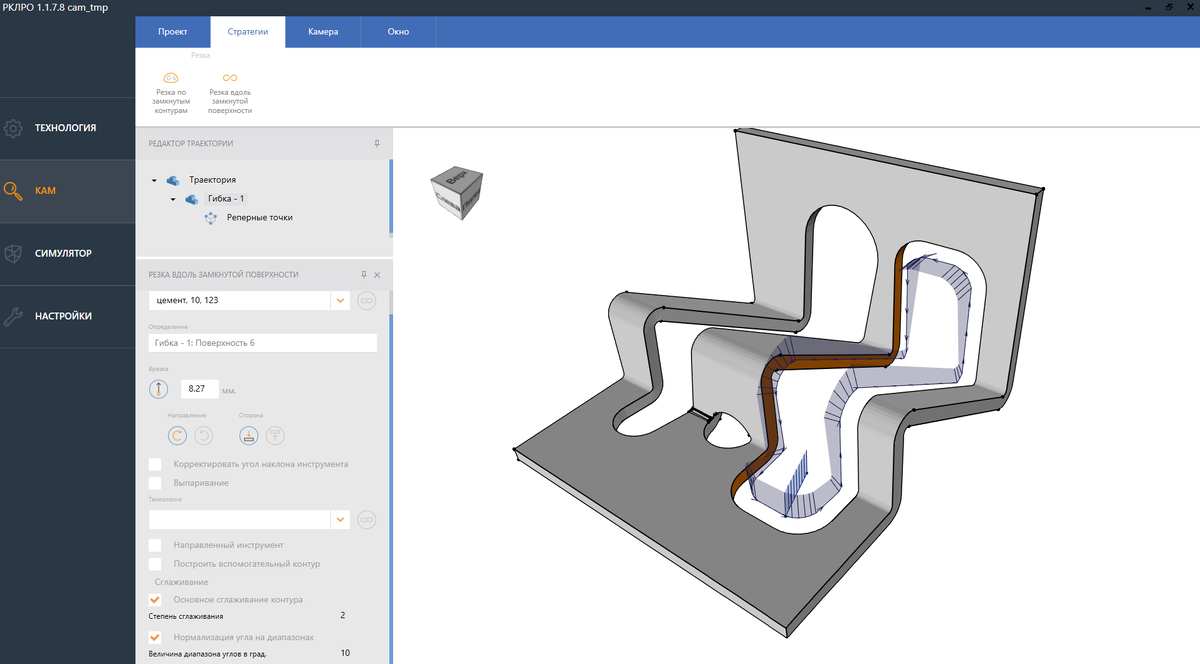
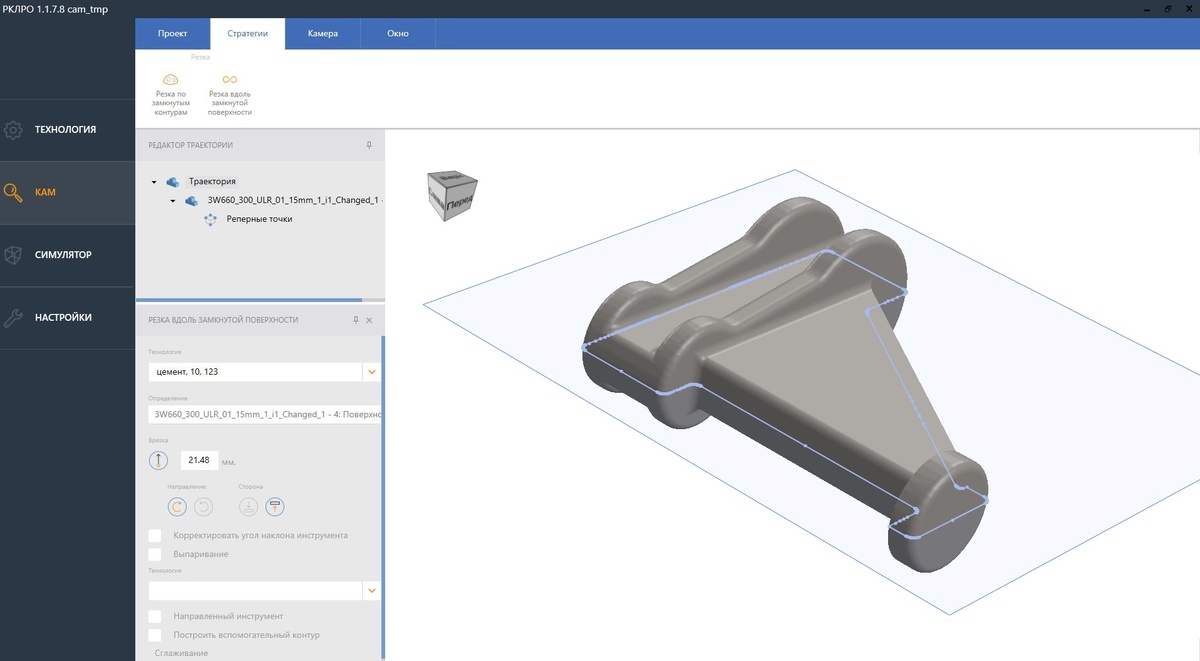
VPG LaserONE в рамках работы над задачей было реализовано три инструмента определения траектории реза: выделение непосредственно поверхности реза (эффективен для задания сложной 3D-траектории реза), выделение плоскости с простыми отверстиями (оптимально для одновременного задания множества отверстий в плоских изделиях) и задание траектории обработки контура объемной детали через секущую плоскость.
Вся история работы с заготовкой систематизируется в специальном древовидном меню, позволяющем не только видеть все примененные к детали инструменты, но и корректировать их параметры на любом этапе. Например, после загрузки в CAM-систему детали в ней появляется элемент «Деталь», уже содержащий в качестве дочернего подраздела элемент «Реперные точки», о которых будет сказано чуть позже. При использовании одного из доступных инструментов резки, для детали создается новый дочерний раздел «Резка» с компонентами «Контур» (в котором хранятся все линии, дуги и прочие примитивы) и «Технология» ( в котором содержится информация о технологических режимах и их пользовательских настройках). Такая структура значительно упрощает технологическую проработку детали.
В отдельный раздел CAM-системы вынесены технологические таблицы, что позволяет выбирать нужные режимы при задании технологии для каждой траектории обработки. Таблицы с параметрами были специально выделены в самостоятельный модуль, так как технологический режим как физический процесс не привязан напрямую к траектории движения инструмента. При этом в самой траектории сохраняется возможность корректировать отдельные характеристики обработки, если это потребуется, хотя базовый набор параметров останется неизменным.
Расчет движения осей комплекса
При расчете движения осей необходимо учитывать кинематическую схему комплекса. Если в качестве исполнительного устройства выбрана портальная или консольная 5D система, то чаще всего данный этап может быть автоматизирован и не требует вмешательства оператора. Однако в случае использования роботизированных систем речь идет о шестиосевых и более сложных кинематических схемах, что создает дополнительные сложности, требующие решения.
Главным действием на этом этапе становится определение расположения заготовки в рабочей зоне комплекса. Возможны три варианта:
1. Позиционирование с помощью оснастки. Ее положение жестко прописывается в настройках ПО, при этом сама оснастка должна быть спроектирована таким образом, чтобы заготовка с ее помощью всегда фиксировалась одинаково. Метод эффективен для автоматического позиционирования в случае в случае небольшого ассортимента обрабатываемых заготовок.
2. Позиционирование по реперным точкам (заданным ранее в CAM-системе). Пользователю необходимо вручную подводить инструмент РТК к каждой из таких точек, что позволит однозначно определить расположение заготовки в рабочей зоне комплекса. Подходит для ручного позиционирования при большой номенклатуре обрабатываемых заготовок.
3. Позиционирование с помощью технического зрения. Положение заготовки автоматически определяет система специальных 3D камер. Подходит для автоматического позиционирования при широком диапазоне обрабатываемых заготовок.
Компания VPG LaserONE успешно внедрила все три способа позиционирования заготовок.
В общем случае для расчета движения осей комплекса требуется все точки траектории обработки преобразовать из системы координат инструмента в обобщенную систему координат моторов. Для этого нужно решить обратную задачу кинематики. Для консольных 5D комплексов решение этой задачи всегда единственно, и никаких проблем на этапе расчета не возникает. Однако шестиосевые роботы могут достичь одной точки разными маршрутами. Более того, при передвижении между точками робот может попасть в ситуацию, когда для поддержания постоянной скорости перемещения инструмента потребуется превысить максимально возможную скорость движения по одной из своих осей. Такие области называются зонами сингулярности, и обычно они расположены вокруг точек сингулярности (мест, где существует бесконечное множество решений задач обратной кинематики).
Для предотвращения данных проблем обычно создают РТК с избыточным количеством степеней свободы, что дает возможность при возникновении опасности попадания в зоны сингулярности обходить их. В случае решаемой VPG LaserONE задачи использовался шестиосевой РТК с установленной на него осесимметричной лазерной головкой. Это уже давало одну дополнительную степень свободы: робот имеет 6 осей, положение в пространстве описывается так же 6 координатами – XYZ и тремя углами поворота вокруг этих же осей. Но поскольку инструмент имеет симметрию вокруг своей оси, то в каждой точке XYZ достаточно задать только два угла поворота, а третий (вокруг лазерного луча) может быть произвольным. Указанный робот применялся в потолочном исполнении, установленный на линейной оси. Это решение было принято в первую очередь для расширения рабочей зоны обработки, однако это также предоставило еще одну степень свободы, поскольку в каждой точке траектории робот имеет возможность смещаться вдоль оси в определенном диапазоне.
При работе с РТК также потенциально возможны соударения звеньев робота с заготовкой.
Таким образом, существует ряд проблем:
● Зоны сингулярности;
● Зоны соударения;
● Зоны недостижимых координат.
Для комплексного решения всех этих вопросов пользователю необходимо предоставить соответствующий инструментарий.
Решением стала карта движения – специальное пространство, где по оси X отмечается обобщенная координата на траектории движение инструмента, а по оси Y – смещение по оси степени свободы. При одной степени свободы карта движения будет плоская (2D), если же степеней свобод несколько, то размерность карты пропорционально возрастает.
На карте движения разными цветами выделяются проблемные зоны. Пользователю нужно провести кривую от левой стороны карты до правой, избегая этих зон. Это позволит определить смещения по степеням свободы так, чтобы с их учетом обратный кинематический расчет дал результат, не содержащий никаких проблем.
Модуль оптимизации также включает симулятор, который демонстрирует движение комплекса на 3D-сцене, чтобы убедиться в отсутствии проблем при перемещении.
Адаптация движения осей к используемому контроллеру
Как правило перемещение осей в промышленном оборудовании осуществляется через системы ЧПУ, где задание траектории движения происходит с помощью G-кода. Хотя этот код в целом стандартизирован, каждый ЧПУ-контроллер имеет свои особенности и дополнительные функции, которые необходимо учитывать при формировании управляющей программы. Кроме того, роботизированные системы обычно используют совершенно другой набор команд. Например, робот KUKA для построения программ обработки использует язык KRL.
Поскольку компания VPG LaserONE ставила перед собой цель создания универсального программного комплекса для управления оборудованием, после расчета движения каждой оси потребовалось добавить еще один этап – генерация управляющей программы под конкретную систему ЧПУ оборудования, для которое и готовится управляющая программа. Были разработаны специальные постпроцессоры, позволяющие гибко настраивать параметры генерации управляющих программ как с использованием стандарта G-кода (ISO 6983 или ГОСТ 20999), так и на языке KRL.
Заключение
Компания VPG LaseONE успешно разработала универсальную CAM-систему, подходящую как для 5D установок с относительно простой кинематической схемой, так и для роботизированных 6D комплексов.
Были решены следующие задачи:
1. Построение траектории обработки на объемной заготовке с использованием 3D-редактора.
2. Позиционирование заготовки в рабочей зоне с помощью оснастки, реперных точек и технического зрения.
3. Оптимизация движения осей комплекса для исключения возможных соударений, зон сингулярности и недостижимых положений.
4. Адаптация управляющей программы под любой ЧПУ-контроллер с использованием G-кода или языка KRL.
Описанный комплекс с данным программным обеспечением успешно работает на промышленном предприятии в круглосуточном режиме уже более 10 лет. Под управлением этой CAM-системы VPG LaserONE разработала десятки различных комплексов, которые также эффективно работают у заказчиков.
Все самое интересное на канале