Введение
Конвейерные ленты играют важную роль в промышленности, обеспечивая эффективное перемещение материалов, таких как руда, уголь или готовые изделия. Однако из-за нагрузок, связанных с массой грузов и условиями окружающей среды, ленты изнашиваются и повреждаются. Это требует их ремонта или замены, а в процессе: соединения концов ленты для восстановления целостности системы. Существует несколько методов соединения конвейерных лент, каждый из которых имеет свои особенности, преимущества и ограничения. Выбор метода зависит от типа ленты, условий эксплуатации и производственных потребностей.
Соединение конвейерных лент необходимо в следующих случаях:
- ремонт повреждений: устранение разрывов или участков износа ленты;
- установка новой ленты на транспортер: соединение отрезков для создания бесконечной ленты («в кольце»);
- регулировка длины: адаптация ленты к изменяющимся производственным условиям.
Качественное соединение минимизирует простои, предотвращает аварии, снижает риск травматизма и продлевает срок службы оборудования.
Методы соединения конвейерных лент
На сегодняшний день применяются три основных метода соединения конвейерных лент:
- горячая вулканизация;
- холодная вулканизация;
- механическое соединение.
Каждый метод имеет свои особенности, определяющие его применение в различных условиях.
1. Горячая вулканизация
Описание
Горячая вулканизация — процесс соединения концов конвейерной ленты с использованием вулканизационных прессов, которые нагревают и сжимают материал. Специальные вулканизационные составы обеспечивают прочное сцепление, создавая шов с характеристиками, близкими к исходной ленте. Прочность соединения достигает 90–98% от прочности ленты, а срок службы шва при правильной эксплуатации сопоставим с её общим сроком службы.
Преимущества
- Высокая прочность и долговечность соединения.
- Отсутствие зазоров в шве, обеспечивающее равномерную толщину ленты.
- Возможность выполнения в сложных условиях (холод, пыль) без снятия ленты, при наличии специального оборудования.
- Применение для теплостойких лент в высокотемпературных процессах.
Недостатки
- Необходимость дорогостоящего оборудования (вулканизационные прессы).
- Длительный и трудоемкий процесс, увеличивающий время простоя.
- Неразъемное соединение, ограничивающее повторную разборку.
- Требование высокой квалификации и опыта персонала.
2. Холодная вулканизация
Описание
Холодная вулканизация предполагает использование двухкомпонентных клеевых составов для соединения концов ленты. Метод не требует нагрева или сложного оборудования, что делает его экономичным и простым в исполнении. Прочность шва составляет 70–75% от прочности исходной ленты, что достаточно для стандартных условий эксплуатации.
Преимущества
- Простота и скорость выполнения, минимизирующие время простоя.
- Отсутствие необходимости снятия ленты или использования специализированного оборудования.
- Применение в ограниченных пространствах при соблюдении мер безопасности.
- Экономичность за счёт минимальных затрат на оборудование.
Недостатки
- Необходимость выдержки для полимеризации клея (2–24 часа) при температуре не ниже 5°C.
- Непригодность для условий с высокой влажностью, пылью или температурой ниже 5°C.
- Меньшая прочность соединения по сравнению с горячей вулканизацией.
- Зависимость качества шва от подготовки поверхности и соблюдения технологии.
3. Механическое соединение
Описание
Механическое соединение выполняется с помощью специальных крепежных элементов, фиксирующих концы конвейерной ленты. Этот метод — самый быстрый и экономичный, обеспечивает разъёмное соединение. Прочность шва зависит от типа крепежа и условий эксплуатации.
Преимущества
- Быстрая установка, минимизирующая время простоя.
- Низкая стоимость по сравнению с вулканизацией.
- Применение в любых условиях, включая пыль, влагу и низкие температуры.
- Разъёмное соединение, удобное для лент с переменной длиной или для частой очистки.
- Отсутствие необходимости в сложном оборудовании и высокой квалификации персонала.
Недостатки
- Меньшая прочность шва по сравнению с вулканизацией.
- Контакт металлических элементов с роликами и барабанами ускоряет их износ.
- Возможна просыпь сыпучих материалов через зазоры в шве.
- Риск искрообразования, недопустимый для взрывоопасных грузов.
- Механическое трение может повредить ленту в местах крепления.
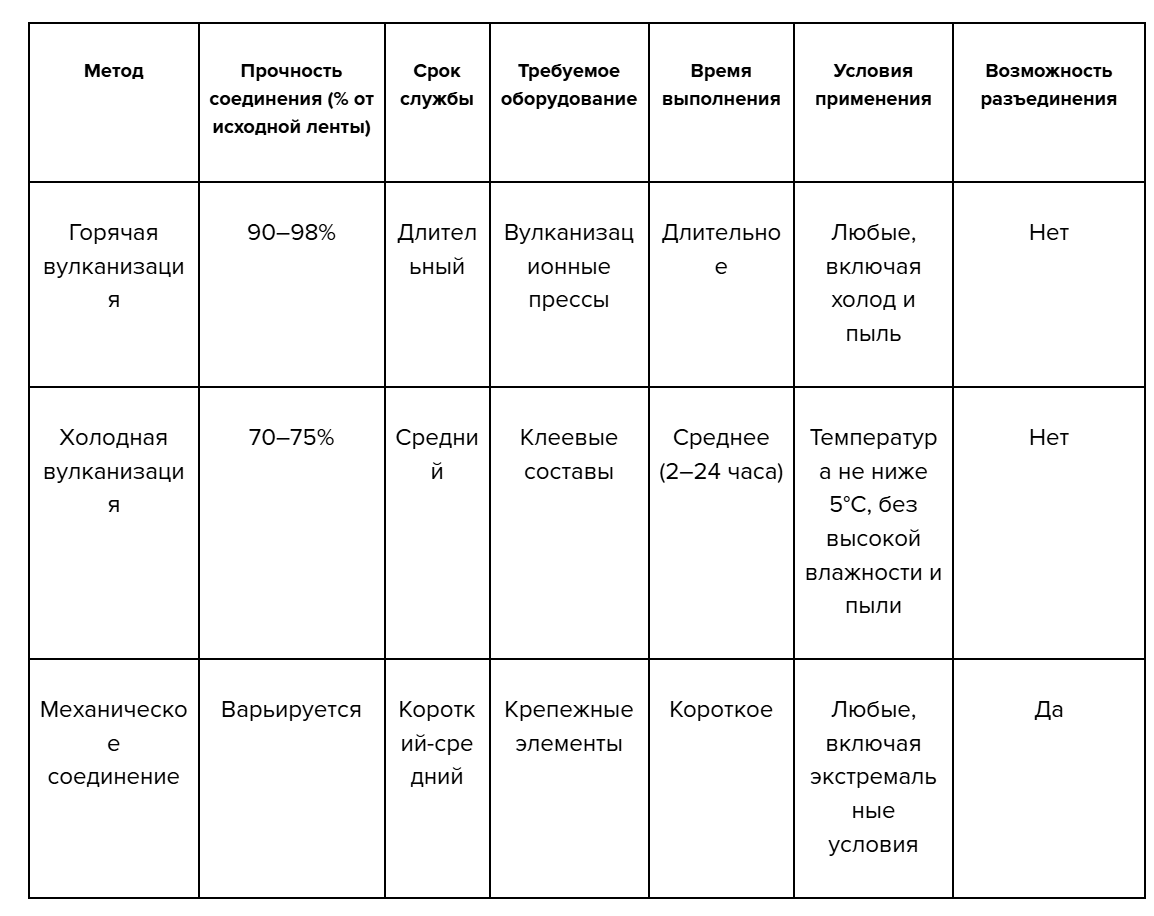
Сравнение методов соединения
Для удобства выбора подходящего метода ниже приведена таблица сравнивающая основные характеристики:
Когда использовать каждый метод
- Горячая вулканизация: подходит для теплостойких лент и условий, требующих максимальной прочности и долговечности. Используется в сложных условиях (высокие температуры, пыль), когда снятие ленты невозможно.
- Холодная вулканизация: оптимальна для универсальных и морозостойких лент при быстром ремонте без снятия ленты. Применяется в ограниченных пространствах, но ограничена температурой и влажностью.
- Механическое соединение: идеально для временных ремонтов, лент с переменной длиной или частой разборки (например, в пищевой промышленности). Подходит для экстренных ремонтов в любых условиях.
Заключение
Соединение конвейерных лент — важный процесс, обеспечивающий надёжность и эффективность конвейерных систем. Горячая вулканизация обеспечивает максимальную прочность, но требует значительных затрат времени и ресурсов. Холодная вулканизация проще и быстрее, но ограничена условиями окружающей среды. Механическое соединение отличается скоростью и гибкостью, но менее прочно и не подходит для взрывоопасных грузов. Выбор метода зависит от типа ленты, условий эксплуатации и производственных задач. Качественное соединение с соблюдением технических требований минимизирует простои и повышает безопасность.
Если вам нужно быстро и надёжно соединить конвейерные ленты — для ремонта, замены или ввода в эксплуатацию новой линии — в интернет-магазине Rusbelt вы найдёте все необходимые материалы и инструменты. Клеи, замки, оборудование для горячей вулканизации — всё в наличии. Подберите оптимальный способ стыковки ленты под ваши условия эксплуатации.