V = π × Dn / 1000
Тут все знают что это за формула, а если нужно объяснять, то не нужно объяснять)
Все помнят, что скорость резания выбирается исходя из материала режущей части и материала заготовки, после выбирается глубина резания и скорость подачи.
В среднем рекомендованная скорость обработки стали твердым сплавом составляет 130м/мин. Когда диаметр инструмента (заготовки) более 20 мм вообще никаких проблем, а вот если работать с нашей любимой мелочевкой – есть нюанс.
Допустим диаметр фрезы 1 мм, а максимальная скорость вращения шпинделя 9000 об/мин (уже запредельная для большинства приводных блоков АПТ) тогда получаем:
V=3,14*1*9000/1000=28,26 м/мин Серьезно? 😱
Производительность – отстой, режущий инструмент работает не в своих режимах и подвержен повышенному износу, лишним вибрациям. Вообще ничего хорошего.
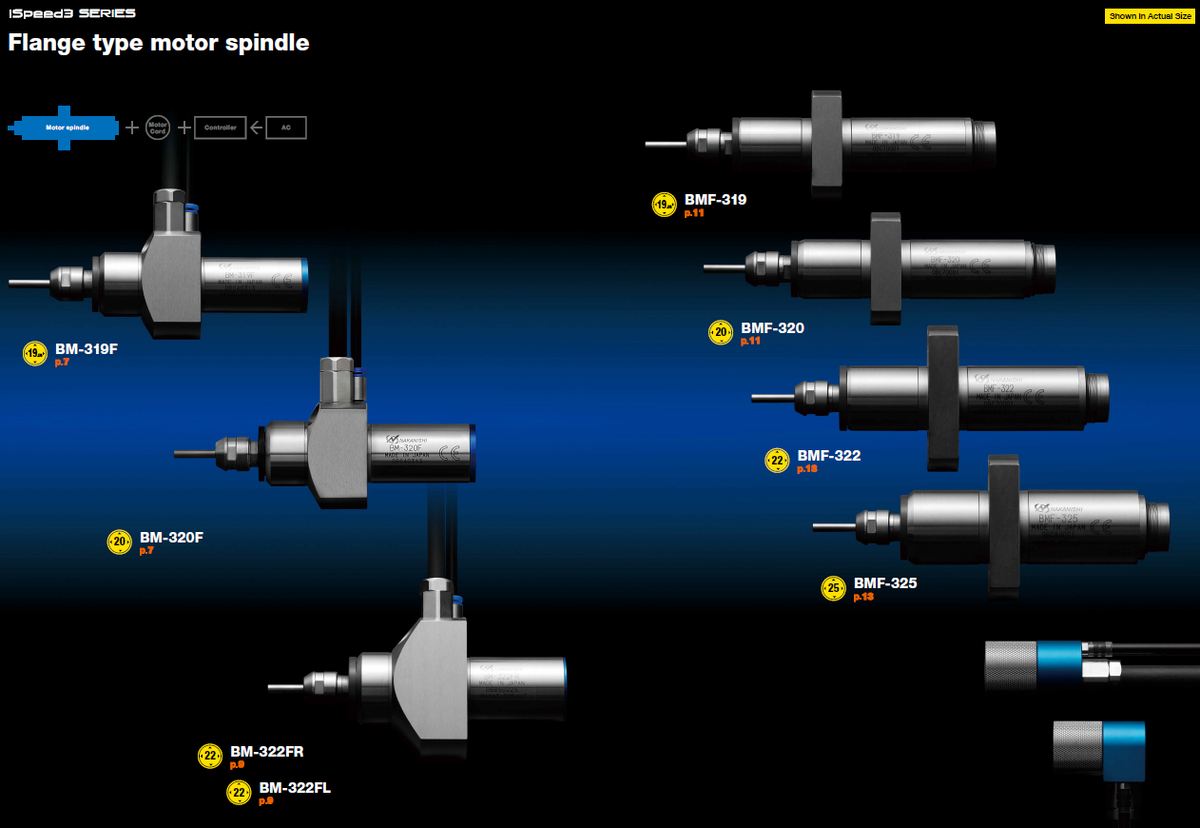
💥Благо есть решение !!!Ускорительные блоки!!!💥
Придумал их гений. Притом есть вариант ускорительных головок с приводом от СОЖ высокого давления (как на видео), с повышающей передачей шестерней, с электроприводом. Выбирай любую
Подставим в нашу любимую формулу 38 000 об/мин
V=3,14*1*38000/1000=119,32 м/мин
Глубина резания – та же, подача - та же. Производительность в 4 раза выше. В 4, Карл🤌
Круто же? Угадайте, ускорительные головки популярны или нет?
Не гадайте – нет.
Почему? Требуют изначальных вложений, а срок окупаемости считать некогда, да и нет смысла, заказов то на всех хватает (по крайней мере до начала 25го года хватало)
🚀Хотите получить конкурентное преимущество, производить больше и дешевле? – пишите нам, подберем скоростную головку под Вашу задачу