Ротационная L-PBF печать ускоряет производство колец
Каких колец, колец Всевластия? Так, прочь фэнтези и фантазии, друзья. Мы максимально серьезны.
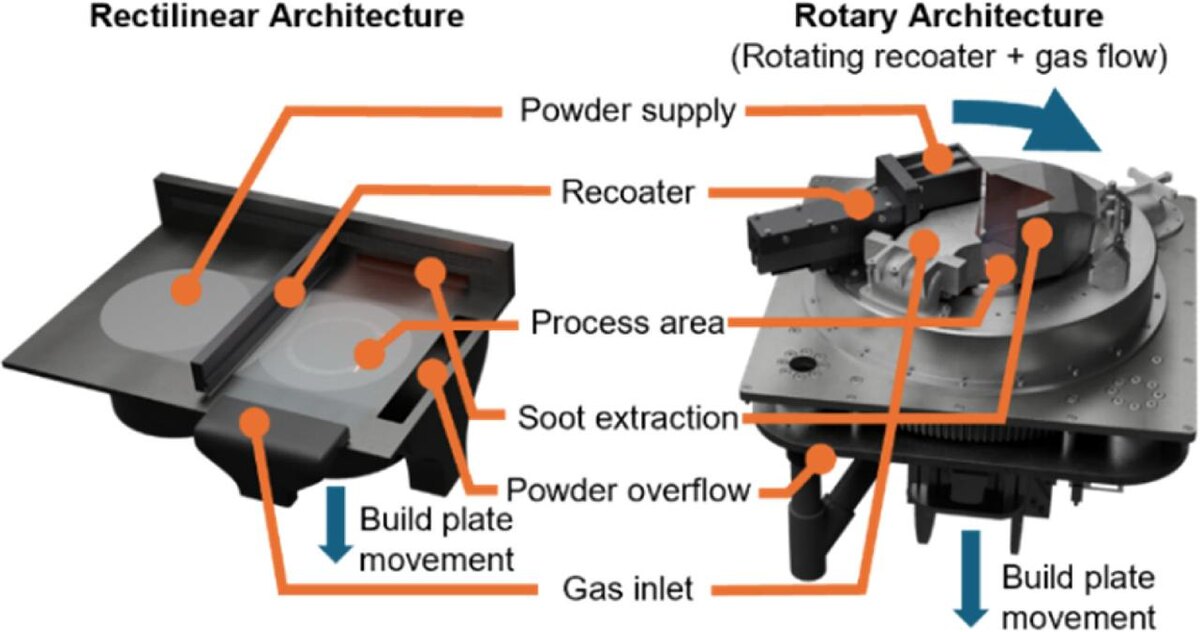
Давайте начнем с того, что традиционные лазерные принтеры для металла L-PBF страдают от двух проблем: медленной подачи газа (что приводит к дефектам от частиц дыма) и простоев лазера во время нанесения порошка. Особенно это критично для печати кольцевых деталей (турбинные диски, сопла, фланцы), где стандартные линейные движения неэффективны.
Инженеры из ETH Zurich разработали установку с ротационным/«карусельным» столом. Вот ее особенности:
1. Синхронное вращение: ракель, газовое сопло и лазер вращаются вместе над неподвижной платформой, которая опускается слой за слоем.
2. Локализованный газовый поток: сопло покрывает только зону обработки (60° сектор), фокусируя поток.
3. Умный ракель: угловой бункер с узким выходом (1,06 мм) и специальный нож стабилизируют подачу порошка при вращении.
Какие же уникальные решения удалось реализовать:
— Газовый поток: квадратная сетка на сопле + шероховатая поверхность (Ra ≈ 50 мкм) создают ламинарный поток над порошком. Это эффективнее сотовой структуры, которая дает турбулентность! Скорость газа 5 м/с оказалась оптимальной для стабильности процесса.
— Подача порошка: процесс стабилизируется после ~6-10 слоев, формируя ровный "вал" перед ножом («Фаза IV"). Угловой бункер минимизирует мостики и сдвиги порошка.
— Скорость печати колец:
+ Экономия времени до 52% для тонкостенных колец (стенка 3 мм)!
+ Для массивных деталей (стенка 25 мм) – скромнее, ~10%.
+ Вращение устраняет время простоя лазера при возврате ракеля в линейных системах. Чем тоньше стенка и меньше диаметр кольца – тем выигрыш больше!
— Экономия порошка: благодаря зональному заполнению (только вокруг детали + 10 мм зазор) расход порошка снижен на 57-77%! Это огромная экономия на дорогих металлических порошках.
Вызовы и ограничения:
— Шероховатость: пока Ra поверхности ~90 мкм – выше, чем у коммерческих линейных машин (требует оптимизации стратегии сканирования).
— Геометрия: максимальная выгода – именно для кольцеобразных деталей. Печать отдельных деталей на платформе снижает преимущество в скорости.
— Стабильность на старте: первые слои требуют точной настройки для перехода к стабильному режиму.
Подобная компоновка принтера должна быть интересна для отраслей с кольцевыми деталями:
— Аэрокосмос: турбинные диски, корпусы двигателей.
— Энергетика: фланцы, роторы.
— Автоспорт: легкие кольцевые конструкции.
Источник вдохновения: Bambach & Tucker, ETH Zurich, CIRP Annals 2025 https://doi.org/10.1016/j.cirp.2025.04.005
Логика 👂 слоя