Выбор правильного типа сварного соединения напрямую влияет на прочность, долговечность и эстетику готового изделия. Существует несколько типов сварных соединений, каждый из которых подходит для определённой области применения. В этой статье мы рассмотрим пять основных типов сварных соединений, их особенности, применение и полезные советы для достижения безупречного результата.
Проектирование сварных соединений
Сварное соединение – это место, где два или более металлических элемента соединяются сваркой. При этом может использоваться присадочный материал (например, сварочная проволока или электрод) или же металлы сплавляются напрямую.
Чтобы шов получился прочным и долговечным, важно правильно выбрать:
· Тип соединения (стыковое, угловое, нахлёсточное и др.).
· Способ подготовки кромок (прямые, скошенные, с разделкой).
· Режимы сварки (сила тока, напряжение, скорость движения горелки).
· Метод сварки (ручная дуговая, полуавтомат, TIG и т. Д.).
Конструкция сварного шва напрямую влияет на его прочность (способность выдерживать нагрузки), технологичность (удобство выполнения сварки), экономичность (расход материалов) и соответствие стандартам (ГОСТ, ISO, AWS). Например, для стыковых соединений обычно применяют швы с разделкой кромок или прямые, для угловых – угловые швы или с разделкой, а для нахлёсточных – точечные или сплошные швы. Правильное проектирование сварного соединения требует нахождения баланса между прочностью, удобством сварки и экономией материалов.
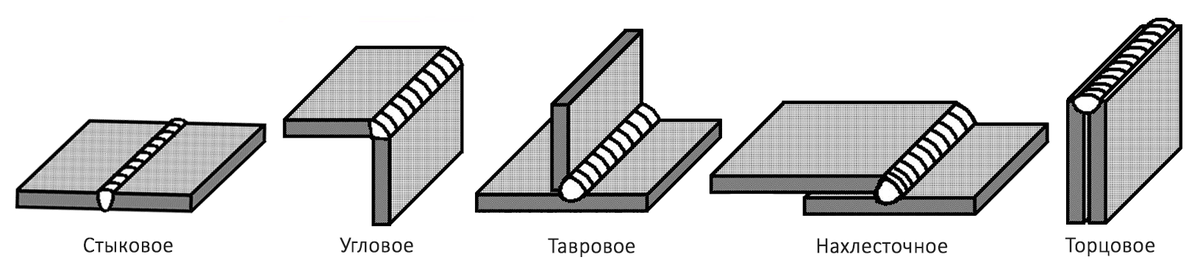
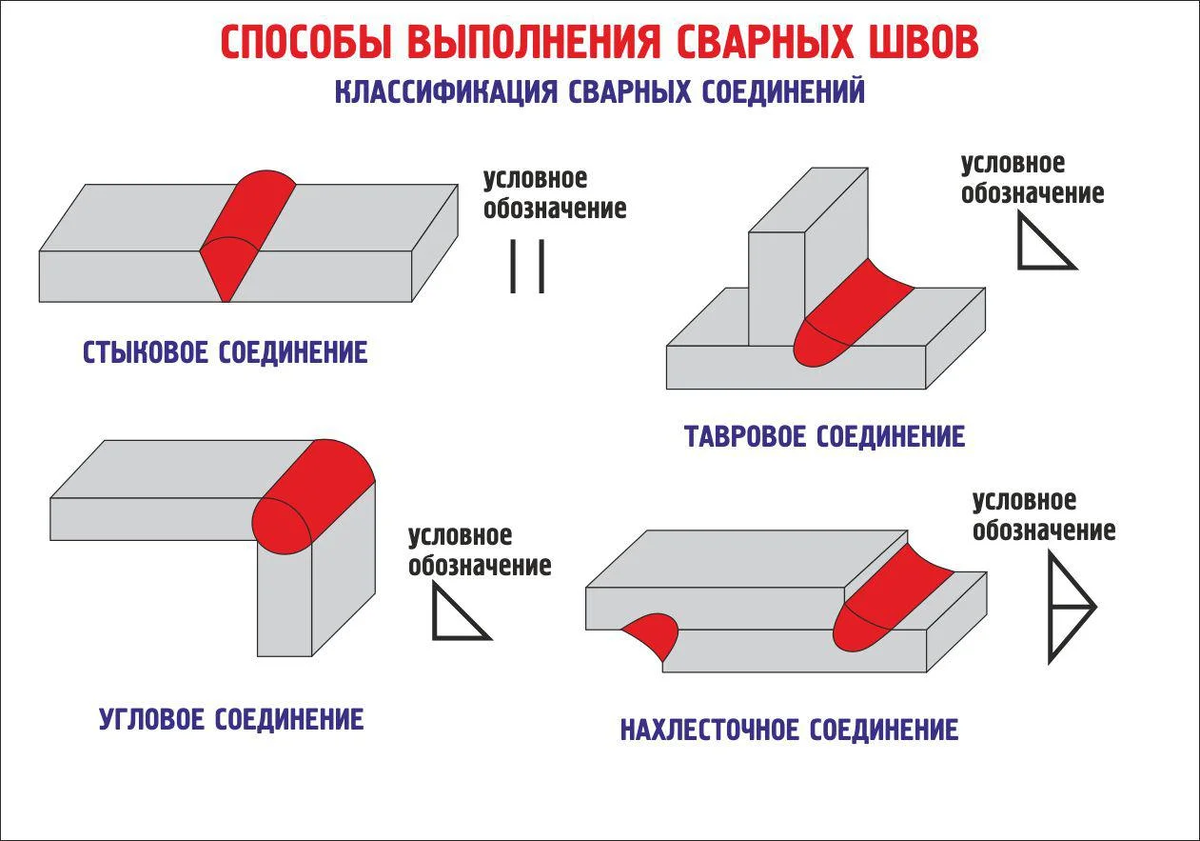
Существует 5 основных типов сварных соединений:
1. Стыковое соединение
2. Нахлесточное соединение
3. Кромочное соединение
4. (Т-образное) соединение
5. Угловое соединение
Стыковое соединение
– это размещение двух заготовок в одной плоскости и сварке торцов каждой заготовки. Это самый распространённый тип соединения, часто используется при сварке трубопроводов, металлоконструкций и в машиностроении. Стыковые соединения легко подготовить к сварке.
Варианты подготовки кромок:
- Одинарный/двойной V-образный скос – для толстых металлов.
- Одинарный/двойной U-образный скос – для глубокого провара.
- Прямой (квадратный) стык – для тонких материалов.
Советы:
- Для толстых металлов используйте разделку кромок, чтобы обеспечить полное проплавление.
- Избегайте прожогов на тонких листах, снижая силу тока и увеличивая скорость сварки.
- Контролируйте зазор между деталями – слишком большой зазор приведёт к проваливанию металла.
В процессе сварки расплавляемая область поверхности металла называется прилегающей поверхностью. Перед сваркой прилегающая поверхность формуется для повышения прочности шва. Этот процесс называется подготовкой кромок. Обе стороны стыкового соединения могут иметь одинаковую или разную подготовку.
Подготовка кромок, или формирование прилегающей поверхности для сварки, выполняется для обеспечения более глубокого проплавления, повышения прочности и гладкости. Это также позволяет сварному шву соответствовать определенным нормам и стандартам. Правильная подготовка стыкового шва определяется множеством факторов, включая форму разделки, ширину зазора и наслоение. Чем шире разделка, тем больше сварочных работ требуется для создания соединения. Для тонких сечений сварка с полным проплавлением возможна при использовании квадратного стыкового соединения. Для более толстых сечений сварка с полным проплавлением возможна только с использованием разделки. При использовании более толстых металлов конструкция шва играет решающую роль для обеспечения надёжного сварного шва.
От области применения и толщины материала зависит, должны ли кромки стыкового соединения быть скошенными или прямыми. Хотя скошенные кромки обеспечивают более прочный сварной шов, они требуют большего количества наплавленного металла и более трудоёмки.
К распространённым дефектам стыковых соединений относятся пористость, прожоги, неполный провар и трещины:
· Пористость (пузырьки в шве)
Причины: грязные кромки, влажные электроды, сквозняк
Как исправить: зачистите металл, просушите электроды, защитите зону сварки от ветра.
· Непровар (недостаточное сплавление кромок)
Причины: слабый ток, быстрый проход, неправильный угол электрода
Как исправить: увеличьте силу тока, ведите электрод медленнее (45-60°)
· Трещины (разрывы в шве или околошовной зоне)
Причины: Резкое охлаждение, напряжение в металле, неправильный подбор присадочного материала
Как исправить: Делайте предварительный подогрев, используйте электроды с низким водородным индексом, после сварки проковывайте шов молотком.
Соединение внахлест
— это способ сварки, при котором две детали накладываются друг на друга с частичным перекрытием. Сварной шов образуется в месте пересечения поверхностей. Толщина заготовки определяет площадь перекрытия. Чем толще металл, тем больше должна быть площадь нахлёста — это обеспечивает надёжное соединение.
Нахлесточные соединения обладают хорошими механическими свойствами, но при сварке нахлесточного соединения важно следить за отсутствием зазоров между двумя заготовками. При сварке тонких материалов, таких как листовой металл, рекомендуется уменьшить силу тока и увеличить скорость сварки, чтобы избежать деформации и прожогов.
Преимущества нахлёсточного соединения: хорошо выдерживает нагрузки; не требует точной подгонки кромок; подходит для сварки листового металла, каркасов и ремонтных работ.
Недостатки: выступающие края – соединение менее эстетично, чем стыковое; больший расход металла – из-за перекрытия увеличивается вес конструкции.
Советы по сварке:
- Для тонкого металла уменьшайте ток и ведите шов быстрее, чтобы избежать прожогов.
- Следите за зазором – плотное прилегание деталей без щелей обеспечит качественный шов.
- При больших нагрузках проваривайте соединение с двух сторон.
Иногда может возникнуть необходимость выбора между стыковым или нахлесточным соединением. Нахлесточные соединения обеспечивают большую прочность в зонах с высокой нагрузкой. Такие швы заметнее и создают утолщение в месте соединения, что не всегда удобно в готовой конструкции. Зато их проще выполнять - не требуется тщательная подготовка кромок, как при стыковой сварке.
Кромочное соединение
При стыковке кромок заготовки устанавливаются так, чтобы кромки были почти параллельны или параллельны друг другу. Такие соединения используются, когда заготовки не подвергаются нагрузкам. Такой метод используется преимущественно для тонколистового металла (1-3 мм), а также в случаях, когда соединение не несёт значительных нагрузок (декоративные элементы, обшивка, ёмкости). Существует несколько типов стыковых соединений, различающихся по способу подготовки кромок к сварке.
Особенности кромочного соединения - не требует сложной разделки кромок; экономия присадочного материала – шов накладывается только по краю; после шлифовки шов почти незаметен.
В зависимости от толщины металла и требований к прочности, кромки могут обрабатываться по-разному:
· Прямые кромки (квадратный паз)
- Используется для металла толщиной до 2 мм.
- Детали просто стыкуются вплотную без скоса.
- Шов накладывается без глубокого проплавления.
· V-образная разделка
- Применяется для металла 3-6 мм.
- Кромки скашиваются под углом 30-45°, образуя канавку.
- Обеспечивает лучший провар и прочность.
· U-образная и J-образная разделка
- Используется для толстого металла (от 6 мм).
- Кромки закругляются, что снижает риск непровара.
- Требует больше сварочного материала, но даёт прочный шов.
· Отбортовка кромок
- Края листа загибаются, увеличивая площадь контакта.
- Подходит для очень тонкого металла (менее 1 мм).
- Часто применяется в авторемонте и изготовлении жестяных изделий.
Советы по сварке:
- Для тонкого металла лучше использовать TIG-сварку или полуавтомат в среде защитного газа.
- При отбортовке кромок уменьшайте ток, чтобы избежать прожогов.
- Если нужна герметичность, делайте два прохода с обратной стороны.
Кромочное соединение – это быстрый и экономичный способ сварки, но только для ненагруженных конструкций. Для ответственных деталей лучше выбрать стыковой или нахлёсточный шов.
Угловое соединение
- один из самых распространённых типов соединений две детали свариваются под прямым углом (90°), образуя Г-образную конструкцию. Этот тип соединения прост в сборке и практически не требует подготовки кромок. Такой способ широко применяется при изготовлении рам, каркасов, корпусов и других металлоконструкций.
Существует два типа угловых соединений: открытое и закрытое:
· В закрытом угловом соединении кромка одной заготовки плотно прилегает к кромке другой. Этот тип требует минимального количества наплавляемого металла, а после сварки рекомендуется шлифовка шва для плавного перехода.
· В открытом угловом соединении две кромки заготовки соединяются в углах. Образуется отверстие, через которое видна толщина каждой заготовки. Угловые соединения требуют больше присадочного материала и используются в проектах, где требуется квадратная рама.
Для получения качественного углового соединения важно учитывать:
· Толщину металла:
До 4 мм - можно варить без разделки кромок
4-12 мм - рекомендуется односторонняя разделка
Более 12 мм - необходима двусторонняя разделка
· Положение сварки:
Нижнее - наиболее удобное
Вертикальное - требует уменьшения тока
Потолочное - наиболее сложное в исполнении
· Подготовку кромок:
Очистка от загрязнений и окислов
При необходимости - разделка под углом 45°
Советы по сварке:
· Для тонкого металла (1-3 мм) - используйте меньший ток, увеличьте скорость сварки, применяйте прерывистый шов для уменьшения деформаций.
· Для толстого металла - выполняйте сварку в несколько проходов; первый проход делайте на пониженном токе; используйте электроды меньшего диаметра для корневого шва.
· Для уменьшения деформаций - применяйте жесткое закрепление деталей, используйте обратноступенчатую последовательность наложения швов, после сварки можно выполнить проковку шва.
При проектировании учитывайте, что открытые соединения прочнее закрытых, но требуют большего расхода материалов и времени на выполнение. Для ответственных конструкций рекомендуется проводить контроль качества сварных швов.
Т-образное (тавровое) соединение
Т-образное (тавровое) соединение формируется при перпендикулярном соединении двух элементов под углом 90°. В этом типе соединения край одной заготовки приваривается к центру плоской поверхности другой, образуя букву Т. Труба, приваренная к опорной плите, также может образовывать Т-образное соединение. Такое соединение обладает высокой механической прочностью, особенно при двусторонней сварке. Т-образные соединения используются во многих отраслях промышленности, включая производство труб, конструкционной стали, судостроении и мостостроении. Этот тип соединения отличается высокой несущей способностью, жёсткостью конструкции, универсальностью применения и относительной простотой сборки.
При использовании правильных параметров и технологий тавровые соединения легко свариваются и требуют меньше подготовки. При подготовке таврового соединения крайне важно сваривать ту сторону, которая будет подвержена любым нагрузкам. Верхняя часть шва должна иметь эффективное проваривание. Любая нагрузка или удар с противоположной стороны шва могут привести к разрушению шва. Этого можно избежать, сваривая с обеих сторон для достижения максимальной прочности. Тавровые соединения легко свариваются в горизонтальном, нижнем, вертикальном и потолочном положениях.
При сварке таврового соединения под углом 90° разделите шов на 45°, чтобы обеспечить глубокое проплавление обеих заготовок. При сварке разнотолщинных металлов необходимо сосредоточить сварку на более толстом материале. Слоистые разрывы, возникающие из-за сужения шва, являются одним из распространённых дефектов, наблюдаемых в тавровых соединениях. Чтобы предотвратить деформацию шва, сварщики часто устанавливают стопор.
Рекомендации:
Подготовка кромок
· Для металла толщиной до 4 мм - без разделки
· 4-12 мм - односторонняя разделка 45°
· Свыше 12 мм - двусторонняя разделка
Параметры сварки
· Оптимальный угол наклона электрода: 30-45° к вертикали
· Для разнотолщинных деталей: смещение дуги к более толстому элементу (60/40%)
· Рекомендуемая последовательность: сначала корневой шов, затем облицовочные
Положения сварки:
1. Нижнее - наиболее технологичное
2. Вертикальное - снизить ток на 10-15%
3. Потолочное - использовать электроды с тугоплавким покрытием
Типичные дефекты и их профилактика
Специальные техники
- «В лодочку» - оптимально для автоматической сварки
- Многослойная сварка - для толстостенных конструкций
- Предварительный подогрев - для высокоуглеродистых сталей
Совет:
При сварке ответственных Т-образных соединений рекомендуется использовать подкладные пластины для гарантированного провара; применять электроды с рутиловым покрытием для лучшего формирования шва; выполнять визуальный и инструментальный контроль каждого прохода.\
Эта таблица поможет быстро подобрать оптимальный тип соединения и метод сварки для конкретной задачи. В подборе оборудования для любого типа сварки вам помогут квалифицированные специалисты «ГРОИТ» по телефону +7 (812) 937-05-00 или на сайте https://groit.ru/.