
Невидимая ошибка, которая ломает швы
Почему один шов держится годами, а другой рассыпается под нагрузкой или оставляет дыру в металле? Часто винят аппарат, но корень проблемы обычно глубже. Подавляющее большинство сложностей в полуавтоматической сварке, как у новичков, так и у опытных мастеров, кроется в одной фундаментальной ошибке – неправильно выбранной силе сварочного тока. Слишком слабый ток ведет к коварному и опасному непровару, когда шов лишь кажется целым. Слишком сильный ток буквально прожигает металл насквозь, особенно на тонких листах или кромках. Понимание силы тока – ключ к прочным, надежным и аккуратным соединениям. Сегодня разберем как выбрать ток для полуавтомата, чтобы швы были прочными, красивыми, а нервы целыми. Сохраните эту статью как настольный гид.
Ток: невидимый дирижер сварочного оркестра (Почему Он Решает Всё?)
Представьте силу тока в амперах как главного дирижера всего процесса сварки. Эта цифра – не абстракция, а мощный инструмент, напрямую влияющий на результат. От силы тока зависит температура электрической дуги – чем выше амперы, тем жарче пламя. Он определяет глубину прогрева металла: мощный ток способен проплавить толстую заготовку насквозь, обеспечивая глубокое проплавление, а слабый лишь поверхностно оплавляет кромки, оставляя скрытые пустоты. Скорость плавления проволоки также подчинена току – чем он выше, тем быстрее проволока превращается в металл шва. Наконец, ток формирует сам шов – его ширину, выпуклость, и даже управляет стабильностью процесса: при идеальном токе перенос металла ровный, брызг мало; при ошибке – хаос искр и обрывы дуги.
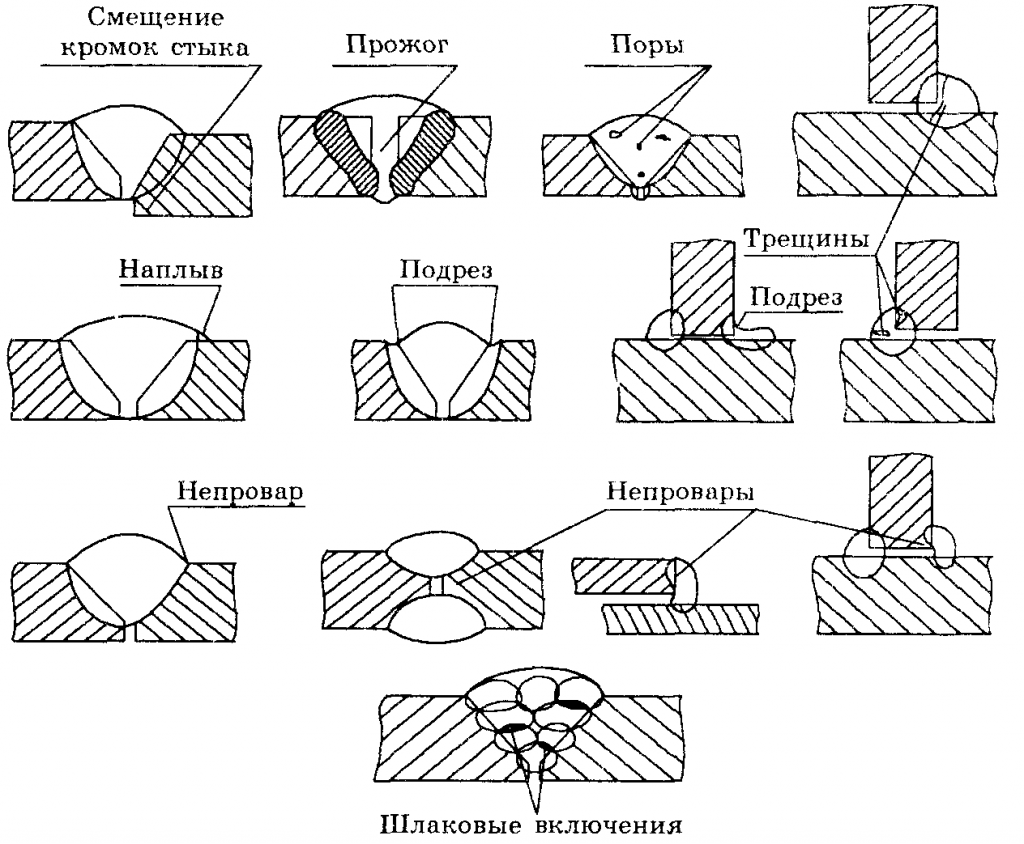
Цена ошибки: лицо брака (Дорого и Опасно!)
Последствия неправильного тока наглядны и дорого обходятся.
Избыточная сила тока – это прежде всего прожоги, особенно коварные на тонком металле или краях деталей. Это фонтан брызг, увеличивающий расход материалов и время на зачистку. Это коробление деталей от перегрева и даже ухудшение механических свойств самого шва из-за перекалки металла.
Слишком МНОГО тока (Перебор!):
-Прожог: Дыра в металле? Легко! Особенно на кромках и тонкостях.
-Брызги повсюду: Металл летит как фейерверк. Расход проволоки и газа растет, чистить – мука.
-"Повело" деталь: От перегрева металл коробится.
-Шов стал ХРУПКИМ: Перегрев разрушает структуру металла у шва.
-Поры внутри: Газ не успевает защитить бурлящую ванну.
Недостаточный ток еще более коварен. Его главное порождение – непровар. Внешне шов может выглядеть приемлемо, но внутри – пустота, отсутствие сплавления основного металла. Такой дефект – мина замедленного действия, гарантия разрушения под нагрузкой. Слабая дуга нестабильна, гаснет, проволока утыкается в изделие, шов получается узким, горбатым и плохо связанным с кромками, а производительность падает.
Скрытый враг – Непровар (мало тока):
- Дуга "пляшет": То гаснет, то клокочет. Проволока тычется в изделие.
- Шов "горбатый": Узкий, выпуклый, плохо схватился с кромками.
- Шлак внутри: Если варите порошковой проволокой.
- Медленно и муторно: Производительность на нуле.
-Крайне опасно! Конструкция развалится под нагрузкой.
Пять спутников тока: что еще влияет на настройку
Здесь можно купить лучшие полуавтоматические горелки для идеальной сварки.
Ток не живет в вакууме! Его настройка – танец с 5-ю партнерами:
1. Толщина Металла (Главный!): Чем ТОЛЩЕ – тем БОЛЬШЕ тока нужно!
Выбор силы тока – не изолированное действие. Это всегда баланс с другими ключевыми параметрами. Главный ориентир – толщина свариваемого металла. Чем толще сталь, тем больше ампер требуется для ее надежного проплавления. Для тонкой жести в 1 мм стартуют с осторожных 50-80А, а для массивных 10-мм заготовок нужны мощные аппараты и токи за 250А.
2. Второй важный фактор – диаметр электродной проволоки. Толстую проволоку (1.0, 1.2 мм) плавить труднее, ей нужен более высокий ток по сравнению с тонкой (0.6, 0.8 мм), которая идеальна для деликатных работ. Для жести – берите 0.6-0.8 мм!
3. Защитный Газ. Тип защитного газа вносит коррективы: чистый углекислый газ (СО2) работает чуть "грубее" и часто требует немного больше тока, чем более "мягкие" аргоновые смеси (например, 80% Ar / 20% CO2), где можно слегка снизить амперы.
4. Положение сварки – это битва с гравитацией. В удобном нижнем положении можно использовать максимальный ток. При сварке горизонтальных швов силу тока обычно снижают на 10-15%. На вертикальной плоскости, особенно при движении снизу вверх, ток уменьшают уже на 15-25%, чтобы расплавленная ванна не стекала. Потолочная сварка – самый сложный вариант, требующий снижения тока на 20-30% или использования специальных импульсных режимов для минимизации тепловложения.
5. Скорость движения горелки рукой сварщика напрямую связана с током. Быстрое ведение требует большего тока для гарантированного прогрева, а медленное движение даже при среднем токе может привести к прожогу.
Алгоритм поиска идеала: практические шаги
Как избежать дорогостоящих ошибок на реальной детали? Секрет – в пробной сварке на обрезках того же металла.
Как Найти Свой Ток за 5 Минут (Без Прожогов!). Не лезьте сразу на изделие, берите ОБРЕЗКИ того же металла! Алгоритм прост:
1. Подготовьте образец: Возьмите обрезок, точно соответствующий по толщине и материалу вашему изделию. Измерьте толщину штангенциркулем.
2. Задайте стартовые параметры: Установите рекомендованный минимальный ток из диапазона для вашей толщины металла (например, для 2 мм стартуйте с 80А). Подберите подходящий диаметр проволоки.
3. Настройте подачу проволоки: Включите подачу и плавно регулируйте скорость, пока не добьетесь характерного ровного шипения дуги – стабильного звука, похожего на жарящийся бекон. Резкие щелчки или обрывы – знак ошибки.
4. Сварите пробный шов: Нанесите короткий шов (5-10 см) на образец. Внимательно наблюдайте за сварочной ванной – она должна быть четкой, контролируемой, хорошо сплавлять кромки.
5. Анализ и коррекция: Дождитесь остывания. Осмотрите шов. Идеальный шов с лицевой стороны ровный, без пор и подрезов. С обратной стороны должен быть виден след проплавления (корень шва). Если есть возможность, сломайте образец. Качественный шов ломается в основном металле рядом со швом, а не по нему самому.
o Непровар по краям? Увеличьте ток на 5-10А или ведите горелку медленнее.
o Прожог? Уменьшите ток на 5-10А или увеличьте скорость движения горелки.
o Много брызг, нестабильная дуга? Проверьте и подстройте скорость подачи проволоки или напряжение дуги.
6. Повторяйте: Варите новые пробные швы, корректируя параметры, пока не добьетесь идеального результата на обрезке. Только после этого приступайте к сварке ответственного изделия.
7. Чем варить: выбирайте только качественные горелки и расходные комплектующие
Советы от мастеров ГРОИТ:
За годы практики мастера вывели простые, но эффективные правила.
· Всегда начинайте настройку с минимального рекомендуемого тока для толщины металла – добавить амперы проще, чем заделывать прожог.
· Доверяйте своим ушам: ровное шипение дуги – главный индикатор правильности настройки.
· Не сводите глаз с сварочной ванны и места сплавления кромок – визуальный контроль незаменим.
· Заведите привычку записывать все параметры: толщину металла, диаметр проволоки, тип газа, положение, установленные ток и напряжение, скорость движения. Эта записная книжка станет вашим бесценным справочником.
· Не игнорируйте инструкции к аппарату и проволоке – там часто указаны проверенные стартовые настройки.
· Если ваш полуавтомат оснащен импульсным режимом (MIG Pulse), не бойтесь его использовать – это отличный инструмент для тонкого металла, нержавеющей стали, алюминия и сложных потолочных швов, позволяющий уменьшить общее тепловложение и снизить риск прожога.
Заключение: Ток – язык общения с металлом
Настройка силы тока на полуавтомате – это не просто вращение ручки. Это налаживание диалога с металлом. Это умение слышать шипение дуги, видеть и понимать поведение расплавленной ванны, чувствовать материал. Учитывайте его толщину, подбирайте проволоку и газ, помните о положении шва и скорости своей руки. Не пренебрегайте пробной сваркой на обрезках – это ваша страховка от брака. Экспериментируйте, анализируйте, записывайте. Правильно выбранная сила тока – это не просто цифра на дисплее, это фундамент для создания прочного, надежного и качественного сварного соединения, которое выдержит испытание временем и нагрузкой.
А вам доводилось сталкиваться с последствиями неправильно выбранного тока? Какие уроки вы извлекли? Поделитесь своим опытом в комментариях!
#сварка_полуавтомат #как_выбрать_ток #сварочные_работы #MIGMAG #все_для_сварки #ток_на_полуавтомате #GROIT #шпаргалка_сварщика #сварка_для_новичков #советы_сварщика #полуавтомат_настройка #сварочные_дефекты #ремонт_своими_руками #ГРОИТ