G71 — это код ISO (G-код) для цикла черновой точения на токарных станках с ЧПУ. Его основное назначение — автоматизировать процесс черновой обработки наружных или внутренних цилиндрических и конических поверхностей, избавляя программиста от необходимости вручную писать код для каждого прохода резца.
Основные характеристики и назначение G71:
- "Черновой" цикл: Предназначен для быстрого снятия основного припуска, оставляя небольшой равномерный слой материала для последующей чистовой обработки (обычно циклом G70).
- Автоматическое вычисление проходов: Оператор задает общую форму детали (чистовой контур) и параметры резания. Контроллер ЧПУ автоматически рассчитывает:
Количество проходов.
Глубину резания для каждого прохода.
Траекторию движения резца для каждого прохода. - Экономия времени программирования: Значительно сокращает объем программы по сравнению с ручным описанием каждого чернового прохода.
- Безопасность: Обеспечивает последовательное и предсказуемое удаление материала, минимизируя риск ошибок программирования и поломок инструмента.
- Параллельность осей: Позволяет одновременно обрабатывать по осям X (диаметр) и Z (длина), двигаясь по диагонали.
Синтаксис (Два основных формата):
1. Двухстрочный формат (более распространенный):

- U(Δd): Глубина резания на сторону (радиальное съема материала за один проход, в мм или дюймах). Всегда положительное число.
- R(e): Величина отвода (retract) радиального отвода резца после каждого прохода (в мм или дюймах). Всегда положительное число. Важно для предотвращения задевания за заготовку.
- P(ns): Номер кадра (N-блока) начала описания чистового контура детали.
- Q(nf): Номер кадра (N-блока) окончания описания чистового контура детали.
- U(Δu): Припуск по диаметру (X), оставляемый на чистовую обработку (в мм или дюймах). Обычно положительное число для наружного точения, отрицательное для внутреннего.
- W(Δw): Припуск по длине (Z), оставляемый на чистовую обработку (в мм или дюймах). Обычно положительное число.
- F(f) / S(s) / T(t): Подача (F), скорость шпинделя (S) и номер инструмента/коррекции (T) для черновых проходов. Эти команды в строке G71 переопределяют значения, заданные ранее в программе, только для цикла G71.
2. Однострочный формат:
- Параметры P, Q, U, W, F, S, T аналогичны двухстрочному формату.
- D(Δd): Аналог U(Δd) в двухстрочном формате (глубина резания на сторону).
Как это работает (алгоритм):
- Определение контура: Программа содержит блоки (с N(ns) по N(nf)), описывающие чистовой контур детали (с помощью кодов G01, G02, G03).
- Запуск цикла: При выполнении строк G71:
- Расчет проходов: Контроллер анализирует чистовой контур и заданную глубину резания (Δd). Он разбивает общий припуск на серию проходов, каждый глубиной примерно Δd (последний проход может быть мельче).
- Черновые движения: Для каждого прохода резец:
Начинает движение от безопасной начальной точки (обычно задается перед G71).
Делает режущее движение по параллельной чистовому контуру траектории, отстоящей от него на величину припуска (Δu/2 по X, Δw по Z) плюс суммарный снятый материал на предыдущих проходах.
В конце прохода отводится на величину e (перпендикулярно оси Z) для безопасного возврата в начальную точку. - Завершение цикла: После снятия всего чернового припуска (остается только Δu/Δw), резец возвращается в начальную точку.
- Чистовая обработка: Обычно сразу после G71 следует цикл чистовой обработки G70, который проходит по контуру N(ns)-N(nf) со своими параметрами F/S, снимая оставшийся припуск Δu/Δw.
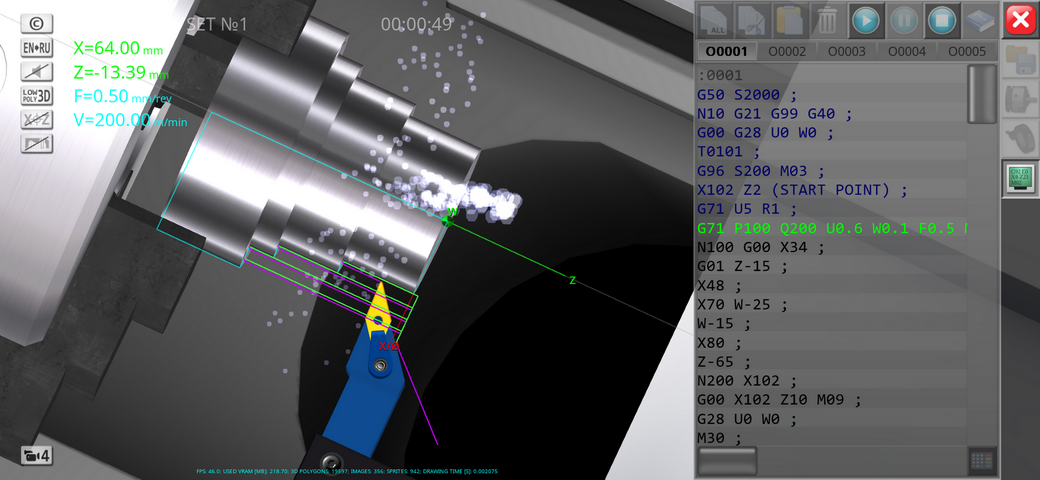
Пример фрагмента программы:
Ключевые моменты:
- Чистовой контур (N50-N90) описывает готовую деталь.
- Параметры F, S в строках G71 относятся только к черновым проходам.
- Параметры F внутри контура (N60) игнорируются при черновой обработке (G71), но используются при чистовой (G70).
- Начальная точка (N10) должна быть безопасной (правее и выше самой большой X и самой маленькой Z чистового контура).
- Контур между P и Q должен описывать только режущие движения (G01, G02, G03), без быстрых перемещений (G00) внутри рабочей зоны и без вызовов подпрограмм/других циклов.
- Знаки Δu и Δw зависят от направления обработки (наружное/внутреннее) и конкретного станка. Всегда сверяйтесь с руководством!
А зачем же использовать этот g код?
Использование цикла G71 на токарных станках с ЧПУ дает несколько ключевых преимуществ, которые делают его практически незаменимым для черновой обработки типовых деталей. Вот основные причины, зачем его использовать:
- Значительная экономия времени программирования:
Вместо десятков/сотен строк кода — 2-3 строки. Без G71 программисту пришлось бы вручную рассчитывать и прописывать каждый черновой проход (глубину резания, траекторию, отводы), что очень трудоемко и чревато ошибками.
Пример: Для снятия 10 мм припуска с глубиной резания 2 мм потребовалось бы около 20 проходов. G71 делает это автоматически по описанию финального контура. - Повышение надежности и снижение ошибок:
Минимизация "человеческого фактора". Ручной расчет множества проходов легко приводит к арифметическим ошибкам, опечаткам в координатах, забытым отводам.
Стандартизированный и предсказуемый процесс. Контроллер станка сам рассчитывает оптимальные траектории на основе заданных параметров (U, R, P, Q), снижая риск столкновений или неправильного съема материала. - Оптимизация времени обработки (циклового времени):
Эффективные траектории: G71 обычно использует диагональные движения (одновременно по X и Z), что быстрее, чем обработка "ступеньками" (сначала по диаметру, потом по длине).
Автоматические быстрые отводы: Величина отвода R(e) позволяет резцу быстро и безопасно отходить от заготовки после каждого прохода по кратчайшему пути.
Согласованность параметров: Легко задать оптимальные подачу F и скорость S именно для черновой обработки (высокая производительность) в рамках цикла. - Упрощение внесения изменений:
Модификация контура = автоматическое изменение черновых проходов. Если нужно изменить форму детали, достаточно откорректировать блоки чистового контура (между P(ns) и Q(nf)). Весь черновой цикл G71 автоматически перестроится под новый контур. Без G71 пришлось бы пересчитывать все черновые проходы вручную. - Четкое разделение черновой и чистовой обработки:
Контролируемый припуск: Параметры U(Δu) и W(Δw) гарантируют, что после черновой обработки останется ровный и предсказуемый слой материала для чистового цикла (G70).
Разные режимы резания: Легко задать агрессивные режимы (большая глубина U(Δd), высокая подача F) для черновой обработки (G71) и деликатные режимы (малая подача, высокая точность) для чистовой (G70) в одном инструментальном проходе. - Безопасность:
Предотвращение столкновений: Алгоритм G71 и параметр отвода R(e) разработаны для минимизации риска задевания резцом за заготовку или патрон при возврате в начало.
Контроль глубины резания: Заданное значение U(Δd) не позволяет снять за один проход слишком большой припуск, что могло бы привести к поломке резца или заготовки.
Когда особенно выгодно использовать G71:
- Серийное и мелкосерийное производство: Быстрое программирование новых деталей.
- Обработка деталей со значительным припуском: Когда нужно снять много материала.
- Обработка ступенчатых валов, втулок, конусов: Типовые формы, идеально подходящие под G71.
- Когда важна повторяемость: Гарантия одинакового качества для каждой детали в партии.
Коротко: G71 используют, чтобы:
- Быстрее написать программу.
- Надежнее избежать ошибок и поломок.
- Эффективнее снимать основной припуск за меньшее время.
- Проще вносить изменения в конструкцию детали.
- Безопаснее обрабатывать заготовки.
Альтернатива? Ручное программирование каждого прохода (G00, G01). Это оправдано только для очень простых операций (одноугловой подрезки) или исключительно сложных профилей, которые не вписываются в логику G71. Во всех остальных случаях G71 — оптимальный выбор для чернового точения.
Итог: G71 — это фундаментальный и мощный цикл для эффективной черновой токарной обработки, автоматизирующий расчет и выполнение множества режущих проходов по заданному контуру, что экономит время программирования и повышает надежность.