Перейдем к шпинделю. Передняя конусная шейка шпинделя станка ДИП-200 вращается в бронзовом подшипнике с коническим отверстием. Задняя шейка — в коническом роликовом подшипнике.
При сверлении и подачах резца в сторону передней бабки на шпиндель действует осевая сила (направленная вдоль оси). Ее воспринимает шариковый упорный подшипник, находящийся у заднего подшипника шпинделя.
Токарь должен знать, как отрегулировать передний подшипник шпинделя при его износе. Сначала надо ослабить заднюю гайку, находящуюся с левой стороны подшипника, потом повертыванием передней гайки, находящейся справа, подтянуть конусную бронзовую втулку.
Слабины быть не должно, но и слишком сильная затяжка недопустима. Для проверки надо выключить перебор (рукоятка В) и посмотреть,— легко ли идет шпиндель при повертывании его вручную за шестерню. Потом затянуть заднюю гайку.
В хорошо отрегулированных подшипниках шпиндель должен вращаться спокойно, без биения, а сами подшипники не должны перегреваться.
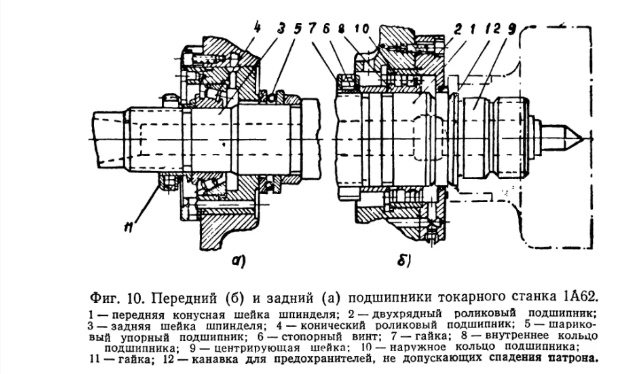
Скоростное резание твердосплавными резцами повысило требования к устойчивости шпинделя в работе, к плавности его вращения. Поэтому у станка 1А62 улучшен передний подшипник шпинделя. Вместо бронзового подшипника скольжения у него — регулируемый двухрядный роликовый подшипник (фиг. 10). Для регулировки ослабляют стопорный винт в гайке и с её помощью подтягивают внутреннее кольцо подшипника. После этого гайку стопорят винтом.
Каждый токарь может проверить точность своего станка без специального прибора (индикатора). Для этого нужно взять стальной валик диаметром 50—70 мм, длиной 300 мм и закрепить его в патроне. После обточки валик измерить. Допускаемое отклонение на конусность — 0,02 мм, на овальность — 0,01 мм.

Каталоги на наши продукты смотрите на сайте Киржачский инструментальный завод: https://oaokiz.ru/
Будем рады видеть вас на нашем канале: https://t.me/kirzachzavodKiz