
Почему это важно?
Сварка тонкого металла (1–3 мм) — настоящее испытание даже для опытных сварщиков. Один неверный шаг — и вместо аккуратного шва получается дыра. Автомобильные кузова, кровельные работы, тонкостенные конструкции требуют ювелирной точности. Разберем ключевые аспекты, которые помогут избежать прожогов и добиться идеального результата.
1. Настройка силы тока и скорости: баланс между температурой и контролем
- Ток ниже стандартного – для металла 1 мм достаточно 30–50 А, для 2 мм – 50–80 А. Лучше немного недогреть, чем прожечь.
- Короткие импульсы – точечная сварка с паузами (1–2 сек) снижает перегрев.
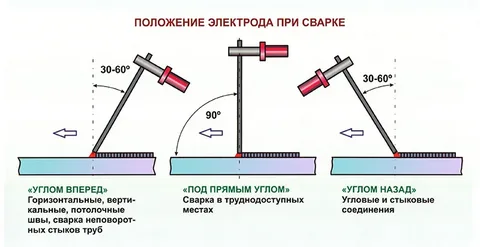
- Скорость движения – слишком медленно = прожог, слишком быстро = непровар. Оптимально: равномерное движение с небольшим углом (15–30°).
🔹 Лайфхак: Если металл начинает коробиться, делайте швы вразброс, а не подряд — это снизит тепловую деформацию.
2. Выбор электродов и проволоки: тонкие материалы для тонкой работы
- Электроды:
МР-3 (2–3 мм) – для ручной дуговой сварки, легко поджигаются.
ОК 46.00 (2 мм) – дают мягкий шов с минимальным разбрызгиванием. - Проволока для полуавтомата:
0.6–0.8 мм – уменьшает тепловложение.
Газовая защита (Ar + CO₂) – снижает окисление и улучшает качество шва.
🔹 Лайфхак: Перед сваркой прогрейте электрод на малом токе — это стабилизирует дугу.
3. Практические хитрости: как обмануть физику
- Подложка из меди или латуни – отводит лишнее тепло и предотвращает прожоги.
- Зазор 0.5–1 мм между деталями – металл меньше «ведет».
- Обратная полярность (минус на изделии) – уменьшает глубину провара.
- Прерывистый шов («точками») – для особо тонких листов.
🔹 Лайфхак: Если нет подложки, используйте алюминиевую фольгу в несколько слоев.
Итог: три главных правила
1️⃣ Ток меньше, скорость выше – избегайте перегрева.
2️⃣ Тонкие электроды и проволока – чем тоньше металл, тем деликатнее инструмент.
3️⃣ Теплоотвод и прерывистый шов – спасают от деформаций и прожогов.
Варите с умом, и даже самый капризный металл покорится! 🔥