
Продолжаю профессиональный стайл. Статья не для массового использования, а для профессиональных энергетиков желающих освежить знания или почерпнуть что то новое. Поехали.
Введение
Контроль технического состояния трубопроводов, сосудов давления, котлов и других элементов тепловых систем – основа предиктивного обслуживания и предотвращения аварий. Среди методов неразрушающего контроля (НК) Ультразвуковая толщинометрия (УЗТ) и Акустико-эмиссионный контроль (АЭ) занимают особое место. УЗТ – "точечный измеритель" текущего состояния стенки, АЭ – "слушатель" активных процессов разрушения. В этой статье подробно разберем, как, кем и когда они применяются на практике в энергетике и ЖКХ.
Часть 1: Ультразвуковая Толщинометрия (УЗТ) – Контроль "Здесь и Сейчас"
- Суть метода: Измерение времени прохождения ультразвукового импульса от преобразователя через материал до внутренней поверхности и обратно. Зная скорость звука в материале, рассчитывается толщина стенки. Основной стандарт в РФ: ГОСТ Р ИСО 16809-2015 (ИСО 16809:2012) "Контроль неразрушающий. Ультразвуковая толщинометрия".
- Когда применяется (Сценарии):
Плановые обследования: Обязательная часть программ диагностики трубопроводов (тепловых сетей, паропроводов, водоводов), котлов, сосудов давления, теплообменников. Проводится в межремонтные периоды, во время ППР (планово-предупредительных ремонтов), особенно перед отопительным сезоном.
Выборочный контроль: После выявления зон повышенной коррозии/эрозии (визуально, по течам), в местах конденсатосборников, дренажей, поворотов, сварных швов, опор, участков с поврежденной изоляцией.
Мониторинг скорости коррозии: Измерение толщины на постоянных контрольных точках (маркерных участках) с определенной периодичностью (раз в квартал, полгода, год) для расчета скорости коррозии (Vкор) и прогноза остаточного ресурса.
Приемка после ремонта/монтажа: Контроль толщины на новых участках, после замены, проверка качества проката. - Кто выполняет:
Специалисты по неразрушающему контролю (дефектоскописты), имеющие квалификацию по УЗ-методам (Уровень I, II по ГОСТ Р ИСО 9712). Обязательно прошедшие аттестацию в органах Ростехнадзора (для объектов поднадзора) или в соответствии с СНК (системой неразрушающего контроля) предприятия.
Инженеры по эксплуатации/диагностике, прошедшие специальное обучение и имеющие допуск (чаще – для рутинных замеров на ненапорных трубопроводах, не поднадзорных сосудах). - Как производится на практике (Пошагово):
Подготовка объекта:
Обесточивание, охлаждение (если требуется).
Очистка поверхности: Удаление грязи, рыхлой ржавчины, старой краски, изоляции в точке замера. До чистого металла (не ниже Sa2 по ГОСТ 9.402 или St2). Критически важно!
Выбор точек замера: Согласно программе обследования (маркерные точки, сетка, зоны риска – нижняя образующая, сварные швы, участки под опорами, отводы). Маркировка точек.
Подготовка оборудования:
Толщиномер: Современный цифровой прибор (Olympus, GE, Sonatest, Elcometer) с функцией B-сканирования (построение профиля) – предпочтительно. Проверка заряда батарей.
Преобразователь (щуп): Выбор по частоте (1-5 МГц для стали), диаметру и форме (в зависимости от кривизны поверхности). Для горячих поверхностей – высокотемпературный щуп.
Калибровка: По эталонным меркам (пластинам) с известной толщиной и скоростью звука, аналогичной материалу объекта. Проводится перед началом работы и при смене щупа/условий.
Скорость звука: Установка в приборе (для стали ~5920 м/с, но обязательно уточняется по меркам из того же материала!).
Контактная жидкость: Гель, глицерин, масло. Обеспечивает акустический контакт. Наносится на поверхность и на щуп.
Измерение:
Плотный равномерный прижим щупа к подготовленной поверхности под прямым углом.
Стабилизация показаний прибора (обычно 1-2 сек). Фиксация значения.
Повторные замеры: В одной точке минимум 3 раза, с небольшим смещением щупа. Усреднение результата.
Визуализация: Современные приборы строят цветные карты толщин (B-Scan) при сканировании по линии/площади, показывая зоны минимальной толщины.
Фиксация: Запись в журнал (точка, толщина, примечания), сохранение в памяти прибора. Фото точки замера (при необходимости).
Обработка результатов:
Сравнение измеренной толщины (Sизм) с номинальной (Sном) по паспорту/чертежу.
Расчет износа: ΔS = Sном - Sизм [мм] или % износа = (ΔS / Sном) * 100%.
Расчет скорости коррозии: Vкор = ΔS / T [мм/год], где T - время эксплуатации участка с последнего замера (или с начала эксплуатации, если Sизм первое).
Оценка по нормам: Сравнение с допустимым износом (например, для трубопроводов тепловых сетей часто принимают 15-25% от Sном, но строго по проекту, РД, ПБ). Определение остаточного ресурса: Тост = (Sизм - Smin) / Vкор [лет], где Smin - минимально допустимая толщина.
Составление протокола/карты износа: Графическое представление толщин по длине/периметру трубы с выделением зон критического износа. - Преимущества УЗТ: Портативность, скорость, относительно низкая стоимость, высокая точность (0.1 мм), безопасность.
- Ограничения УЗТ: Требует подготовки поверхности, "точечность" (можно пропустить дефект между точками), сложности на окалине, сильнозагрязненных поверхностях, малых диаметрах (<50 мм).
Часть 2: Акустико-Эмиссионный Контроль (АЭ) – Контроль "В Процессе"
- Суть метода: Регистрация высокочастотных упругих волн (20 кГц – 1 МГц), генерируемых в материале при его необратимой деформации (развитие трещин, коррозионное растрескивание, деформация разрыхлений, трение частиц). Не измеряет размеры, фиксирует активность дефектов! Основные стандарты: ГОСТ Р 55267-2012/ISO 12716:2001 (Общие положения), ГОСТ Р ИСО 16148-2017 (Сосуды под давлением), ASTM E1419, ASTM E569, ASTM E1932.
- Когда применяется (Сценарии):
Гидравлические (пневматические) испытания (опрессовки): Самый распространенный случай! АЭ применяется параллельно с опрессовкой сосудов давления, котлов, трубопроводов (особенно скрытой прокладки), резервуаров. Позволяет выявить и локализовать активные дефекты в процессе нагружения.
Мониторинг оборудования под нагрузкой: Контроль развития известных дефектов (трещин) в котлах, турбинах, реакторах в процессе их эксплуатации на номинальных параметрах (реже, требует сложного постоянного оснащения).
Приемочные испытания нового оборудования: Особенно крупногабаритного или сложного.
Контроль сварных соединений: Оценка качества сварки при испытаниях.
Контроль композитных конструкций.
Диагностика емкостей и резервуаров. - Кто выполняет:
Высококвалифицированные специалисты по НК с аттестацией по АЭ-методу (Уровень II или III по ГОСТ Р ИСО 9712). Интерпретация данных АЭ требует глубокого понимания механики разрушения и особенностей оборудования. Уровень I обычно недостаточен.
Специализированные лаборатории неразрушающего контроля. - Как производится на практике (Пошагово):
Подготовка объекта:
Обеспечение доступа к зоне контроля.
Очистка поверхности в местах установки датчиков (аналогично УЗТ).
Выбор точек установки датчиков на основе чертежей, знания конструкции и возможных зон риска (сварные швы, изменения сечения, отверстия, опоры).
Подготовка оборудования:
АЭ система: Многоканальный прибор (Vallen Systeme, Physical Acoustics (PAC), Mistras Group) с ПК и специализированным ПО.
Пьезоэлектрические датчики (ПАЭ): Выбор по чувствительности, рабочей частоте (часто 30-150 кГц или 150-300 кГц), температурному диапазону. Калибровка датчиков (проверка чувствительности).
Предусилители: Устанавливаются рядом с датчиком или интегрированы в него.
Соединительные кабели.
Контактная среда: Специальная смазка или клей для надежного акустического контакта датчика с поверхностью.
Источники имитации (Hsu-Nielsen): Карандаш со стержнем 0.5мм HB – для проверки чувствительности и работоспособности каналов перед началом испытания (разлом грифеля на поверхности генерирует эталонный сигнал АЭ).
Установка датчиков и настройка системы:
Фиксация датчиков на подготовленных местах с помощью магнитов, лент или клея. Качество контакта – критично!
Подключение кабелей к прибору.
Проверка каналов: Использование Hsu-Nielsen источника для измерения времени прихода сигнала на каждый датчик. Расчет скоростей звука и построение акустической модели зоны контроля. Определение зоны гарантированного обнаружения каждого датчика (триангуляция).
Настройка порогов: Установка порога срабатывания каналов (обычно 35-45 дБ) для отсечения шумов.
Настройка фильтров: Частотные фильтры для подавления известных источников помех (трение, потоки среды, насосы, дождь).
Проведение испытания и регистрация АЭ:
Нагружение объекта: Плавное повышение давления (испытательного или рабочего) по утвержденной программе. АЭ система включается ДО начала подъема давления!
Регистрация данных: Система непрерывно записывает параметры всех зарегистрированных АЭ сигналов: амплитуда, длительность, энергия, счет, время прихода на датчики, координаты источника (по разности времен прихода).
Контроль фонового уровня: Запись АЭ активности при выдержках на промежуточных давлениях и на максимальном испытательном давлении (наиболее важный этап!).
Визуальный контроль: Сопровождающий персонал ведет визуальный осмотр на предмет течей, деформаций.
Анализ данных в реальном времени и постобработка:
Классификация источников: Разделение сигналов на:
Полезные (от дефектов): Высокая амплитуда, энергия, длительность, устойчивые при выдержке.
Механические шумы: Трение, удары (часто низкая амплитуда, высокая частота следования).
Гидравлические шумы: Турбулентность потока, кавитация (хаотичное распределение по времени/месту).
Локализация источников: Построение карты расположения активных источников АЭ на схеме объекта. Это ключевой результат!
Оценка интенсивности и опасности:
Количество сигналов (Счет).
Суммарная энергия/сигнальная энергия.
Активность при выдержке (Felicity Ratio - отношение давления начала активности при повторном нагружении к предыдущему макс. давлению; <1 – плохой признак).
Критерии приемки: Сравнение активности с установленными для данного типа объекта нормативами (по ГОСТ, ASTM, внутренним инструкциям). Например: отсутствие устойчивых источников с амплитудой >85 дБ при выдержке; отсутствие растущих кластеров сигналов.
Составление отчета:
Условия испытания (давление, температура, среда).
Схема расположения датчиков.
Карты локализации источников АЭ с указанием их класса и интенсивности.
Графики активности АЭ (Счет, Энергия) в функции давления/времени.
Результаты проверки каналов.
Заключение: Уровень АЭ активности, координаты выявленных активных зон, рекомендации (оборудование пригодно к эксплуатации; требуется УЗК/РК в зонах X, Y, Z; требуется ремонт; требуется повторное испытание). - Преимущества АЭ: Глобальность (контроль всего объекта сразу), высокая чувствительность к растущим дефектам, возможность контроля труднодоступных мест и скрытых конструкций, контроль в процессе нагружения (опрессовки).
- Ограничения АЭ: Сложность и высокая стоимость оборудования/специалистов, сильная зависимость от помех, не определяет размер и тип дефекта (требует доп. методов - УЗТ, ВИК, РК для верификации), сложная интерпретация данных.
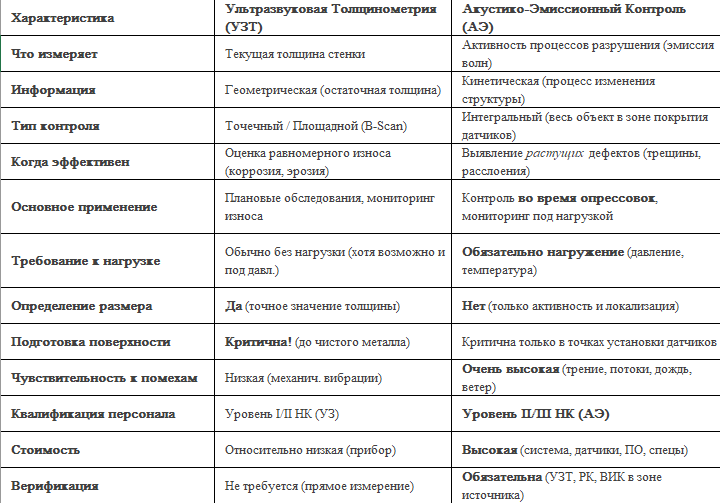
Сравнительная таблица УЗТ и АЭ:
Заключение
УЗТ и АЭ – не конкурирующие, а взаимодополняющие методы диагностики.
- УЗТ – ваш надежный инструмент для количественной оценки текущего состояния металла, планирования замены участков трубопроводов по износу, мониторинга коррозии. Это основа программ управления ресурсом.
- АЭ – незаменимый инструмент для выявления и локализации активных дефектов во время критически важных гидравлических испытаний перед пуском оборудования (котельных, теплотрасс, после ремонта). Он сигнализирует о процессах, которые могут привести к внезапному отказу.
Практическая рекомендация: Используйте УЗТ для планового обследования и мониторинга. При проведении опрессовок ответственного оборудования (котлы, сосуды, участки теплосетей высокого давления) всегда применяйте АЭ в комплексе с традиционными методами контроля (ВИК, УЗК/РК сварных швов). Это значительно повышает надежность выявления потенциально опасных дефектов и обеспечивает безопасную эксплуатацию в течение отопительного периода. Грамотное сочетание этих методов – залог безаварийной работы тепловых систем.