
Газовая пайка мягкими припоями с флюсом — это процесс соединения металлических деталей с использованием мягких припоев и газа в качестве источника тепла. Этот метод отличается высокой эффективностью и позволяет достигать хороших соединений при относительной простоте оборудования.
При горячей пайке мягкими припоями используются специальные сплавы, которые плавятся при температуре значительно ниже 450°C. Наиболее распространенными такими припоем являются олова с добавками свинца, серебра или меди. Флюс, применяемый в процессе пайки, играет ключевую роль, так как он удаляет окислы с поверхности соединяемых элементов, обеспечивая лучшее смачивание припоя и его равномерное распределение по соединению.
Процесс газовой пайки обычно включает несколько этапов. Сначала подготавливаются детали: их нужно очистить от загрязнений и окислов. Затем на соединяемые элементы наносится флюс. После этого при помощи газовой горелки разогревается зона пайки. Важно контролировать температуру, чтобы не перегреть детали и не испортить припой.
Пайка обычно проходит в следующем порядке: когда детали достигают нужной температуры, припой вводится в зону контакта. Он начинает плавиться и заполняет зазор между металлами благодаря капиллярному эффекту. После охлаждения образуется прочное и надежное соединение.
Газовая пайка мелких элементов также может быть оправдана в случаях, когда необходимо выполнять работы в труднодоступных местах, где электрические инструменты могут быть неэффективны. Следует учитывать, что данный метод требует определенных навыков и аккуратности, чтобы избежать перегрева и повреждения деталей.
Также важно помнить об открытом пламени и обеспечивать безопасность в процессе работы — использовать защитные очки, перчатки и работать в хорошо проветриваемом помещении. В целом, газовая пайка мягкими припоями — это эффективный и широко используемый метод, который требует знания и уважения к технологии.
Специфика метода газовой пайки с мягкими припоями
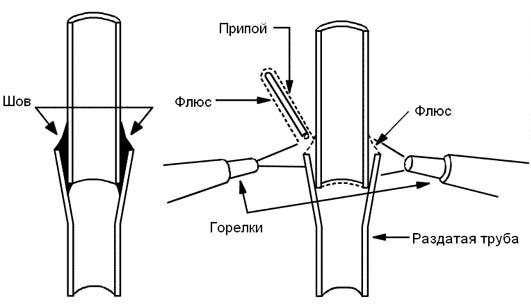
Схема процесса газовой пайки с припоями
Газовая пайка мягкими припоями имеет свою специфику, обусловленную как технологическими аспектами, так и материалами, используемыми в этом процессе. Одним из ключевых отличий газовой пайки является использование открытого пламени, что предполагает определенные требования к безопасности и контролю температуры. Специфика этого метода включает в себя несколько важных моментов.
Во-первых, газовая пайка работает на принципе нагрева соединяемых частей до температуры плавления припоя, который обычно составляет менее 450°C. Это предоставляет определенные преимущества, так как такие температуры позволяют соединять детали, чувствительные к высокой температуре, например, из пластика или определенных металлов, без риска их повреждения. Тем не менее, контроль температуры в этом процессе критически важен. Переход температуры в точке соединения теплообмен может быть неравномерным, что требует внимательности и опытности от пайщика.
Во-вторых, выбор флюса также играет важную роль при газовой пайке. Флюсы, используемые для этой техники, должны эффективно очищать поверхность металлов от окислов и загрязнений, что позволяет обеспечить лучшее смачивание припоя. Чистота соединения напрямую влияет на качество сварного шва, а также о его долговечность. Разные типы флюсов могут быть использованы в зависимости от основного материала, с которым производится работа.
Кроме того, газовая пайка предлагает большую мобильность и независимость от источников электроэнергии. Это позволяет выполнять пайку в различных условиях, включая полевые работы или вблизи труднодоступных мест, где встроенные электрические паяльники могут быть неэффективны. Газовые горелки могут работать на различных типах горючего, таких как пропан или бутан, что также добавляет гибкости в использовании данного метода.
Специфика газовой пайки также заключена в ее применении в различных отраслях. Она широко используется как в промышленности, так и в ремонта различных электроприборов, кухонной утвари и других элементов, где требуется надежное соединение. Эффективность газовой пайки делает её незаменимой в производственных процессах, где соединение мелких деталей обеспечивается с минимальными затратами времени и ресурсов.
Однако, несмотря на перечисленные преимущества, газовая пайка требует определенного уровня навыков и опыта, чтобы избежать перегрева или повреждения деталей. Это делает обучение и практику важными аспектами для тех, кто хочет освоить этот метод. В заключение, газовая пайка представляет собой эффективный и универсальный метод соединения, который при тщательном подходе может обеспечить высокое качество и долговечность соединений.
Недостатки метода газовой пайки с припоями
Несмотря на множество преимуществ газовой пайки, данный метод также имеет свои недостатки, которые могут ограничить его применение в определенных ситуациях. Одним из основных недостатков является риск перегрева рабочих деталей. Поскольку газовая пайка использует открытый огонь, существует вероятность, что высокие температуры могут повредить тонкие или чувствительные материалы. Это может привести к деформации, колебаниям в их механических свойствах или даже к разрушению.
Еще одним значительным минусом газовой пайки является необходимость тщательной подготовки и контроля рабочей среды. Необходимость обеспечить хорошую вентиляцию для отвода газов и дыма, возникающих в процессе пайки, требует дополнительных усилий и может не подходить для работы в замкнутом пространстве. Кроме того, использование открытого огня подразумевает высокие риски возникновения пожара, что требует соблюдения строгих мер безопасности.
Также стоит отметить, что газовая пайка может быть не очень эффективна для соединения материалов с высоким теплопроводностью, например, меди или алюминия. Для таких материалов существуют другие методы, которые обеспечивают более качественные соединения. Долговечность соединений, выполненных с использованием газовой пайки, может быть низкой по сравнению с другими методами, такими как электро- или аргонодуговая сварка.
Еще одной проблемой является необходимость в дополнительных расходных материалах, таких как флюсы и припои, что может увеличить общую стоимость процесса. Выбор неправильного флюса или припоя может также негативно сказаться на качестве соединения. Наконец, для достижения удовлетворительных результатов требуется высокая квалификация и опыт, что может стать преградой для начинающих специалистов.
В целом, несмотря на свою универсальность и эффективность в определенных условиях, газовая пайка может оказаться менее подходящей в ситуациях, требующих высокой точности и надежности, и ее использование должно быть тщательно продумано с учетом всех рисков и ограничений.
Компания "Тантал" осуществляет газовую пайку мягкими припоями, как и другие виды пайки и сварки на профессиональном уровне.