Калибры бесшкальные контрольные инструменты, предназначенные для установления соответствия действительных размеров, форм и взаимного расположения поверхностей деталей заданным. Контроль калибрами не дает возможности определить действительные отклонения размеров детали, но позволяет установить, находятся или нет отклонения размеров в заданных пределах. В зависимости от вида контролируемых деталей различают калибры для проверки гладких цилиндрических поверхностей (валов и отверстий), гладких конусов, цилиндрических наружных и внутренних резьб, конических резьб, линейных размеров, расположения отверстий и др.
По способу ограничения отклонений размеров калибры делятся на нормальные и предельные.
Нормальным называется калибр, к которому производится припасовка (пригонка) детали (по ощущению плотности соединения, по краске или на просвет). Таким образом, определяется соответствие размеров детали. Оценка качества припасовки зависит от опытности контролера или рабочего и, следовательно, является субъективной. Нормальные калибры имеют ограниченное применение. На производстве преимущественно распространены предельные калибры.
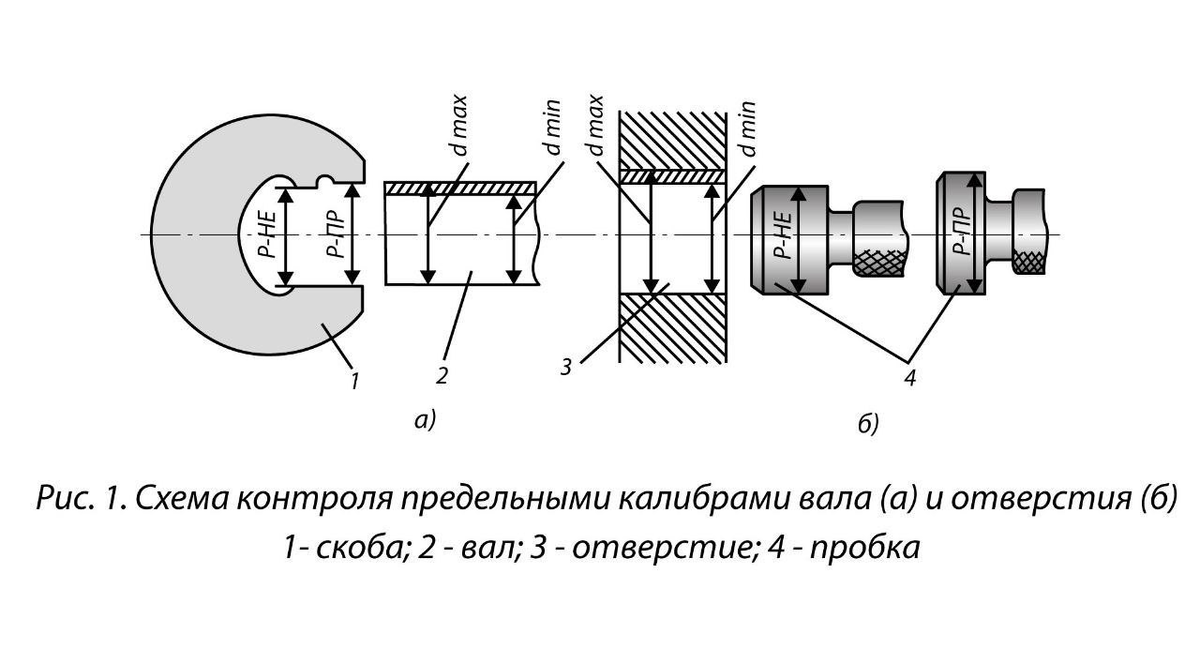
Предельным называется калибр, выполненный по одному из предельных размеров детали. При контроле предельными калибрами пользуются двумя калибрами, выполненными по верхней и нижней границам допуска детали. Предельные калибры для контроля валов называются скобами, а для контроля отверстий пробками.
Предельные калибры делятся на три группы:
рабочие калибры для контроля деталей станочниками на рабочем месте;
приемные калибры для контроля деталей на складе представителями ОТК;
контрольные калибры для контроля рабочих приемных калибров в процессе их эксплуатации или при изготовлении.
Каждый предельный калибр имеет проходную и непроходную стороны.
По конструктивным признакам различают калибры нерегулируемые (жесткие) для контроля одного определенного размера; регулируемые, позволяющие компенсировать величины износа калибра или установить его на другой размер; однопредельные с раздельным выполнением проходного и непроходного калибров; двупредельные (односторонние и двусторонние), представляющие конструктивное объединение проходного и непроходного калибров.
Схема контроля гладких цилиндрических деталей предельными калибрами показана на рис. 1. При контроле вала (рис. 1, а) проходная сторона (Р-ПР) калибра-скобы ограничивает его наибольший предельный размер (dₘₐₓ), а непроходная (Р-НЕ) - наименьший предельный размер (dₘᵢₙ). Вал будет годным, если проходная сторона проходит, а непроходная не проходит через проверяемый вал; это означает, что действительный размер вала находится между его наибольшим и наименьшим предельными размерами. При контроле диаметра отверстия (рис. 1, б) проходная сторона калибра-пробки (Р-ПР) ограничивает его наименьший размер, а непроходная (P - НЕ) — наибольший. Контролируемое отверстие будет годным, если проходная пробка проходит, а непроходная не проходит через проверяемое отверстие.
Предельными калибрами для контроля глубин и высот выступов легко определить годность детали; они просты в изготовлении и имеют малые габаритные размеры. Схемы контроля линейных размеров этими калибрами приведены на рис. 2. Каждый предельный калибр имеет две рабочие ступени или две рабочие стороны: одна из них соответствует наименьшему предельному размеру детали и обозначается буквой М, а вторая - наибольшему и обозначается буквой Б. ГОСТ 2534—77 устанавливает три схемы контроля. Схема, приведенная на рис. 2,а, характеризуется тем, что при изнашивании направляющей плоскости калибра размеры до мерительных плоскостей обеих рабочих сторон М и Б будут уменьшаться; о точности размеров детали судят по прохождению стороны Б и непрохождению стороны М. Для схемы, приведенной на рис. 2, б, характерно увеличение размера до мерительных плоскостей сторон М и Б при изнашивании направляющей плоскости. Точность размеров детали определяется прохождением стороны М и непрохождением стороны Б. Схема на рис. 2, в характеризуется тем, что при изнашивании направляющей плоскости размер стороны Б уменьшается, а размер стороны М увеличивается. Деталь считается годной, если сторона М калибра проходит, а сторона Б — не проходит.
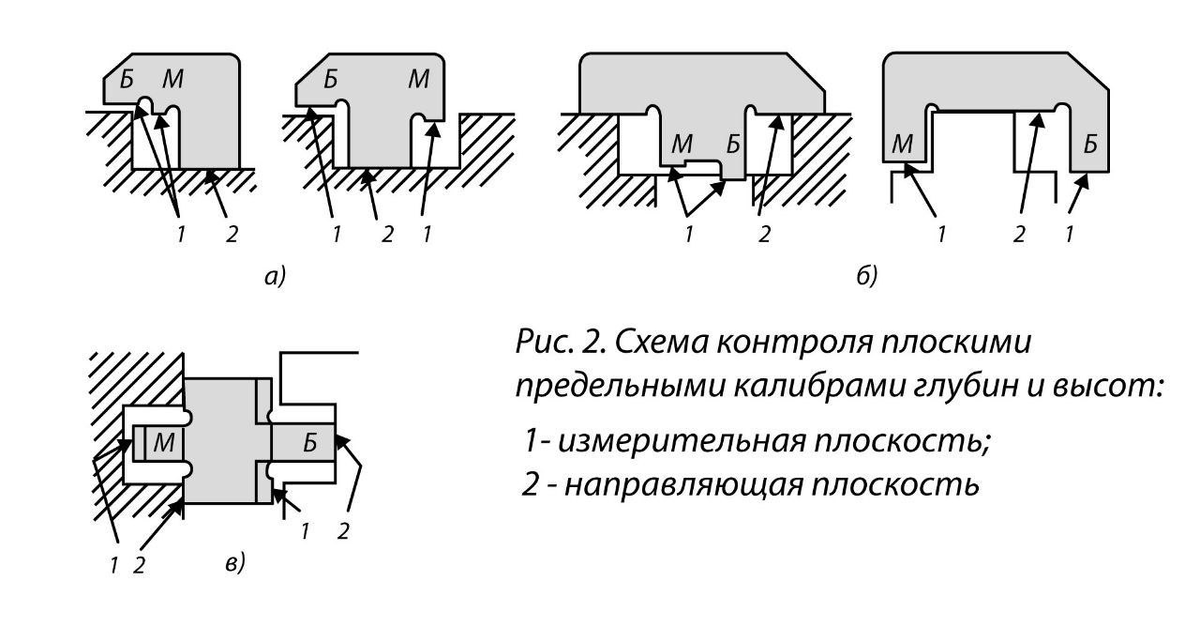
При проектировании калибров учитывают влияние изнашивания направляющих плоскостей калибров на изменение рабочих размеров. Для сторон Б и М устанавливают соответствующие исполнительные размеры. У калибров, выполненных по схеме рис. 2, в, для удобства контроля мерительные плоскости делаются с закруглениями. ГОСТ 2534—77 предусматривает возможность контроля с помощью этих калибров размеров 1—500 мм с допусками по 11—12-му квалитетам.
При контроле линейных размеров используют и другие предельные калибры, конфигурация которых зависит от размеров и формы обрабатываемых деталей. Так, например, длину ступени вала (рис. 3, а) можно проверить калибром, не снимая деталь со станка. Аналогично контролируют глубину расточки детали, внутри которой находится расточная оправка. Контроль толщины выступа (рис. 3, б) осуществляют специальным калибром в виде скобы с узкими губками. Ширина канавки детали с размерами по 11-му квалитету и грубее может быть проверена с помощью листового предельного калибра (рис. 3, в).
Для наружных измерений применяют следующие калибры-скобы: листовые круглые односторонние для шлифования валов диаметром 1—180 мм; односторонние штампованные для диаметров 3—50 мм; двусторонние штампованные — для диаметров 3—100 мм, а также регулируемые скобы. Регулируемые скобы позволяют компенсировать величину износа рабочих поверхностей; одну скобу можно использовать для контроля валов разных диаметров в определенном интервале. Однако регулируемые скобы по сравнению с жесткими имеют меньшую точность и надежность. Их рекомендуется применять для контроля деталей, изготовленных по 8-му квалитету и грубее.
Для контроля отверстий применяются следующие калибры-пробки: двусторонние с цилиндрическими вставками (1—3 мм); двусторонние со вставками с коническим хвостовиком (1—50 мм); двусторонние с насадками (30— 100 мм); пробки неполные (50—150 мм). Предельные калибры дают возможность контролировать одновременно размер детали и отклонения формы поверхности, ограниченной проверяемым размером. Для этого непроходной калибр должен иметь неполную форму с возможно малой шири- ной измерительных поверхностей.
Если отверстие (рис. 4, а), заданные предельные размеры которого ограничены полем допуска, изготовлено с отклонением формы (вместо окружности — овал), то полная непроходная пробка не обнаружит этой неточности и не пройдет через отверстие. В то же время неполная непроходная пробка пройдет через отверстие по большой оси овала, что будет служить признаком брака. Если же отклонения формы поверхности отверстия (овальность, огранка, конусообразность) не будут выходить из заданного поля допуска, то неполная непроходная пробка не пройдет через отверстие в любом из диаметральных сечений, что будет служить признаком годности отверстия как по размеру, так и по отклонениям формы отверстия. На рис. 4, б показано отверстие, у которого конусообразность выходит за пределы поля допуска. Такую деталь необходимо проверять с двух сторон непроходной пробкой. Непроходная пробка зайдет в проверяемое отверстие со стороны большего диаметра, что послужит признаком брака.
Длину рабочих поверхностей непроходных калибров делают меньше, чем у проходных, так как в процессе эксплуатации они изнашиваются меньше.
ГОСТ 24851—81 устанавливает виды, наименования, условия обозначения и номера, а также конструктивные схемы калибров для гладких цилиндрических отверстий валов и правила применения калибров разных видов.
На каждом калибре нанесены: контролируемый номинальный размер; обозначение проверяемого поля допуска; числовые значения проверяемых предельных отклонений, мм; обозначение калибра (ПР, НЕ, К—И и т. д.); товарный знак изготовления. У пробок с ручками маркировка наносится на ручке.
Контроль гладких конических деталей осуществляется с помощью калибров по их осевому перемещению относительно детали.
Требования к конструкции калибров для контроля конусов регламентируются ГОСТ 2849—77. Калибры для контроля наружных и внутренних конусов представляют собой конические пробки и втулки, имеющие риски или уступы, расстояние ΔC между которыми равно допустимому отклонению базового расстояния (рис. 5). При контроле торец детали должен находиться между рисками или торцами калибра, расположенными на расстоянии ΔC друг от друга.
Кроме проверки осевого положения калибра относительно детали, необходимо проверить угол, прямолинейность образующей и форму конуса. Для этого калибр покрывают тонким слоем краски (3—6 мкм), растертой на индустриальном масле, вводят в соединение с проверяемой деталью и несколько раз проворачивают. О правильности прилегания судят по оставшимся на поверхности детали следам краски или по характеру её стирания на калибре.
Контроль гладких конических деталей калибрами широко распространен в машиностроении. Для контроля деталей с внутренним конусом используют гладкие конические калибры-пробки, а для наружных конусов — гладкие конические калибры-втулки. Калибры-втулки и калибры- пробки предназначены для контроля диаметров конических деталей путем контроля базового расстояния деталей, измерение которого связано с допуском на диаметр и углом конуса следующей зависимостью (например, для внутреннего конуса):
где ΔC — изменение базового расстояния детали с внутренним конусом; ΔDв— допускаемое отклонение большого диаметра внутреннего конуса; а — половина угла конуса детали.
Допускаемые отклонения диаметра внутреннего конуса вызовут осевое перемещение калибра-пробки, которым оценивается внутренний конус. Аналогичная взаимосвязь между изменением базового расстояния и отклонением диаметра существует для детали с наружным конусом.
Конструкция калибров-пробок и калибров-втулок для контроля углов конусов показана на рис. 6. На калибрах-пробках (рис. 6, а) у большего диаметра нанесены две риски, расстояние между которыми равно допускаемому изменению ΔС базового расстояния контролируемой детали с внутренним конусом. Вместо рисок у меньшего диаметра калибра-пробки может быть выполнен уступ, ширина которого также равна допускаемому изменению ΔС базового расстояния. У годной детали торец должен находиться между рисками или в пределах уступа калибра- пробки. Аналогично устроены калибры-втулки для контроля
деталей, имеющих наружный конус (рис. 6, б). В данном случае на калибре-втулке выполнен уступ шириной ΔС.
Калибры-пробки и калибры-втулки для контроля внутренних и наружных конусов являются комплексными калибрами, так как при контроле допустимого изменения базового расстояния осуществляется оценка суммарной ошибки диаметров, угла конуса и отклонений формы конических поверхностей. Конические детали можно проверять эталонными калибрами, покрытыми тонким слоем краски. По равномерности следов краски на проверяемой детали судят о точности изготовления конуса.
Резьбовые калибры, так же как и гладкие пробки и скобы для контроля отверстий и валов, имеют проходную (ПР) и непроходную (НЕ) стороны. Проходные резьбовые пробки имеют полный профиль резьбы и большую длину. Непроходные резьбовые пробки имеют укороченный профиль и длину, что устраняет влияние погрешности угла профиля и шага при контроле среднего диаметра резьбы. Непроходное кольцо также короче и имеет посредине выточку. Кольца бывают нерегулируемые (цельные) и регулируемые.
Проходная сторона (ПР) резьбовых калибров при завинчивании должна свободно свинчиваться с проверяемой поверхности, а непроходная сторона (НЕ) не должна с нее свинчиваться. Допускается ввинчивание на одну- две нитки с торца детали.
Калибры, изготовленные из листового материала, называются шаблонами. Предельными шаблонами производится контроль уступов, глубин, высот, профиля изделий.
Профильные шаблоны (рис. 7) по способу проверки деталей (рис. 7, а) делятся на прикладные (рис. 7, б) и накладные (рис. 7, в). Прикладные шаблоны имеют профиль, обратный по отношению к проверяемому профилю детали. Проверку деталей производят на основании глазомерной оценки величины просвета при прикладывании шаблона к детали. В зависимости от формы и качества поверхности проверяемой детали обеспечивается возможность выявления просвета (световой щели) в 0,003—0,005 мм.
Накладные шаблоны имеют контур, аналогичный провёряемой детали. Проверку производят путем наложения шаблона на проверяемую деталь и визуальной оценки совпадения их контуров. Из-за сложности совмещения их контуров, наличия фасок на кромках и явления параллакса точность контроля накладными шаблонами значительно ниже, чем прикладными. Накладные шаблоны применяют только для контроля плоских деталей. Для контроля профиля тел вращения они непригодны. Единой системы допусков на профильные калибры не существует. Схема расположения полей допусков дана на рис. 7, г.
Инструментальными заводами серийно выпускаются радиусные шаблоны (ГОСТ 4126—82), представляющие собой набор стальных пластин, конец которых выполнен по дуге выпуклого или вогнутого радиуса (рис. 8). Радиусные шаблоны комплектуются в три набора с радиусами 1—6,5; 7—14,5 и 15—25 мм. Каждый набор состоит из 32 шаблонов (16 выпуклых и 16 вогнутых). Проверка радиусов деталей производится на просвет при прикладывании соответствующего шаблона.
Резьбовые шаблоны (ГОСТ 519—77) предназначены для определения номинального размера резьбы и (с малой точностью) её профиля. Резьбовые шаблоны комплектуют в наборы для метрической и дюймовой резьб. Пределы шага для метрических резьб 0,4—6 мм, для дюймовых резьб —11—28 ниток на 1.
Каталоги на наши продукты смотрите на сайте Киржачский инструментальный завод: https://oaokiz.ru/
Будем рады видеть вас на нашем канале: https://t.me/kirzachzavodKiz