Лазерная сварка меди с тавровым швом долгое время считалась труднодостижимой из-за высокой теплопроводности, образующихся пор и трещин. Однако оборудование Wattsan смогло преодолеть эти трудности. Как это было осуществлено? Узнайте из нашей статьи!
Лазерная сварка меди: успешное испытание с Wattsan
Сложности сварки меди
Сварка меди представляет собой не простую задачу, так как материал имеет ряд особенностей:
— Высокая теплопроводность (401 Вт/(м·K)), из-за чего часто наблюдается неполное проплавление.
— Поры, возникающие из-за газовых дефектов, влияющих на прочность шва.
— Окисление, приводящее к образованию трещин и снижению качества соединений.

Сварка тавровых швов выдвигает дополнительные требования.
Тавровый шов сложности в работе
Тавровый шов представляет собой соединение элементов под углом 90°, образующее Т-образную конструкцию. При сварке меди в такой конфигурации возникают дополнительные трудности:
— Неровное распределение тепла
— Повышенный риск прожогов и непроваров из-за высокой теплопроводности
— Оксиды и поры могут серьезно ухудшать качество соединения
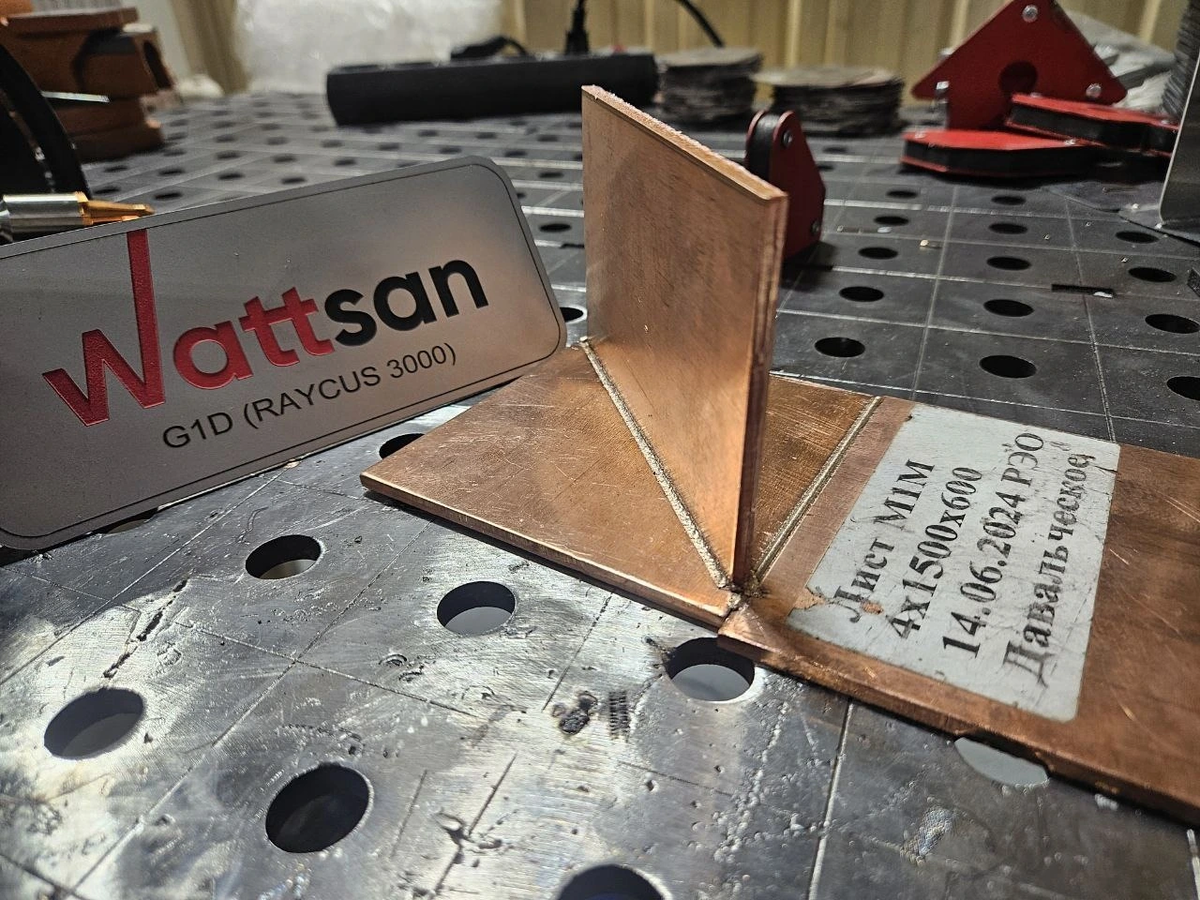
Инженеры компании LASERCUT провели испытания ручной лазерной сварки 4 в 1 Wattsan G1 Raycus 3000 при выполнении тавровых швов. Тестирование проводилось на меди толщиной от 1 до 8 мм, с особым вниманием к листу 4 мм, где обычно наблюдаются наиболее сложные дефекты.
Как это было? Разберем на примере
Тесты проводились при следующих условиях:
- Использовалась медь толщиной 1 мм, 4 мм и 8 мм.
- Особое внимание было уделено толщине в 4 мм, так как данная толщина чаще используется для производства электротехнического оборудования.
Сваренные образцы были переданы на экспертизу независимой лаборатории.
Этапы проверки результатов:
- Шины из меди были интегрированы в электрическую цепь с током до 300 А.
- Испытания показали, что при пропускании тока через медную шину перегрева сварного шва не произошло — температура осталась в пределах допуска до 75°C.
Испытания сварочных аппаратов других производителей
Ранее проводимые тесты на других аппаратах показывали недостаточные результаты:
- Неполный проплав из-за особенностей работы оборудования.
- Поры и дефекты даже при оптимальных параметрах сварки.
- Нестабильность шва, снижающая качество соединения.
Каждый тест заканчивался одним и тем же — непригодное соединение, не способное выдержать эксплуатацию.
В чем секрет успеха оборудования Wattsan?
- Идеальная комплектация оборудования: лазерный источник Raycus RFL C3000S-CE (мощность 3000 Вт, длина волны 1080 нм) и сварочный пистолет Relfar образуют идеальную связку для сварки меди.
- Контроль процесса: удобное управление пистолетом Relfar позволило инженерам точно настроить параметры для качественного шва. Вес рабочего пистолета всего 0,71 кг, функции — как у 4-х станков и все в одной руке.
- Профессионализм инженеров: опыт команды сыграл ключевую роль в успешном выполнении работ.