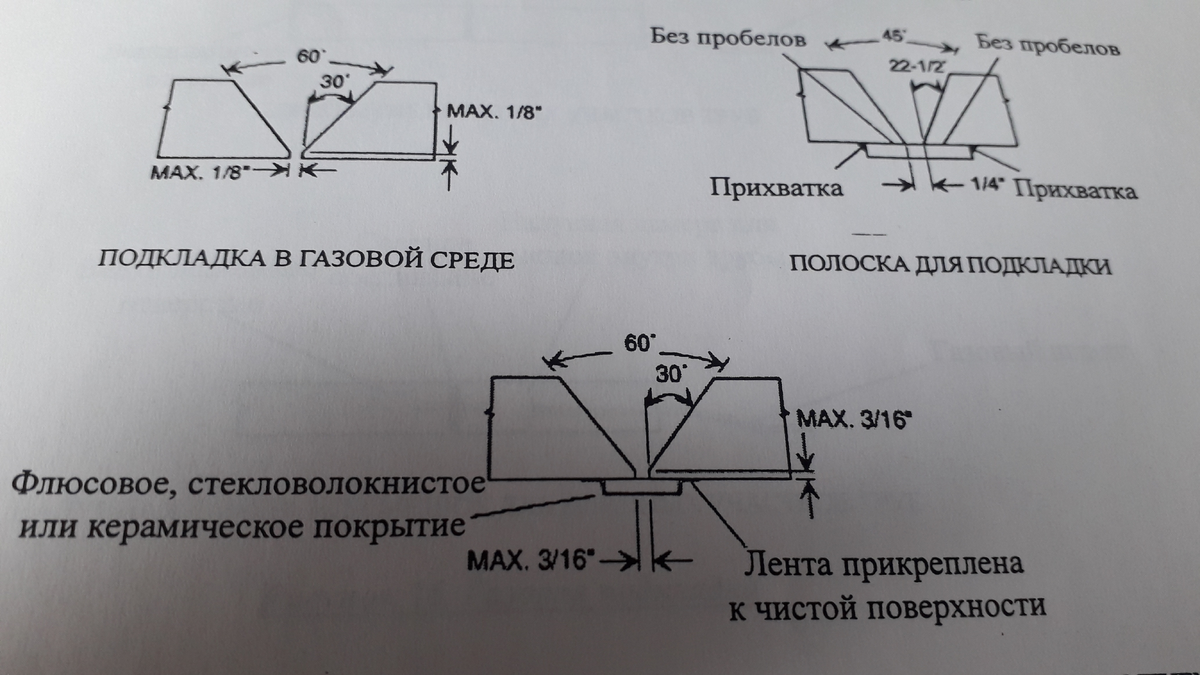
Добрый день уважаемые читатели. Присадочным материалом для подкладки листового металла могут служить полоски, сделанные из того материала, что и основной металл, ленты с флюсовым, стекловолокнистым или керамическим покрытием или газ. Если для подкладки используется газ, то для сварного шва применяется те же углы разделки кромок и зазоры между кромками, что и для корневых сварных швов с зазором между кромками. Если в качестве присадочного материала для подкладки используется лента с флюсовым, стекловолокнистым или керамическим покрытием, то угол разделки кромки должен составлять 60 градусов, максимальный размер зазора между кромками должен быть 3/16 дюйма = 4.7625 мм а максимальный размер фаски корня должен составлять 1/8 дюйма=0,3175 мм . При прикладывании ленты обязательно очистите поверхность, для того чтобы лента хорошо прикрепилась. Также следите за тем, чтобы лента проходила по центру сварного соединения. Если используются полоски, сделанные из того же материала, что и основной металл, то угол разделки кромки должен быть 45 градусов, зазор между кромками должен составлять 1/4 дюйма=6.35 мм , а край кромки должен быть острым. Полоска, используемая в качестве присадочного материала, должна быть достаточно толстой и широкой, для того чтобы предотвратить прожигание у корня, а также поглощать и разгонять теплоту, образующуюся при нанесении первого слоя. При сварке мягкой стали толщиной до 3/4 дюйма=20 мм рекомендуется применять полоску для подкладки 3/8 дюйма=9,525 мм толщиной и 3 дюйма=80 мм шириной. Полоса для подкладки должна быть сварена с прихваткой, таким образом, чтобы она надежно держала на месте во время сварки. Кроме того, необходимо установить ее по центру между кромками и плотно прикрепить к обратной стороне свариваемого листа.