


Добрый день, уважаемые подписчики и все остальные, кто интересуется тематикой моего канала. В своей работе мне часто приходится, обтачивать и выпиливать миниатюрные заготовки из различных материалов (металл, пластик, дерево), когда заготовка имеет очень маленький размер. От надежности фиксации зависит безопасность работы и качество обработки. Да, в продаже сейчас имеется огромный выбор любых тисков, но в каком-то случае стоимость слишком велика, а где-то «хромает» качество: изделие имеет явные дефекты металла, большой люфт рабочих частей и т.п. Изначально данный проект я представлял себе, как не очень трудоемкий, и рассчитывал всё закончить за пару дней, но на практике оказалось совсем иначе. При отсутствии фрезерного станка, трудность заключалась в изготовлении заготовок правильной геометрической формы или хотя бы визуально ровных. Так же, как оказалось, несмотря на наличие определенного опыта, разметку и кернение, при сверловке отверстия всё равно получались не очень симметричные. Ну может, как вариант, и у меня что-то не из того места растёт… Поэтому данный материал отнюдь не является прямым руководством к действию, так как дело очень вдумчивое и кропотливое.
Но огромным плюсом данной работы является приобретенный опыт, если делать повторно всё выйдет намного качественней и быстрее. Поэтому, кто решил заморочиться, то этот материал для вас.
Итак, в начале работы у меня была задумка изготовить миниатюрные тиски, которые ещё могли бы вращаться вокруг своей оси. Это полезный функционал, кто обрабатывал маленькие детали тот меня поймет. В моём распоряжении имелись несколько различных железок, подшипник с внешним диаметром 47 мм и тыльная сторона звукового динамика, которая должна стать вращающейся станиной. Каких-то чётких размеров я не придерживался, а просто старался, чтобы хватило материала, но тем не менее, свои размеры на всякий случай укажу. Общая длина 85 мм, ширина 60 мм, толщина 5 мм, длина направляющих 62 мм, толщина 5 мм, общая ширина 40 мм. Ширина зажимных планок 40 мм, высота неподвижной планки 27 мм, высота подвижной вместе с «ласточкиным хвостом» так же 27 мм. Без «ласточкиного хвоста» соответственно 22 мм. Толщина металла 12 мм. Угол направляющих 45 градусов.

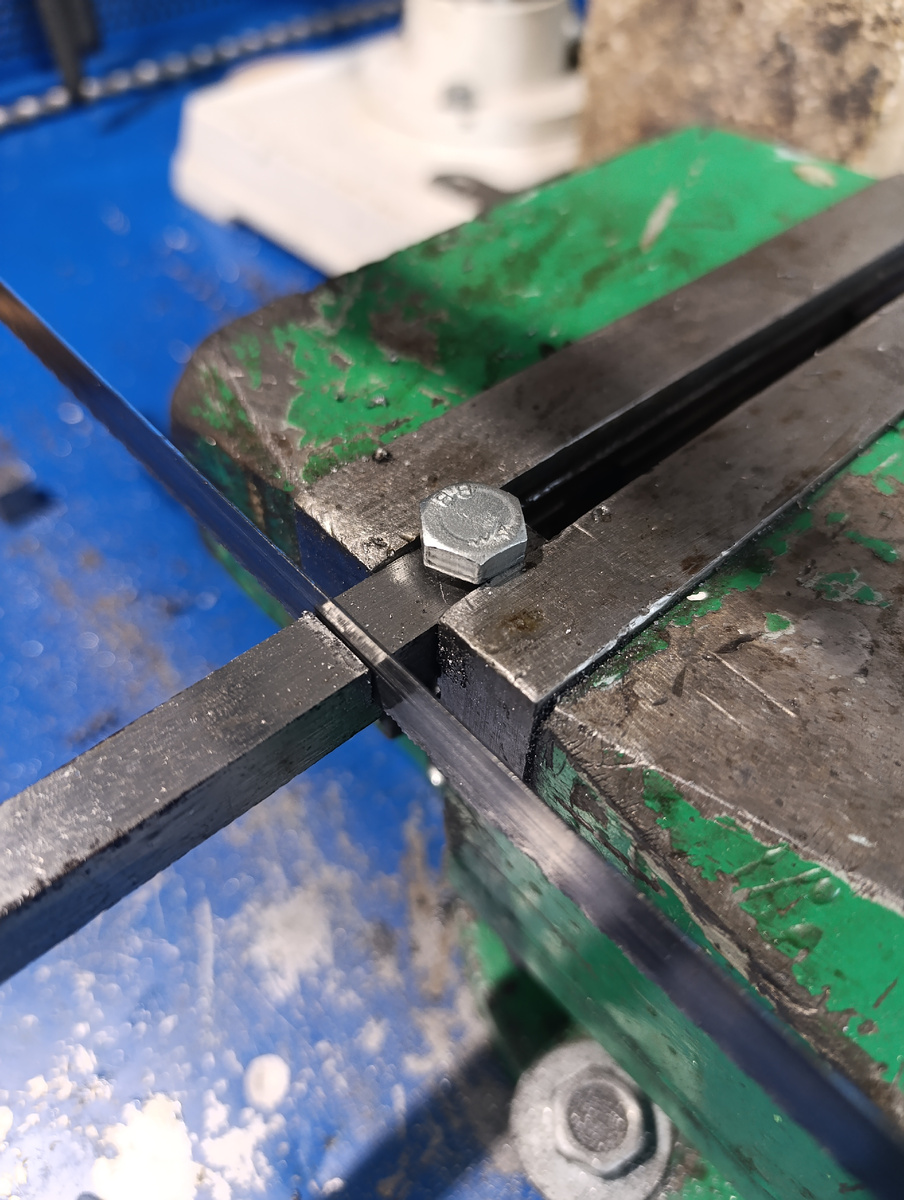
Все заготовки вырезаны при помощи ножовки по металлу, дальнейшую обработку острых краёв, заусенцев, фасок производил на гриндере и напильником. Для изготовления направляющих под «ласточкин хвост», угол 45 градусов на гриндере выставлял по шаблону и обточил, оставив приблизительно 1 мм до края.
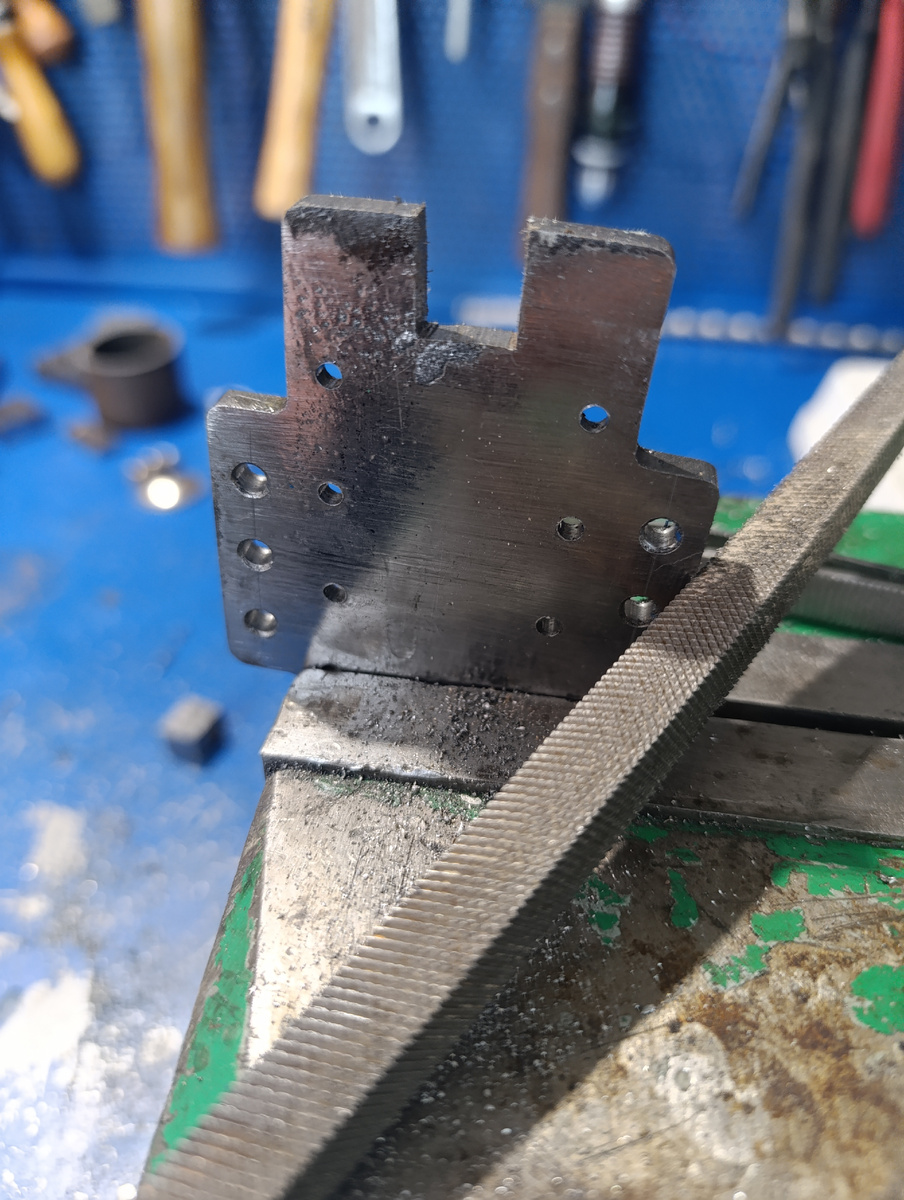
«Ласточкин хвост» на подвижной прижимной пластине, выполнил при помощи ножовки по металлу и надфилей, получилось достаточно плотно. Далее просверлил отверстия и нарезал резьбу М4. Неподвижная прижимная пластина прикручена к основанию тремя винтами под резьбу М5. Ходовой винт выполнен из шпильки М8 и зафиксирован при помощи шайбы и шпильки, квадратный профиль сечением 12х12 мм с резьбой приварен к основанию.
После того, как все детали были хорошо подогнаны, лентой скотч- брайт P200 навёл сатин, чтобы поверхность стала матовой и однородной. Потом все детали по очереди, каждая приблизительно на 10 минут, были помещены в муфельную печь, прогретую до 300℃ градусов, до насыщенного темно- синего цвета. Процесс поверхностного воронения позволяет защитить металл от коррозии. Данным способом я давно пользуюсь для защиты металла, покрытие получается достаточно прочное, толщина оксидной пленки приблизительно 0,07 мкм. На толщину и цвет оксидных плёнок на поверхности влияют различные факторы: температура нагрева, длительность температурного воздействия, химический состав металла и другие.
После воронения всё протёр машинным маслом и собрал. Для удобства фиксации заготовок округлой формы на прижимных пластинах имеется резьба под винты М3, а на рабочей поверхности приклеены кусочки толстой кожи, чтобы при фиксации не царапать заготовки. Чтобы материал не был объёмным о процессе изготовления поворотной станины, постараюсь рассказать в следующей статье. Надеюсь, что мой опыт кому-то будет полезен всем желаю добра и удачи.