Современные условия эксплуатации бурового оборудования требуют всё более высоких показателей надёжности, износостойкости и эффективности. Особенно это касается инструмента, работающего в агрессивных средах – на твёрдых и труднопроходимых грунтах, при низких температурах и высоких нагрузках. Поиск решений, позволяющих продлить срок службы инструмента без потери производительности, остаётся одной из приоритетных задач производителей и пользователей бурового оборудования.
В 2024 году компания ПО «ЭкспоТех» провела полевые испытания резцов для скальных пород с применением технологии виброакустической обработки, направленной на повышение износостойкости режущих элементов.
Результаты испытаний превзошли ожидания: в условиях эксплуатации на грунте IX категории резцы, прошедшие виброакустическую обработку, продемонстрировали в 5 раз более высокий ресурс работы по сравнению со стандартными аналогами.
В данной статье представлены условия проведения испытаний, зафиксированные результаты, а также аналитический вывод об эффективности технологии виброакустической обработки.

Условия и методика испытаний
Испытания проходили в апреле 2024 года в г. Норильске, в условиях арктического климата и высокосложных грунтов (IX категория: невыветренные базальты, конгломераты изверженных пород). Температура воздуха варьировалась от -28°C до -35°C. Использовалась буровая установка Zoomlion ZR185 с максимальным крутящим моментом 185 кН·м, глубина бурения — 44/56/62 м.
Техническое задание на бурение:
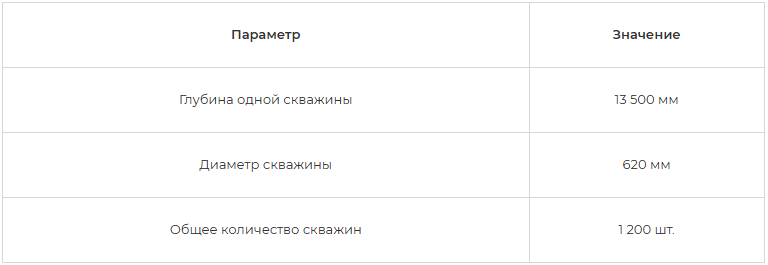
Испытуемые резцы: R50EC-22S30 – полноповоротные скальные резцы, применяемые для роторного бурения на шнековом двухзаходном буре. Использовался твердосплавный элемент марки ВК8, материал тела резца — сталь 3ХГСА. В испытаниях участвовали два идентичных по геометрии и материалам комплекта резцов, отличающихся только технологией обработки корпуса:
- Комплект №1 — без виброакустической обработки (стандартный),
- Комплект №2 — с применением технологии виброакустической обработки.
Результаты испытаний
Результаты испытаний резцов с виброакустической обработкой и без неё представлены в таблице ниже:
Примечание: резцы модели R50EC-22S30 рассчитаны на эксплуатацию в условиях VII–VIII категории, тогда как испытания проводились в условиях IX категории сложности. Это делает полученные результаты особенно показательными.
Визуальный осмотр показал, что резцы с виброакустической обработкой сохранили форму режущей части, на них не было признаков растрескивания или критического разрушения корпуса, в то время как стандартные резцы полностью выработали свой ресурс менее чем за 50 метров бурения.
Почему виброакустическая обработка эффективна
Виброакустическая обработка (ВАО) — это технология, при которой на металл воздействуют акустическими колебаниями определённой частоты и амплитуды в процессе термообработки. Это позволяет:
- значительно снизить остаточные внутренние напряжения;
- повысить твёрдость рабочей поверхности;
- улучшить микроструктуру металла;
- увеличить устойчивость к усталостным разрушениям и трещинообразованию.
Результаты испытаний подтвердили, что применение ВАО позволяет многократно увеличить ресурс резцов без изменения геометрии и без использования более дорогих материалов, что делает технологию экономически обоснованной и легко масштабируемой.
Выводы
Полевые испытания в Норильске убедительно продемонстрировали эффективность применения виброакустической обработки для повышения ресурса бурового инструмента:
- Ресурс резцов увеличился в 5 раз (с 40,5 м до 202,5 м).
- В условиях критически сложного грунта (IX категория) резцы с ВАО сохраняют работоспособность, в то время как стандартные резцы выходят из строя.
- Технология не требует изменений в конструкции резца или замены материалов.
- Экономическая выгода — снижение затрат на замену инструмента и простои.
Рекомендации и дальнейшие шаги
Для компаний, эксплуатирующих буровое оборудование, внедрение технологии виброакустической обработки – это реальный способ сократить расходы, повысить производительность и продлить срок службы инструмента.
Подробную информацию, технические характеристики или консультацию по условиям поставки можно получить у специалистов ПО «ЭкспоТех».
Компания открыта для технологических партнёрств, пилотных проектов и совместных испытаний.