Впервые процесс образования стружки исследован русским ученым профессором Петербургского горного института И.А.Тиме, который в своем труде «Сопротивление материалов и дерева резанию» (1870 г.) изложил основные закономерности этого процесса, сделал важные выводы о причинах вибрации при резании. Большое практическое значение имеют работы проф. К.А. Зворыкина (1861 - 1928 гг.), инж. Я.Г. Усачева (1873—1941 гг.), а также советских ученых В.А. Кривоухова, В.Д. Кузнецова, И.М. Беспрозванного и др.
В развитии теории резания огромную роль играет тесная связь науки с производством. В результате содружества ученых с рабочими-новаторами вырабатываются практические научно обоснованные рекомендации по совершенствованию процессов обработки металлов на металлорежущих станках.
Процесс образования стружки. Обработка резанием заключается в образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки [ГОСТ 3.1109-82 (СТ СЭВ 2064-79, СТ СЭВ 2522-80, СТ СЭВ 2523--80)]
В 1868 г. И.А. Тиме установил, что резание можно рассматривать как последовательное скалывание отдельных элементов предварительно деформированного резцом металла. В первый момент резец сжимает поверхностный слой металла (рис. 1.3, а), вызывая в нем внутренние напряжения и упругие деформации. Когда при дальнейшем движении резца внутренние напряжения превысят напряжения, допускаемые силами сцепления между молекулами металла, упругие деформации переходят в пластические, т.е. сжатая часть срезаемого слоя (элемент) скалывается и сдвигается вверх, по передней поверхности (рис. 1.3, б). Границей распространения деформаций в срезаемом слое является плоскость ΑΑ, расположенная наклонно к направлению движения токарного резца и называемая плоскостью скалывания. Эта плоскость занимает определенное положение по отношению к направлению движения резца и составляет с ним угол β₁.
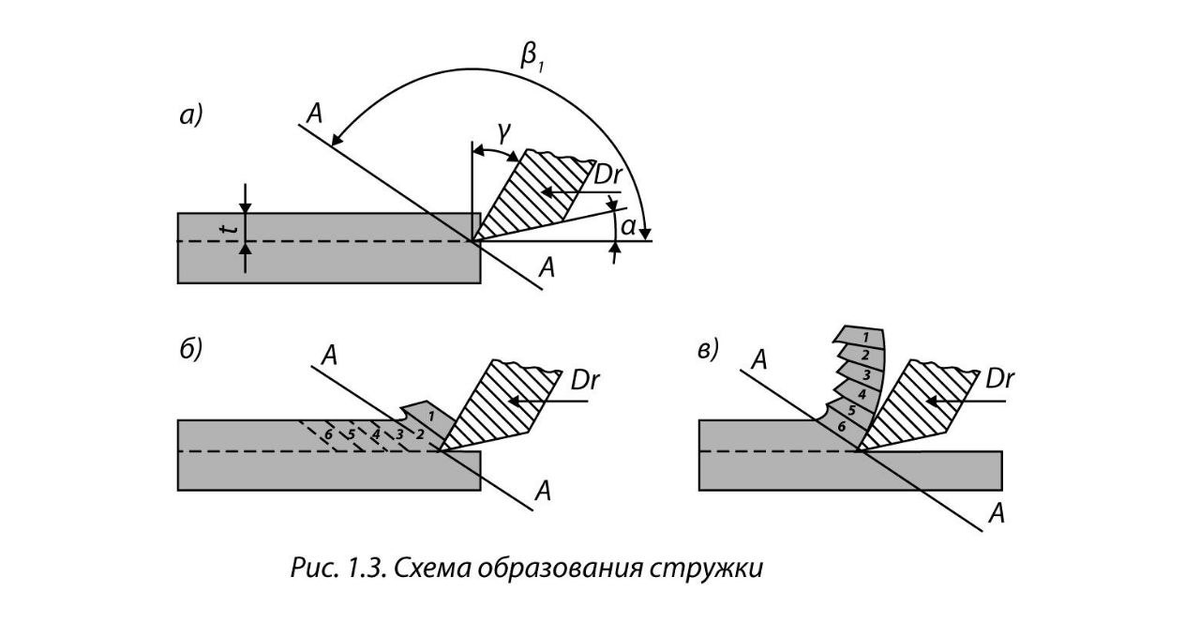
По мере продвижения токарного резца таким же путем сжимаются, деформируются и скалываются очередные элементы 1-6 срезаемого слоя (рис. 1.3, в), и весь слой металла, подлежащий срезанию, превращается в стружку.
Типы стружек. Образующаяся при резании стружка в зависимости от углов заточки токарных резцов, элементов режима и свойств обрабатываемого материала имеет различный вид.
Различают четыре вида стружки (рис. 1.4).
Элементная стружка (стружка скалывания) образуется при обработке твердых и маловязких сталей с малыми скоростями резания (рис. 1.4, а). Стружка состоит из отдельных деформированных элементов, слабо связанных или совсем не связанных между собой.
Ступенчатая стружка (рис. 1.4, б) образуется при обработке сталей со средними скоростями резания. Прирезцовая сторона такой стружки гладкая, а на противоположной стороне имеются зазубрины (ступеньки) с выраженным направлением отдельных связанных между собой элементов.
Сливная стружка (рис. 1.4, в) получается при обработке мягких сталей, меди, свинца и некоторых пластмасс при высоких скоростях резания. Она сходит с резца в виде ленты, без зазубрин.
Стружка надлома (рис. 1.4, г) образуется при обработке малопластичных металлов (чугун, бронза) и состоит из отдельных как бы выломанных элементов разнообразной формы, не связанных или слабо связанных между собой: стружка сразу рассыпается на мелкие кусочки. Это происходит потому, что срезаемый слой металла под действием резца разрушается сразу, не претерпевая предварительно пластического течения, как при резании пластичных металлов.
В условиях производства важную роль играет вид стружки, ее безопасность для рабочего, простота удаления из зоны обработки. При резании пластичных материалов необходимо принимать меры, обеспечивающие завивание и ломку стружки. К ним относятся: оптимальные режимы резания, геометрия и конструкция инструмента и другие мероприятия. Оптимальной стружкой считается цилиндрическая или коническая спираль в виде отрезков длиной 30-80 мм при диаметре до 35 мм.
Тепловые явления при резании. Русские исследователи Н.Н. Саввин (1910 г.) и Я.Г. Усачев (1915 г.) установили, что вся работа при обработке металла резанием преобразуется в теплоту. Источники теплоты следующие: трение между частицами металла при их относительном перемещении в процессе упругого и пластического деформирования, трение стружки о переднюю поверхность резца и трение задних поверхностей резца о поверхности резания и обработанную поверхность. На распределение теплоты влияет ряд факторов, наиболее важными из которых являются скорость резания и толщина среза.
Износ и стойкость резцов. В результате трения стружки о переднюю поверхность и задних поверхностей резца о поверхности заготовки происходит изнашивание токарного резца, протекающее в виде истирания и удаления микрочастиц с поверхностей, а также в виде микросколов (выкрашивания) режущей кромки. В общем случае токарный резец изнашивается по передней и задней поверхностям (рис.1.5). Износ по задней поверхности характеризуется высотой площадки h₃, а износ по передней поверхности - глубиной лунки hл, и ее шириной b. В процессе работы резца износ по передней и задней поверхностям увеличивается, уменьшая площадку с. По мере увеличения лунки и площадки h₃ происходит их соединение и токарный резец выходит из строя. Износ по задней поверхности является определяющим, так как в большей степени влияет на процесс резания. В табл. 1.1 приведены средние значения допустимого износа режущей части резцов из быстрорежущей стали и оснащенных пластинками твердого сплава.
Средние значения допустимого износа режущей части токарных резцов
С понятием об износе токарного резца неразрывно связано понятие о его стойкости. Стойкостью токарного резца называется период времени, в течение которого износ резца по задней поверхности достигает установленной величины. Стойкость обозначается буквой Т, измеряется в минутах и может быть различной для разных случаев работы. Чем меньше стойкость токарного резца, тем чаще производится его переточка, вследствие чего резец сравнительно быстро становится негодным для дальнейшего использования. Увеличение стойкости резца, которое можно достигнуть лишь понижением скорости резания, подачи и глубины резания, вызывает уменьшение производительности станка. Поэтому назначение стойкости является сложным вопросом и осуществляется с учетом многих условий. Так, например, чем сложнее форма резца, т. е. чем выше стоимость его изготовления, тем больше должна быть его стойкость. Следует также принимать во внимание и стоимость материала резца, его конструкцию и размеры. Обычно режимы резания выбираются такими, чтобы стойкость резца была в пределах 30—60 мин. Такая стойкость считается наиболее экономически выгодной.
Скорость резания. Одним из основных параметров, определяющих производительность обработки, является скорость резания. С увеличением ее возрастает производительность, но в то же время быстрее изнашивается режущий инструмент. Затраты времени на частые смены инструмента или переточки его и связанные с этим расходы могут свести на нет преимущества, полученные от применения высокой скорости резания. Поэтому для каждого конкретного случая обработки следует выбирать допустимую скорость резания, при которой обеспечиваются наибольшая производительность и наименьшая себестоимость обработки.
На скорость резания, допускаемую резцом, влияют следующие факторы: стойкость режущего инструмента, физико-механические свойства обрабатываемого материала, элементы режима резания, углы заточки, размеры сечения державки, смазочно-охлаждающая жидкость (СОЖ), допустимый износ токарного резца и др. Стойкость резцов уменьшается с увеличением скорости резания и оптимальное их соотношение определяется правильным выбором углов заточки резца, материала режущей части и других условий обработки. Чем больше подача и глубина резания, тем выше силы резания и температура резания, тем интенсивнее изнашивание резца, тем меньшую скорость резания будет допускать токарный резец при одной и той же стойкости. Применение СОЖ способствует повышению скорости резания.
Силы, действующие на резец. Для осуществления процесса резания необходимо к резцу приложить определенную силу, действующую в направлении главного движения. Эта сила должна преодолеть сопротивление металла разрушению (образованию стружки), которое, в свою очередь, может быть выражено силами, действующими на токарный резец со стороны обрабатываемого металла. К этим силам относятся силы упругой и пластической деформации, а также силы трения стружки о переднюю поверхность резца и трения задних поверхностей о поверхность резания и обработанную поверхность.
Равнодействующую всех сил, действующих на резец, называют силой сопротивления резанию. Эта равнодействующая сила в практических расчетах почти не применяется. На практике используют составляющие этой равнодействующей, направление которых совпадает с главным движением и движением подачи или обратно им. Зная направление этих составляющих и пользуясь соответствующими приборами, легко измерить их величину. Так, при токарной обработке в условиях несвободного резания (рис. 1.6), когда в работе участвует и главная, и вспомогательная режущие кромки, равнодействующая R сил сопротивления резанию раскладывается на составляющие по трем взаимно перпендикулярным направлениям (по ГОСТ 25762—83):
P𝐳 — главная составляющая силы резания, совпадающая по направлению со скоростью главного движения резания в вершине лезвия, Н;
Pₓ — составляющая силы резания, параллельная оси главного движения резания, Н;
Pᵧ - составляющая силы резания, направленная по радиусу главного вращательного движения резания в вершине лезвия, Н.
Равнодействующая сила (Н), действующая на резец, определяется:
Зная силу P𝐳, можно определить другие силы из соотношения Pₓ = ( 0,3: 0,4) P𝐳; Pᵧ = (0,4 : 0,5) P𝐳 и мощность резания (кВт) Nᵨₑ₃= P𝐳υ/102, где υ - скорость резания, м/с.
Обрабатываемость различных материалов. Обрабатываемость материалов как технологическое свойство определяется их химическим составом и структурным состоянием. Но так как от химического состава зависят механические и теплофизические свойства материала, эти свойства также оказывают влияние на обрабатываемость. К ним можно отнести прочность, пластичность, вязкость и теплопроводность материала. Считают, что лучшую обрабатываемость имеет тот материал, который при прочих равных условиях допускает более высокую скорость резания.
Обрабатываемость углеродистых и легированных сталей. В первую очередь обрабатываемость этих сталей зависит от содержания в них углерода; наилучшую обрабатываемость имеют термически необработанные стали с содержанием углерода 0,2—0,3 %; при меньшем и большем содержании углерода обрабатываемость ухудшается. Сера и фосфор, ухудшая эксплуатационные свойства углеродистых сталей, при определенном содержании (серы до 0,3 %, фосфора до 0,15 %), улучшают их обрабатываемость. Легирующие элементы повышают вязкость сталей и ухудшают их обрабатываемость. При этом чем больше процентное содержание легирующих элементов, тем хуже обрабатываемость.
Обрабатываемость титановых сплавов. Прочностные и технологические характеристики титановых сплавов зависят от химического состава, структуры и термической обработки. Для титановых сплавов характерны малая пластичность и способность к упрочнению, они имеют очень низкую теплопроводность (в 5--6 раз меньше, чем у стали 40), и это приводит к высоким температурам резания (в два-два с половиной раза большим, чем у стали 40). Вследствие меньшей прочности и химического сродства с титаном, приводящих к повышенному схватыванию и изнашиванию поверхностей токарного резца, двухкарбидные твердые сплавы для резания титановых сплавов непригодны. Поэтому обработку ведут инструментами из быстрорежущих сталей и однокарбидных твердых сплавов.
Обрабатываемость чугунов. От того, в каком состоянии содержится углерод в чугуне, в связанном (в виде цементита) или в свободном (в виде графита), зависит его обрабатываемость. Чем больше в чугуне связанного углерода, тем обрабатываемость хуже.
Обрабатываемость сплавов цветных металлов. Увеличение содержания в сплавах цветных металлов железа и кремния ухудшает их обрабатываемость и увеличивает износ инструмента. Лучше обрабатываются бронзы и латуни, имеющие в своем составе свинец.
Каталоги на наши продукты смотрите на сайте Киржачский инструментальный завод: https://oaokiz.ru/
Будем рады видеть вас на нашем канале: https://t.me/kirzachzavodKiz