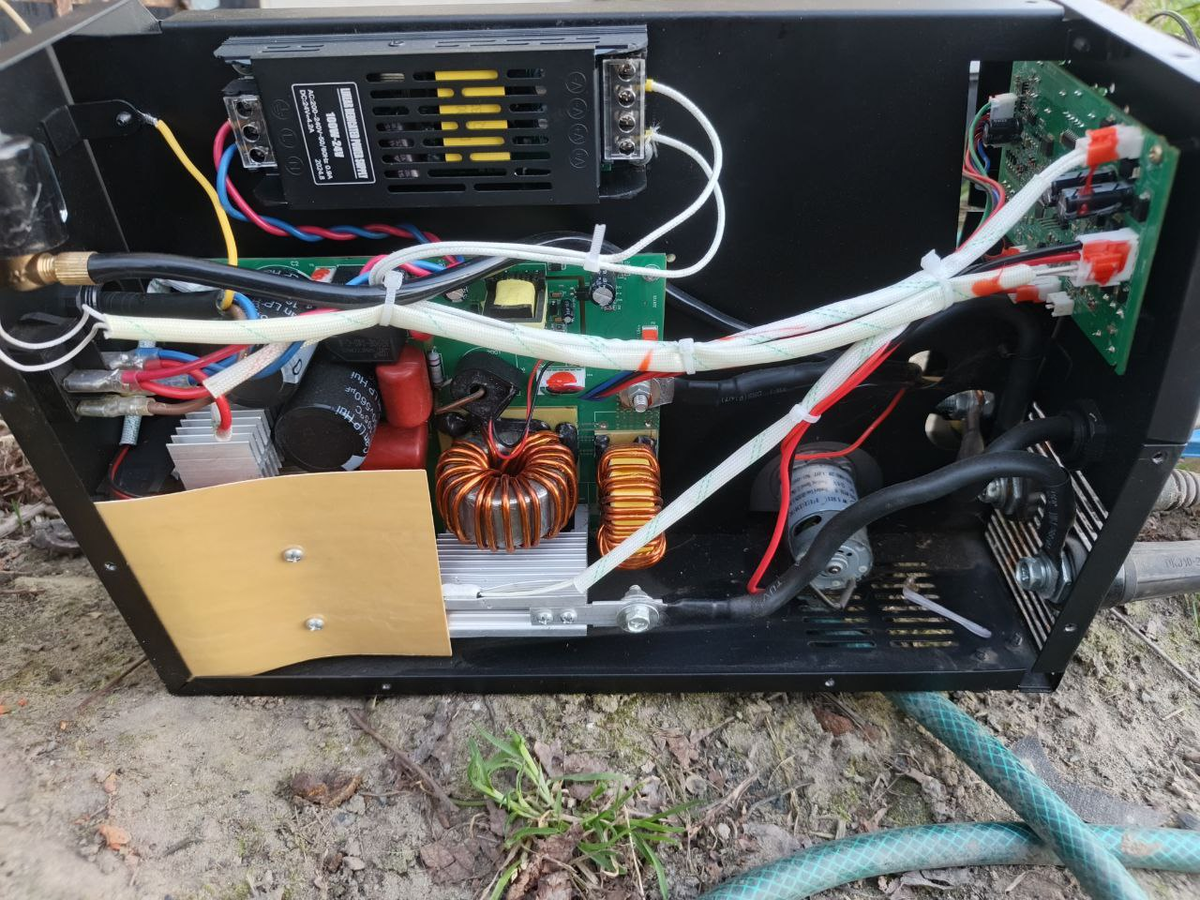
Как показала практика использования данного полуавтомата на больших токах он варит неплохо, а вот не небольших начинается нестабильность подачи проволоки. Оказалось, схема питания подачи проволоки организована путем намотки двух витков проволоки на основной сварочный трансформатор, что никак не позволяет получит стабильность подачи на разных токах сварки. Решил срезать эти витки, и вместо них применить дополнительный импульсный блок питания 220 на 24 вольт 100 ватт. После такой переделки аппарат заработал стабильно. Также добавил выходной дроссель(который в виде катушки плоской с ферритовым стержнем) вместо толстого провода на картинке, для повышения качества выпрямления.. Варить стал значительно мягче, как бы с шипением..
Как показала практика использования данного полуавтомата на больших токах он варит неплохо, а вот не небольших начинается нестабильность подачи проволоки. Оказалось, схема питания подачи проволоки организована путем намотки двух витков проволоки на основной сварочный трансформатор, что никак не позволяет получит стабильность подачи на разных токах сварки. Решил срезать эти витки, и вместо них применить дополнительный импульсный блок питания 220 на 24 вольт 100 ватт. После такой переделки аппарат заработал стабильно. Также добавил выходной дроссель(который в виде катушки плоской с ферритовым стержнем) вместо толстого провода на картинке, для повышения качества выпрямления.. Варить стал значительно мягче, как бы с шипением..