После прочтения статьи, вы, наконец, раз и навсегда закроете для себя вопрос, связанный с приемкой оборудования по параметрам Cpk/Cmk. Долгое время хотел подступиться к данной теме, чтобы подробно все расписать. Наконец, настал тот час!
При сдаче металлообрабатывающего оборудования, особенно станков с ЧПУ, важнейшую роль играет подтверждение их точности и стабильности. Одним из ключевых инструментов для этого являются именно показатели Cpk и Cmk, которые позволяют количественно оценить соответствие станка требованиям по точности обработки.
Что такое параметры Cpk и Cmk?
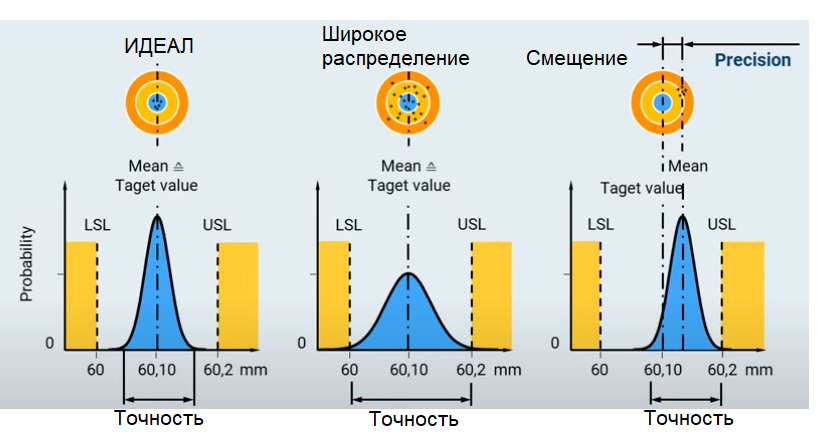
Показатели Cpk (Process Capability Index) и Cmk (Machine Capability Index) – это коэффициенты, которые используются в промышленности для оценки стабильности процесса обработки и точности оборудования. Они помогают определить, насколько надежно и воспроизводимо оборудование изготавливает детали производственной программы в заданных допусках (в пределах поля допуска).
- Cmk (Machine Capability Index) - показывает способность самого станка работать в рамках заданных допусков без учета внешних факторов (оператора, материала, температуры и т. д.)
- Cpk (Process Capability Index) - оценивает стабильность процесса изготовления деталей на оборудовании (партии), включая влияние внешних факторов.
Иными словами, Cmk характеризует оборудование как таковое, а Cpk – весь производственный процесс, в который вовлечен станок при изготовлении детали.
Формулы для расчета Cpk и Cmk
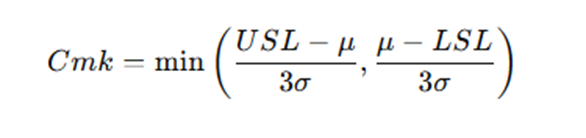
1. Формула для расчета Cmk:
Где:
USL (Upper Specification Limit) – верхний предел спецификации (поля допуска)
LSL (Lower Specification Limit) – нижний предел спецификации (поля допуска)
X̄ (=μ) – среднее значение
σ - стандартное отклонение процесса (которое рассчитывается по результатам фактических измерений параметров, которые проверяем на станке)
Чем выше Cmk, тем более точно работает станок без учета влияния внешних факторов.
2. Формула для Cpk:
Где:
USL (Upper Specification Limit) – верхний предел спецификации (поля допуска)
LSL (Lower Specification Limit) – нижний предел спецификации (поля допуска)
X̄ (=μ) – среднее значение
σ - стандартное отклонение процесса (которое рассчитывается по результатам фактических измерений параметров, которые проверяем на станке)
Cpk показывает, насколько стабильно процесс удерживает размеры деталей в пределах заданного поля допуска.
Какие значения Cpk и Cmk считаются допустимыми?
Общие рекомендации для промышленных стандартов:
Для Cmk:
- Cmk < 1.33 – оборудование нестабильно, требует доработки
- 1.33 < Cmk <1.67 – удовлетворительная точность, но возможны небольшие отклонения
- Cmk > 1.67 – оборудование обеспечивает высокую точность
Для Cpk:
- Cpk < 1.0 – процесс нестабильный (невоспроизводимый), детали могут выходить за пределы поля допуска.
- 1.0 < Cpk <1.33 – допустимый уровень стабильности изготовления деталей в пределах поля допуска, но желательно его улучшить.
- Cpk > 1.33 – процесс устойчивый и надежный.
Для серийного производства с высокими требованиями, например, в аэрокосмической или автомобильной промышленности, часто требуют Cpk > 1.67. Это очень серьезное требование Технического задания, которым многие поставщики оборудования пренебрегают, а затем заказчик получает массу проблем при сдаче поставленного оборудования (не может добиться требуемых параметров по стабильности изготовления деталей в поле допуска = БЕЗ БРАКА).
Применение Cpk/Cmk при сдаче ЧПУ-станка
При приемке станка с ЧПУ на предприятии процесс проходит в несколько этапов:
1. Первичная проверка точности станка (Cmk)
Перед началом серийного производства деталей, поставщик оборудования обязан доказать, что станок обладает высокой точностью. Для этого проводится тестовая обработка стандартной детали, измеряются все критичные размеры, и на их основе рассчитывается показатель Cmk.
Пример:
Допустим, на токарном станке необходимо изготовить вал диаметром 50 мм ± 0.02 мм.
После испытаний было получено:
- Средний размер = среднее значение выборки (X̄ = μ) = 50.003 мм
- Стандартное отклонение (σ) = 0.007 мм
- USL (Upper Specification Limit) - верхний предел допуска (максимально допустимое значение параметра)= 50.02 мм
- LSL (Lower Specification Limit) - нижний предел допуска (минимально допустимое значение параметра)= 49.98 мм
Подставляем полученные значения:
Вывод: Значение Cmk = 0,81 — ниже желаемого уровня (обычно, требуется минимум 1,33–1,67 для детали). Требуются доработки оборудования (возможно, выставление по геометрии) / введение корректоров / регулировка установки станка, выверка по уровню и т.д. (т.е. все операции, направленные на оборудование и работу с ним).
2. Оценка стабильности производственного процесса (Cpk)
После успешной проверки Cmk начинается процесс испытательной работы станка в реальном производственном цикле. Здесь учитываются такие факторы, как износ инструмента, колебания температуры в цехе, изменения в заготовках и даже процесс охлаждения.
Пример:
Через 500 деталей было выявлено, что средний диаметр изменился до 50.005 мм, а стандартное отклонение увеличилось до 0.010 мм.
После производства 500 деталей (валов):
- Новый средний диаметр = среднее значение выборки (X̄ = μ) = 50.012 мм
- Стандартное отклонение (σ) = 0.008 мм
- Верхний допуск (USL) = 50.02 мм
- Нижний допуск (LSL) = 49.98 мм
Подставляем значения и получаем:
Вывод: Cpk = 0,5 это низкий уровень стабильности для серийного производства. Процесс считается ненадежным, и необходимо искать причины нестабильности.
Здесь как минимум потребуются корректировки на производстве: улучшение программ обработки, замена инструментов, стабилизация температуры производственного помещения корректировки режимов резания или стратегии обработки / инструмента / оснастки / охлаждения и т.д.
Примеры из практики сдачи станков с ЧПУ
Пример 1. Фрезерный центр для авиационной отрасли
Компания закупила высокоточный фрезерный центр для производства алюминиевых деталей с высокой точностью (± 0.01 мм). При сдаче станка параметр Cmk оказался 1.5, но после начала производства Cpk снизился до 0.9. Это означало, что внешние факторы, такие как температура в цехе и износ инструмента, значительно влияют на процесс.
Решение: установка системы климат-контроля (или перенос оборудования в термо-константное помещение) и использование более жесткой оснастки, а также более надежного и износостойкого инструмента другого производителя.
Пример 2. Токарный станок для серийного производства
Завод по выпуску автомобильных компонентов приобрел токарный станок с ЧПУ. После первичных тестов Cmk составил 1.7, но в серийном производстве Cpk оказался 1.1 из-за изменения свойств исходного материала (поменялся поставщик заготовок).
Решение: значительная модернизация системы контроля за входящими заготовками (включая лабораторию с анализом химического состава).
Также на процессы может повлиять масса факторов, которые мы рассматривали в нашей основной статье по точности. Многие из них в значительной мере могут снизить показатель Cpk на производстве и заставить провести значительные изменения в производственном процессе, чтобы достичь стабильности по точности изготовления деталей. Некоторые из таких мероприятий, как вы понимаете, могут потребовать значительных инвестиций.
Возможные действия по улучшению параметров Cpk
1. Анализ кинематических ошибок — проверка геометрии станка
2. Калибровка системы ЧПУ — внесены коррекции в таблицу инструментальных поправок
3. Оптимизация режущего инструмента — переход на более жесткие концевые фрезы, уменьшение вылета инструмента.
4. Изменение параметров обработки — адаптация режимов резания
5. Оптимизация зажима детали — увеличена жесткость фиксации, что снизило вибрации.
6. Автоматическая коррекция инструмента — введена система контроля износа, которая корректирует положение резца после определенного количества деталей.
7. Изменение параметров резания — уменьшение подачи, что позволит снизить тепловое расширение.
Выводы
- Cmk анализирует сам станок, а Cpk — стабильность процесса изготовления
- При сдаче ЧПУ-станков по параметрам Cpk/Cmk важно учитывать все возможные источники отклонений: кинематические ошибки, ЧПУ, зажимные приспособления, инструменты и термостабильность.
- Cpk > 1.33 — базовый стандарт качества, Cpk > 1.67 — высокий уровень стабильности.
- При недостаточном Cpk важно сначала искать причину отклонения и работать над ее устранением
- Комбинация технических решений (коррекции, применение специальной оснастки, инструмента, изменение режимов резания) помогает вывести Cpk в допустимые пределы.
Заключение
Параметры Cpk и Cmk – это не просто формулы, а важнейшие показатели, которые помогают предприятиям оценить как точность, так и стабильность работы металлообрабатывающих станков.
- Cmk проверяется на этапе сдачи оборудования, показывая, насколько сам станок точен.
- Cpk оценивается в процессе эксплуатации, учитывая влияние многих производственных факторов на процесс обработки.
Компании, которые систематически применяют контроль этих параметров при покупке и эксплуатации ЧПУ-станков, получают значительные преимущества:
- Уверенность в стабильности производства (производство деталей в поле допуска / отсутствие брака)
- Снижение затрат на доработку деталей
- Соответствие международным стандартам качества
- Как вывод – снижение себестоимости