Изготовление щитов из дерева
Технологический процесс изготовления массивных щитов из дерева
Массивные щиты изготовляются из делянок как хвойных, так и лиственных пород. Из массивных щитов изготовляют филенки в столярных изделиях, стенки ящиков, криволияейные детали в мебельном производствеве, столярные плиты и т. п.
Оглавление. Столярные работы
Делянки для щитов, предназначенных под фанеровку или окраску кроющими красками, по текстуре не йпдбираются. Делянки щитов, подлежащих под прозрачную отделку, подбираются по текстуре.
Для уменьшения коробления щитов ширину делянок делают не более 30 — 70 мм.
Технологический процесс изготовления массивных щитов, идущих под прозрачную и малярную отделки:
1) фугование одной пласти и двух кромок у делянок;
2) склеивание делянок в щиты;
3) выдержка после склейки;
4) строжка щита с двух сторон;
5) фуговка боковой кромки щита;
6) опиловка щита в размер по ширине;
7) оторцовка щита в размер по длине.
Технологический процесс изготовления массивных щитов, оклеиваемых березовым шпоном или березовой фанерой (столярные плиты):
1) фуговка двух кромок у делянок;
2) склеивание делянок в щиты;
3) выдержка щитов после склейки;
4) строжка щита с двух сторон;
5) оклейка щита с двух сторон шпоном или березовой фанерой в прессе;
6) выдержка;
7) фуговка кромки щита
8) опиловка щита в размер по ширине;
9) оторцовка щита в размер по длине.
Склеивание делянок в щиты производится в винтовых сжимах, а при массовом производстве — в клеильно-конвейерных прессах. В настоящее время внедряются в производство щитосборочные станки с подогревом клеевых прослоек токами высокой частоты. Оклеивание щитов шпоном или фанерой производится в гидравлических прессах с обогреваемыми плитами.
Изготовляют пустотелые щиты с рамкой каркаса связанной на рамный шип. Каркасы щита, собранные на шпунт и гребень или на металлические скрепы, менее трудоемки, но и менее жестки по сравнению с каркасами, собранными на рамный шип.
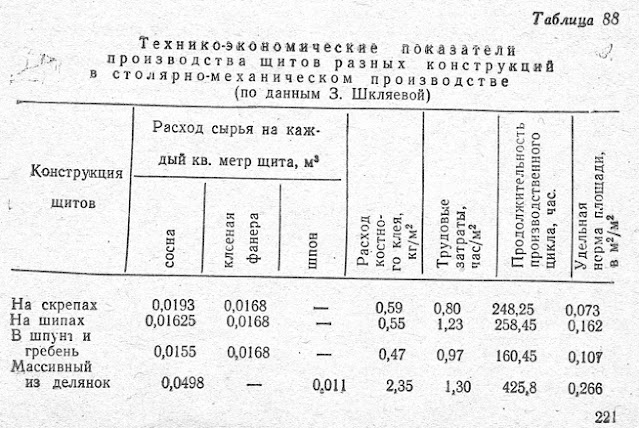
Таблица 88 Технико экономические показатели производства щитов разных конструкций в столярном механическом производстве (по данным 3. Шкляевой)
Дюбель для гипсокартона 10*50
Опрессовка металлопластиковой трубы пресс клещами