
Технический контроль деталей трубопровода – это важный этап, обеспечивающий их надежность и безопасность эксплуатации. Он включает в себя проверку качества сварных и механических соединений, материалов, а также соответствия узлов проектной документации и стандартам. Контроль помогает выявить дефекты и нарушения, которые могут привести к утечкам или авариям. Регулярный техконтроль способствует увеличению срока службы трубопроводных систем и предотвращает потенциальные риски.
Какие детали трубопровода подвергаются проверке
Проверке должна подвергаться запорно-регулирующая арматура, входящая в состав трубопровода. Особое внимание уделяется следующим инженерным системам:
- Тепловые сети – это водогрейные, паровые котлы, водонагреватели, сосуды, эксплуатирующиеся под давлением свыше 0,07 МПа. Сюда также относятся трубопроводные системы, перемещающие пар (давлением более 0,07 МПа), горячую воду (температурой выше +115 °С) и другое.
- Газоснабжение – газгольдеры, газовые котлы, регулирующие установки, а также оборудование, используемое на газо и нефтеперерабатывающих предприятиях.
- Металлургическая промышленность – процессы добычи, производства металлов, их сплавов, а также изделия, используемые в трубопроводах, патрубки, соединительные фланцев и другое.
Обязательно проверяются детали трубопроводных систем на объектах, связанных с взрывной, пожарной и химической опасностью. Это нефтеперерабатывающие, нефтехимические производства, где инженерные сети работают под давлением до 16 МПа и выше. Сюда также относится насосное, компрессорное оборудование, резервуары для хранения, технологические трубопроводы.
Виды проверочных испытаний ТПА
Трубопроводная арматура должна соответствовать требованиям российских стандартов (ГОСТ) или американским (ASME), европейским (DIN), немецким стандартам (EN). Ее проверяют с помощью специализированного оборудования и приборов. Одним из них является испытательный стенд. Он представляет собой совокупность технологических систем, измерительных приборов, оборудования, вспомогательных средств, автоматизации, коллективных защитных средств, которые обеспечивают безопасность во время испытаний арматуры. На стенде также размещается дополнительное оборудование, необходимое для выполнения различных видов испытаний.
Методы испытаний и контроля трубопроводной арматуры регламентируются ГОСТ 33257-2015. Ключевыми здесь являются испытания на:
- Прочность;
- Плотность;
- Герметичность в отношении окружающей среды;
- Герметичность затвора.
Также есть функциональные испытания, которые проводятся в ходе всех видов контрольных испытаний арматуры.
Независимо от типа проводимых испытаний, их главной целью является определение свойств конструкции в отношении препятствий для пропускной способности, связанной с проникновением жидкостей и газов под высоким давлением. Такие мероприятия называют пневмогидравлическими и объединяют в общую категорию герметических испытаний. В ходе них исследуют герметичность по отношению к внешней среде, а также надежность уплотнений и затворов как подвижных, так и неподвижных соединений арматуры. Основной задачей этих испытаний является получение полных и достоверных данных о целостности и прочности как самой ТПА, так и ее отдельных компонентов.
Испытания разделяются на три основных категории:
- Основные (обязательные) – гидравлические и пневматические испытания направлены на проверку совокупности операций с целью оценки общей работоспособности деталей и подтверждения выполнения их ключевых функций. В эту категорию также входят испытания на прочность и герметичность, включая отдельную проверку герметичности затвора. Если существуют специфические требования, может проводиться тестирование на вакуумную плотность.
- Дополнительные – сосредоточены на определении гидравлических, кавитационных параметров регулирующей арматуры. Здесь осуществляется оценка и подтверждение характеристик по безопасности, надежности, а также выявление уровней звукового давления, шума и гидродинамического шума.
- Специальные – методы контроля включают испытания, направленные на оценку воздействия внешних факторов. К ним относятся климатические условия (устойчивость к теплу, холоду), вибрационные нагрузки (сейсмические удары, виброустойчивость), механические удары, комплексные воздействия рабочей среды и оценка ремонтопригодности.
Отдел техконтроля компании ОНИКС укомплектован современными приборами и оборудованием для проведения различных видов контроля. Мы осуществляем:
- Неразрушающий контроль – визуально-измерительный, ультразвуковой;
- Разрушающий контроль – измерение твердости, спектральный анализ.
Визуально-измерительный контроль является одной из ключевых задач, направленных на предотвращение поступления на наше производство продукции, которая не соответствует нормативно-технической документации. Здесь осуществляется проверка соблюдения требований к качеству в соответствии с ГОСТ 24297-13, РД 03-606-03. Перед тем как изделия поступят на склад, проводится контроль их маркировки, комплектности, состояния поверхности и других параметров. Результат проверки изделий вносится в специальный протокол (акт), журнал входного контроля.
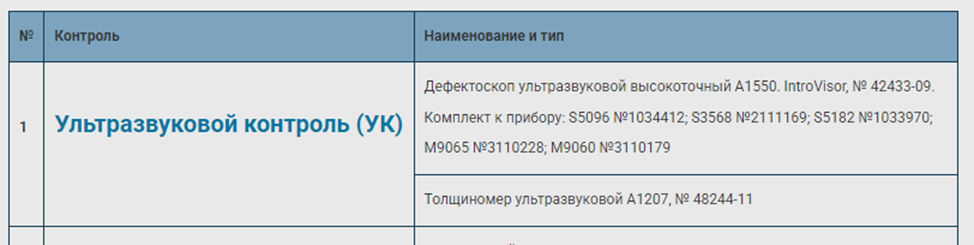
Ультразвуковой контроль дает возможность выявлять несоответствия нормативным документам. В ходе детальной проверки оцениваются следующие аспекты:
- Основной металл;
- Соединения сварных стыков – непровары, трещины, поры, неметаллические включения;
- Зоны рядом со сварными швами – отсутствие трещин, закатов, расслоений, инородных частиц, которые попали в металл при выплавке.
Процесс ультразвукового контроля осуществляется на основании специальных документов (РД 34.17.302-97 (ОП 501 ЦД-97), РДРОСЭК-001-96 и другие). Все результаты вносятся в акты (протоколы), журнал УК.
Для измерения твердости используется несколько различных шкал. При проведении теста определяется диаметр отпечатка, который оставляет твердосплавный шарик или четырехгранной алмазная пирамида, а также результаты вдавливания стального стержня под воздействием пружины и другие параметры.
Способы тестирования твердости (ГОСТ):
- Метод Бринелля (9012-59);
- Метод Роквелла (9013-59);
- Метод Виккерса (2999-75);
- Метод Супер-Роквелла (22975-78);
- Метод Шора (23273-78).
Также проводятся измерения при пределе текучести 78,5-3 285 МПа с помощью вдавливания шара при температурах от 0 °С до +40 °С (по ГОСТ 22762-77). Результаты измерительного контроля фиксируются в протоколах испытаний.
Химический состав составляющих трубопроводных систем определяется фотоэлектрическим спектральным анализом в соответствии с ГОСТ 18895-97 или 54153-2010. В его процессе устанавливаются массовые доли химических элементов в исследуемых образцах, а результаты испытаний оформляются в виде актов или протоколов.
Какими приборами контроля оснащена лаборатория компании ОНИКС?
Технический контроль в лаборатории компании ОНИКС проводится с применением следующих современных высокоточных приборов:
Сотрудники отдела технического контроля компании ОНИКС успешно завершили обучение по знанию правил безопасности (Ростехнадзор), получили аттестацию специалистов II уровня квалификации в области визуально-измерительного, разрушающего и ультразвукового контроля.
Если вы ищете качественную запорно-регулирующую арматуру, в том числе фланцы, то обращайтесь в компанию ОНИКС. Вся наша продукция прошла необходимые испытания, имеет сертификаты.