Чугун - это сплав железа с углеродом и другими элементами, содержащий более 2,14 % С. В металлургическом производстве чугуны выплавляют доменных в печах. Широкое распространение чугуна в промышленности обусловлено оптимальным сочетанием различных свойств технологических (литейные и обрабатываемые резаниям) эксплуатационных (механические и специальные) показателей.
Классификация чугунов по ГОСТ3443 – 87
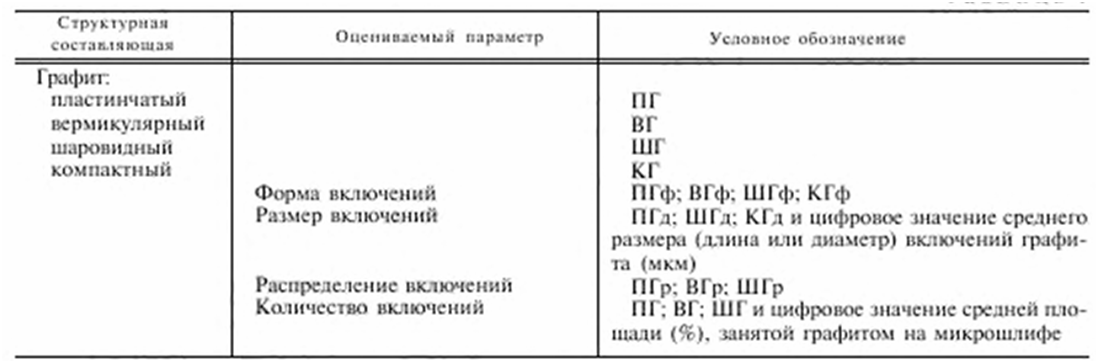
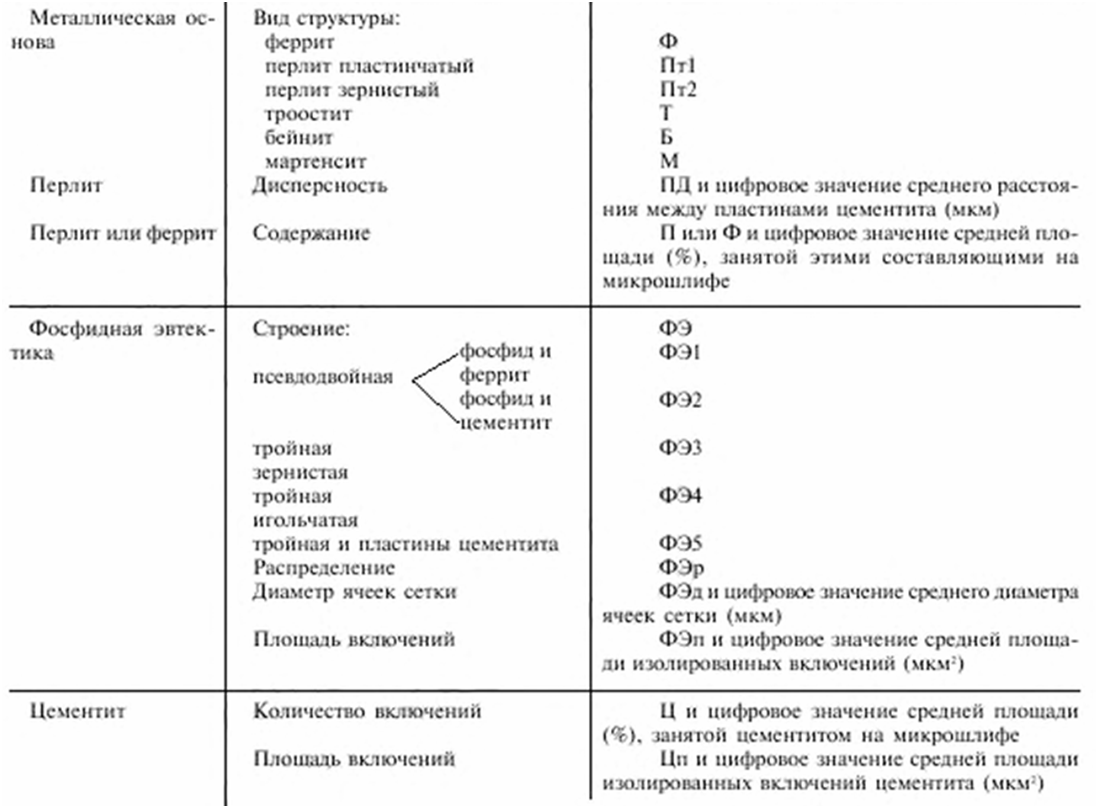
Для обозначения компонентов структуры и их характерных особенностей применяют условные обозначения, указанные в таблице 1.
Отливки из чугуна конструкционного назначения с различной формой графита и методы определения структуры серого чугуна с пластинчатым графитом, высокопрочного чугуна с шаровидным и вермикулярным графитом, и ковкого чугуна с компактным графитом устанавливается стандартом. Структуры нелегированного и низколегированного чугуна в литом состоянии, подвергнутого отжигу для снятия внутренних напряжений, высокотемпературному отжигу, нормализации или другим видам термической обработки для получения необходимой структуры. Стандарт не распространяется на высоколегированный чугун.
Чугун передельный (белый) ГОСТ 805 - 95
Передельный (белые) чугун, предназначенный дальнейшего передела в сталь или переплавки в чугунолитейных цехах при производстве отливок. В данных чугунах углерод находится в виде цементита. Из за большого количества цементита они твердые твердость составляют 450 - 550 НВ, хрупкие для изготовления деталей машин не используются.
Классификация передельных чугунов:
В зависимости от массовой доли кремния и назначения изготовляют:
- передельный чугун для сталеплавильного производства марок П1, П2;
- передельный чугун для литейного производства марок ПЛ1, ПЛ2;
- передельный фосфористый чугун марок ПФ1, ПФ2, ПФЗ;
- передельный высококачественный чугун марок ПВК1, ПВК2, ПВКЗ.
Серый чугун ГОСТ 1412 – 85
Серые чугуны содержат железо, углерод, кремний и постоянные примеси марганец, серу и фосфор. Содержание этих элементов: 2,2 – 3,7;кремния 1 - до 3%; марганец 0,2 – 1,1; фосфор 0,02 – 0,3; сера 0,02 – 0,15. В небольших количествах в обычных серых чугунах могут содержаться хром никель и медь, которые попадают из руды. Почти все эти элементы влияют на условия графитизации, количество графитных включений, структуру металлической основы, а также на свойства чугунов.
Углерод оказывает определяющее влияние на количество чугунов, изменяя количество графита и литейные свойства. Чем выше концентрация углерода, тем больше выделили графита и ниже механические свойства чугуна. При по этой причине максимальное содержание углерода ограничивается до 4,3%С. Снижение содержания углерода отрицательно оказывается на жидкотекучести и, следовательно, на литейных свойствах. Нижний придел углерода принимают для толстостенных отливок, верхней для тонкостенных.
Кремний обладает сильным графитизирующим действием; способствует выделению графита в процессе затвердевания чугунов и разложению выделившейся цементита.
Марганец затрудняет графитизацию чугунов, улучшает их механические свойства и особенно в тонкостенных отливках.
Сера - это вредная примесь. Она ухудшает механические и литейные свойства чугунов: понижает жидкотекучесть, увеличивает усадку и повышает склонность к образованию трещин.
Фосфор в количестве до 0,3% растворяется феррите. Фосфор +железо + углерод увеличивают жидкотекучесть, но высокую твердость и хрупкость. Повышение содержания фосфора допускается, в отливках, от которых требуется высокая износостойкость (до 0,7 фосфора), а также используется для художественного литья (до 1,1 фосфора). В литых чугунных деталях содержания фосфора ограничивают 0,3.
Степень графитизации в чугунах возрастает с увеличением содержанием углерода и кремния. Более слабое влияние оказывают примеси меди и никеля. Элементами затрудняющими графитизацию (отбеливающую) является марганец, сера и хром. Основные элементы, которые реагируют. Регулируют структуру металлической основы серых чугунов, углерод и кремний.
Кроме химического состава, структуры и его свойства зависят от технологических факторов, главных из которых является скорость охлаждения. С уменьшением скорости охлаждения возрастает количество графита, а с его увеличением - количество химически связанного углерода. При выборе скорости охлаждения принимают во влиянии толщину стенки отливки. Чем больше, тем меньше скорость охлаждения и полнее протекает процесс графитизации.
Графит, ухудшая механические свойства, в то же время придает чугунам целый ряд ценных свойств. Он измельчает стружку при обработке резанием, оказывает смягчающее действие и, следовательно, повышает износостойкость чугунов, придает им демпфирующею способность. Пластинчатый графит обеспечивает малую чувствительность чугунов дефектом поверхности. Благодаря этому сопротивления усталости чугунных и стальных деталей соизмеримы.
Чугун серый с пластинчатым графитом для отливок и устанавливает его марки, определяемые на основе временного сопротивления чугуна при растяжении.
Марки:
1. Для изготовления отливок предусматриваются следующие марки чугуна:
СЧ 1О; СЧ15; СЧ20; СЧ25; СЧЗО; СЧ35. По требованию потребителя для изготовления отливок допускаются марки чугуна СЧ18, СЧ21 и СЧ24.
2. Условное обозначение марки включает буквы СЧ – серый чугун и цифровое обозначение величины минимального временного сопротивления при растяжении в МПа. I0-1•
Пример условного обозначения:
СЧ15 ГОСТ 1412-85
Ковкий чугун ГОСТ 1215 – 77
Ковкими называют чугуны, в которых графит имеет хлопьевидную форму. Их получают отжигом белых доэвтектических чугунов. По этой причине графит ковких чугунов называет углеродом отжига. Такой графит, в отличие от пластинчатого, меньше снижает механические свойства металлической основы, вследствие чего ковкие чугуны по сравнению с серыми, обладают более высокой прочностью и пластичностью.
Отливки из белых чугунов, подвергают отжигу на ковкие чугуны, изготавливают тонкостенные. Они не должны иметь сечения более 50 мм, иначе в сердцевине при кристаллизации выделяется пластинчатый графит, и чугун становится непригодным для отжига. По этой причине исходные и белые чугуны имеют пониженное содержание углерода и кремния. Их состав следующий: углерод – 2,4 – 2,9%; кремний – 1,0 – 1,6%; марганец – 0,2 – 1,0%; сера до 0,2%; фосфор до 0,18%.
По структуре металлической основы, которая определяется режимом отжига, ковкие чугуны бывают: ферритными и перлитными.
Ковкие чугуны нашли широкое применение в сельскохозяйственном, автомобильном, текстильном машиностроении, в судо-, котло -, вагона - и дизелестроении. Из них изготавливают детали высокой прочности, работающих в тяжелых условиях износа, способны воспринимать ударные и знакопеременные нагрузки. Большая плотность отливки позволяет делать из ковкого чугуна детали водо – газопроводимых установок, а хорошие литейные свойства исходного белого чугуна - производить отливки сложной формы. Недостаток ковки чугунов - повышенная по сравнению с остальными чугунками стоимость из – за продолжительного дорогостоящего отжига.
Ковкий чугун, изготавливают из белого чугуна и подвергают термической обработке с целью получения необходимых механических свойств и микроструктуры, состоящие из феррита и перлита в различных соотношениях и углерода отжига.
Марки:
1. В зависимости от состава микроструктуры металлической основы ковкий чугун делят: на ферритный (Ф) и перлитный (П) классы.
2. Отливки изготовляют из ковкого чугуна следующих марок:
· КЧ 30-6; КЧ 33-8; КЧ 35-10; КЧ 37-12 ферритного класса, характеризующегося ферритной или ферритно-перлитной микроструктурной металлической основы;
· КЧ 45-7; КЧ 50-5; КЧ 55-4; КЧ 60-3; КЧ 65-3; КЧ 70-2; КЧ 80-1,5 перлитного класса, характеризующегося в основном перлитной микроструктурой металлической основы.
Примеры условных обозначений
Отливка из ковкого чугуна марки КЧ 30-6 ферритного класса:
Отливка КЧ 30-6-Ф ГОСТ 1215-79
Отливка из ковкого чугуна марки КЧ 60-3 перлитного класса:
Отливка КЧ 60-3-П ГОСТ 1215-79
Высокопрочные чугуны ГОСТ 7293 – 85
Высокопрочными называют чугуны, в которых графит имеет шаровидную форму. Их получают модифицирование магнием, которые водят в жидкий чугун в количестве 0,02 – 0,08%. Ввиду того, что модифицирование чугунов чистым магнием сопровождается сильным пироэффектом, чистый магний заменяет лигатурами (например, сплавом магния и никеля).
Чугун после модифицирования имеет следующий химический состав: углерод 3,0 – 3,6%; кремний 1,1 – 2,9%; марганец 0,3 – 0,7%; сера до 0,2%; фосфор до 0,1%. По структуре металлической основы высокопрочный чугун и может быть ферритным и перлитным. Ферритный чугун в основном состоит из феррита и шаровидного графита; допускаются до 20% перлита. Структура перлитного чугуна - сорбитообразный или пластинчатый перелит и шаровидный графит; допускается до 20% феррита.
Шаровидный графит - менее сильный концентратор напряжения, чем пластинчатый, поэтому он меньше снижает механические свойства металлической основы. Чугуны с шаровидным графитом обладают более высокой прочностью и некоторой пластичностью.
Высокопрочные чугуны применяют в различных отраслях техники, эффективно заменяя сталь во многих изделиях и конструкциях. Из них изготавливают оборудование прокатных станов (прокатные валики массой до 12 т), кузнечно – прессовое оборудование (траверса пресса, шабот ковочного молота); в турбостроении - корпус паровой турбины, лопатки направляющего аппарата; в дизеле -, тракторо - и автомобилестроении - коленчатые валы, поршни и многие другие ответственные детали, работающие при высоких циклических нагрузках и в условиях изнашивания.
В некоторых случаях для улучшения механических свойств применяют термическую обработку отливок: закалку и отпуск при 500 - 600°С для повышения прочности; отжиг, способствующий сфероидизации перлита, для увеличения пластинчатости.
Высокопрочный чугун используется для отливок, имеющий в структуре графит шаровидной или вермикулярной формы, и устанавливает марки чугуна, определяемые на основе механических свойств.
Марки:
1. Для изготовления отливок предусматриваются следующие марки чугуна ВЧ 35; ВЧ 40; ВЧ 45; ВЧ 50; ВЧ 60; ВЧ 70; ВЧ 80; ВЧ 100
2. Марка чугуна определяется его временным сопротивлением при растяжении и условным пределом текучести.
Условное обозначение марки включает буквы ВЧ — высокопрочный чугун и цифровое обозначение минимального значения временного сопротивления при растяжении в МПа 10-1.
Пример условного обозначения:
ВЧ 50 ГОСТ 7293-85
Чугун с вырмуклярным графитом ГОСТ 28394 - 89
В чугунах с вермикулярным графитом структура формируется под действием комплексного модификатора, содержащего магний и редкоземельные металлы. Графит приобретает шаровидную форму до 40% и вермикулярную - в виде мелких тонких прожилок - форму.
После модифицирования эти чугуны содержат: углерод 3,1 – 3,3%; кремний 2,0 – 3,0%; марганец 0,2 – 0,1%; сера до 0,025%; фосфор 0,08%.
По механическим свойствам чугуны с вермикулярным графитом занимает промежуточное положение между серыми и высокопрочными чугунами. Они прочнее серых чугунов, особенно при циклических нагрузках. Механические свойства этих чугунов в меньшей степени зависят от массы отливок. Они отличаются хорошей теплопроводимостью, что обеспечивает и стойкость к теплосменам.
Чугуны с вермикулярным графитом заменяют серые чугуны в отливках подвергаемых циклическим нагрузкам и частым теплосменам. Из них отливают блоки цилиндров, поршни, гильзы, крышки цилиндров двигателей внутреннего сгорания, а также изложницы и кокиля. При внедрении в состав чугунов до 1,2% никеля и 0,4% молибдена они хорошо противостоят изнашиванию и кавитации.
Марки чугуна для отливок, имеющего в структуре графит вермикулярной формы (ВГ) с количеством шаровидного графита не более 40 %, определяемые на основе механических свойств:
1 Для изготовления отливок должны применяться чугуны следующих марок: ЧВГ 30, ЧВГ 35, ЧВГ40. ЧВГ 45
2 Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести.
Условное обозначение марки включает: букву Ч — чугун; буквы ВГ — форма графита (вермикулярный графит) и цифровое обозначение минимального значения временного сопротивления разрыву при растяжении в МПа • К)'1.
Пример условного обозначения:
чугуна с вермикулярным графитом с временным сопротивлением при растяжении 300 МПа • 10 ':
ЧВГ 30 по ГО С Т 28394
Литейные чугуны ГОСТ 4832 – 95
Литейный чугун, предназначенный для дальнейшей переплавки в чугунолитейных цехах при производстве чугунных отливок.
Классификация
В зависимости от массовой доли кремния и назначения чугун изготовляют:
- литейный марок Л1, Л2, ЛЗ, Л4, Л5, Л6;
- литейный рафинированный магнием марок ЛР1, ЛР2, ЛРЗ, ЛР4, ЛР5, ЛР6, ЛР7.
Легированные чугуны ГОСТ 7769 – 82
Настоящий стандарт распространяется на легированные чугуны для отливок с повышенной жаростойкостью, коррозионной стойкостью, износостойкостью или жаропрочностью.
Марки:
Марки легированного чугуна для отливок указаны в таблица 1. Чугуны подразделяются на виды и марки по преобладанию легирования и по назначению. Применение, эксплуатационные и механические свойства чугунов приведены в приложениях 1,2.
В обозначении марок чугуна буквы означают: Ч — чугун; легирующие элементы: X — хром. С — кремний, Г — марганец, Н — никель. Д — медь. М — молибден, Т — титан, П — фосфор, Ю — алюминий; буква Ш указывает, что графит в чугуне имеет шаровидную форму. Цифры, стоящие после буквы, означают примерную массовую долю основных легирующих элементов.
Основные эксплуатационные свойства и область применения дотированных чугунов представлены в таблицы 2.
Чугун антифрикционный ГОСТ 1585 – 85
Антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и устанавливает марки, определяемые химическим составом, микроструктурой и твердостью.
Марки:
1.1. Марки чугуна, его химический состав, микроструктура и твердость должны соответствовать нормам, указанным в таблице 1.
В обозначении марки: АЧ - антифрикционный чугун; С - серый с пластинчатым графитом; В - высокопрочный с шаровидным графитом; К - ковкий с компактным графитом; цифра - порядковый номер марки.
Область применения антифрикционных чугунов приведены в таблицы 2.
Условия применения антифрикционного чугуна в узлах трения
1. Применение отливок из антифрикционного чугуна в узлах трения требует соблюдения условий, указанных ниже. Тщательный монтаж, обеспечивающий точное сопряжение трущихся поверхностей и отсутствие перекоса. Непрерывная смазка, не допускающая искрений или значительного нагрева узла трения. Повышение зазоров по сравнению с установленными для бронзы на 15-30%, при наличии значительного нагрева узла трения в работе - до 50%. Приработка на холостом ходу и постепенное повышение рабочих нагрузок.