
Варить вертикальный шов – сложная работа даже для сварщика с опытом и знанием технологии, так как боковое и верхнее соединение на этапе жидкого расплава тяготеют вниз. Сварщик должен проявить максимальные навыки и мастерство, чтобы сделать аккуратный небольшой шов методом электросварки. Тонкий металл плавится быстро, поэтому важно правильно подобрать и грамотно использовать рутиловые электроды для улучшения качества и техники соединения разных заготовок. В статье мы рассмотрим основные вопросы подбора электродов для начинающих и главные проблемы применения других технологий в процессе соединения металлических деталей. Читайте рекомендации, как проходит сварка вертикальных швов любой поверхности сверху и нижней заготовки; насколько просто получить хороший результат; что необходимо делать в практике сваривания, чтобы получить идеальный вид стыка.
Как варят вертикальный шов – типы швов и технологии
Особенность формирования вертикальных швов заключается в том, что жидкая масса в виде капли расплавленного металла под воздействием нагрева и силы тяжести стекает сверху вниз. Нужно последовательно прикладывать определенный электрод, держать контакты и достаточно хорошо сваривать два изделия либо каждого элемента сборки. В процессе такой сварки применяется способ, который позволяет проявить мастерство и не давать расплавленной массе оторваться от зоны проложения шва. Рекомендуем проводить сварку электродом с использованием различных условий соединения элементов конструкции из стали.
Технология снизу вверх
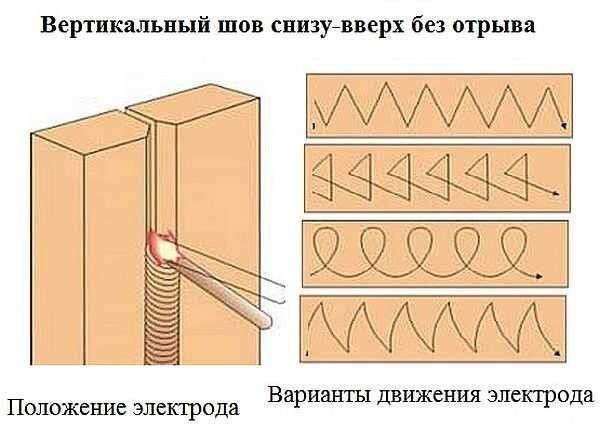
Зажигаем дугу и все время следует выдерживать и перемещать на малый шаг электрического стержня в направлении снизу вверх. Постоянно выполнять прямой шов от нижней точки к верхней у новичка получается не сразу. Данный метод дает мастеру возможность удерживать и контролировать тавровое соединение. В данном случае удается равномерно поддерживать сварочную ванну в положении снизу, а расплавление стыковых деталей проводить на уровень выше. Качественное основание, с расположением внизу, не позволяет растекаться расплаву с кончика электрода в верхней части участка шва, поэтому оно используется как платформа для задержки жидкого металла в любом месте.
В зависимости от угла приложения и особого поперечного движения электродом специалисты получают несколько путей соединения кромки листов металла. Рекомендуется выполнить поступательные легкие касания прихватками, незначительные перемещения с отводом в сторону и смещением, лучше соблюдать полярность и чаще работать для выполнения точечного прогрева. Например, можно снова научиться практически точному профессиональному проходу относительно обработки горелкой:
- елочкой;
- кругами;
- полумесяцем;
- треугольником;
- Z-образное.
Если стоит задача покрыть рутиловым покрытием сварщик выполняет возвратно-поступательные движения. Скорость сварки на всем расстоянии в данном случае не имеет значения. Основное правило растянуть расплавленную массу на стыке до момента, когда начинается застывание провара и происходит образование скрепляющей корки – кристаллизации. Из-за этого получают достаточную ширину швов.
Технология сварки сверху вниз
Некоторые полуавтоматы с держателями могут сварить хороший шов в обратном направлении. Обычно все зависит не от диаметра электрода, а от оптимальной температуры на краю труб и изменения угла наклона инструмента. Особенно легко получится сделать прожог прочным, если проводить подрезы соединяемых специальных краев с дефектами. Повысить прочность и точность можно, если на первом этапе вести электрод, формируя короткую дугу и удерживая угол 90 градусов или перпендикулярно свариваемой плоскости. После создания первого прожога независимо от толщины металла меняют угол наклона до 70-75 градусов.
Подбор электрода для вертикального шва
В начале необходимо отрегулировать силу сварочного тока, чтобы прожог был равномерным – без наплывов или подрезов. Этап подготовки инструментов требует тщательного и внимательного подхода к простому выбору расходного материала:
- для ручной дуговой сварки подбирают электроды диаметром относительно толщины свариваемых стенок металлической пластины;
- на форму и диаметр электрического стержня влияет распространенный тип соединения – встык, внахлест, тавровое, другие варианты;
- для популярного способа сварки потолочной линии смыкания возникает необходимость выбора проволоки для сварочного материала толщиной до 4 мм;
- снизу вверх направление и действие считается наиболее надежным и точным, если при вертикальном положении сварной ванны обязательно используется электрод диаметром 5 мм;
- инверторами работы проводят на коротком промежутке дуги, так как на большом расстоянии применяют сварочный аппарат с другими электродами и сплавами металлов.
Как толщина покрытия влияет на диаметр стержня
С помощью точных расчетов применяют оптимальный размер и выбирают возможные параметры оборудования – диаметр электрода с поправкой коэффициентами:
- Д – электроды с толстым покрытием – 1,8;
- С – контакты со средним покрытием – 1,45;
- М – стержни с тонким покрытием – 1,2.
В зависимости от толщины материала выбирается сила тока для дуговой сварки. Всегда соблюдается длина дуги – чем меньше расстояние зазора между электродом и сварочной ванной, тем удобнее контроль за глубиной рабочего процесса. Короткая дуга позволяет избежать дефектов – если немного увеличить расстояние, образуется прожог, зазор, маленькие наплывы. В производстве горизонтального шва таких вопросов не возникает.
Способ создания шва отрывом электрода
Больше эффективности дает сварка с отрывом электрода. Данный способ подходит для новичков, так как позволяет понять, где образуется большое количество шлака. Для сварки с отрывом электрода самым подходящим вариантом является рутиловый стержень. Медленно работая с верхним слоем и перемещая на минимальную длину электроды, мастера с опытом делают ровные аккуратные швы. На контактной строительной поверхности можно добиться нормального валика и отсутствия дефектов – нет необходимости делать зачистку рабочей области.
Новичкам сложнее начинать работу с вертикальными листами или элементами конструкции. Лучше сначала очень внимательно посмотреть видео, чтобы понять, каким образом происходит стекание расплава и сделать защиту, далее до конца обеспечивая увеличение сварочной ванны. Рутиловые электроды обеспечивают слишком быстрый поджиг дуги, поэтому именно вариант с отрывом на несколько миллиметров может обеспечить непрерывность работы и медленное формирование шва в горизонтальном и вертикальном направлении.
Начинающим сварщикам лучше выбрать подходящий электрод по параметрам задания – толщине листа, типу поверхности, месту соединения, другим нюансам. Создавая шов, следует подобрать силу тока и тщательно соблюдать технику безопасности – выбрать хорошие краги, маску со смотровым окном, чтобы отслеживать появление шлака, других проблем. Первый практический опыт может быть не очень удачным, но, следуя советам и отзывам опытные сварщиков, можно научиться выбирать электроды и проводить самостоятельные сварочные работы в домашних условиях.