Потребность гнуть пластиковые трубы становится востребованной при определённых условиях, когда нужны изгибы с большим радиусом и необычной конфигурации. Сгибать полимерные трубы различных размеров, имеющих различную толщину стенок, - это вполне допустимая практика. Для решения задачи используются методы термической обработки термопласта с учётом радиусов и условий потока трубопроводов. Изгибанием здесь успешно достигается задача создания неправильных углов и U-образных форм, что всегда востребовано на монтаже.
Как гнуть пластиковые трубы в полевых условиях?
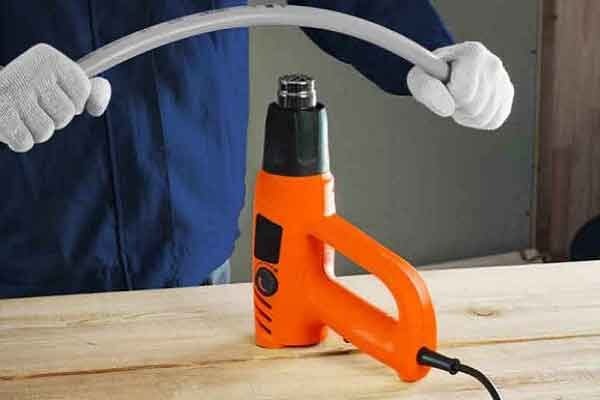
Успех процесса сгибания термопласта трубчатой формы требует соответствующего количества тепла, равномерно прикладываемого к участку требуемой длины. Однако трудноисполнимой становится задача гнуть пластиковые трубы в полевых условиях. Как работать здесь, учитывая, что используемый метод нагрева должен обеспечивать необходимое количество тепла на требуемой длине трубы за разумное время?
Существует несколько распространённых методов нагрева пластиковых труб под применение в полевых условиях. Эти методы предполагают:
- нагрев горячим воздухом,
- электрический камерный нагрев,
- нагрев электрическим одеялом,
- нагрев спиральным элементом,
- использование беспламенных газовых горелок.
Температуры, необходимые для технологичного прогрева трубчатого термопласта, зависят от параметров размера и требуемого радиуса изгиба.
Как правило, трубчатый материал ПВХ следует нагревать температурным диапазоном 100°C - 135°C, минимально воздействовать по времени с целью достижения равномерного размягчения пластика. Если подвергать пластик высокотемпературному воздействию под изгиб в течение продолжительного времени, такая практика ведёт к искажениям структуры и деформации материала.
Следует избегать локального перегрева термопласта. Успешно сделать изгиб под малым углом (< 30°), с минимальной деформацией, вполне реально в нижнем диапазоне температур (до 100°C) без внутренней поддержки. Значительные изгибы под углом (> 30°) пластика требуют уже верхнего диапазона температур (120°C - 135°C), а также внутренней поддержки.
Что такое внутренняя поддержка? В частности, это заполнение внутритрубного пространства мелкозернистым песком или перлитом перед нагревом. Такой подход обеспечивает внутреннюю поддержку, необходимую для предотвращения искривления/разрушения стенки. Также создаётся оптимальная среда для равномерного распределения тепла в процессе нагревания.
Как безопасно гнуть пластиковые трубы?
По большей части, процедуры гибки пластика, как правило, вызывают напряжение стенки трубы. Создаваемое напряжение способно воздействовать на термопласт и после формирования радиуса изгиба. Величина возникающего напряжения зависит от параметров:
- силы изгиба,
- диаметра,
- толщины стенки,
- метода изгиба.
Это остаточное напряжение добавляется к напряжениям материала по умолчанию, создаваемым внутренним давлением, процедурами монтажа и воздействием температуры. Следовательно, гнуть пластиковые трубы рекомендуется ограниченно, а именно с применением умеренных температур, когда не используются максимальные рабочие давления.
Использование наполнителя во время процесса гибки также не исключает проявления некоторых дефектов внутренней поверхности в зависимости от применяемого метода. Попытка гнуть трубчатый термопласт трубопровода жёсткой структуры при слишком низких температурах неизбежно создаст чрезмерное напряжение материала. Соответственно, появляется риск нарушения физических характеристик.
Как сгибать пластиковые трубы по инструкции?
Определённые меры предосторожности перед выполнением процедур термической гибки пластиковых трубчатых изделий применяются обязательно. Все работы необходимо выполнять внутри хорошо проветриваемого технического помещения. Обязательно пользоваться защитной одеждой:
- очки,
- перчатки,
- фартук и т. д.
Такой профессиональный подход – залог предотвращения отравлений, повреждений, травм.
Рабочую пластиковую область запрещается обрабатывать открытым пламенем и подвергать существенному перегреву. Если выполняется изгиб под углом более 30 градусов, дополнительно применяется внутренняя поддержка (опора) с целью исключения деформаций термопласта.
Широко распространёнными способами применения внутренней трубной поддержки (опоры) является наполнение внутритрубного пространства мелкозернистым речным песком или перлитом. Также допустимо использовать спиральные металлические элементы или поддержку создаваемым внутри давлением.

В случае применения наполнителя, нужно обеспечить качественное уплотнение среды наполнителя перед изгибанием. Цель – устранить образование пустотелых областей (карманов). Концевые трубные части следует заглушать пробками (заглушками).
Минимально допустимым радиусом изгиба считается параметр, соответствующий не менее чем 5-ти кратному размеру наружного диаметра трубы. Соблюдать такое соотношение нужно для предотвращения возможного перекручивания термопласта.
Рекомендуется перед началом работ рассчитать требуемую длину изгиба с учётом требуемого угла сгиба. По результатам расчёта применить нагрев только к рассчитанному параметру длины на короткий интервал времени. Для расчётов используются параметры:
L = расчётная длина,
R = заданный радиус,
π = 3.142,
α = заданный угол сгиба.
Формула расчёта: L = (R * α * π) / 180;
Пример расчёта:
Требуется рассчитать общую длину пластиковой области под изгиб на угол 90° до радиуса 50 мм. Применяется указанная выше формула:
L = (50 * 90 * 3.14) / 180
Соответственно, требуемая длина (участок пластика) под сгибание = 78,5 мм или с учётом округления этого значения, получается – 79 мм.
Какие процедуры выполнить после изгиба?
Завершение процесса изгиба традиционно сопровождается применением к области высокотемпературного воздействия охлаждения, например, водой. Этот процесс помогает зафиксировать структуру - сохранить изменения материала под нужным углом.
По факту формирования и охлаждения, применённый для поддержки наполнитель удаляется из внутренней трубной области. Дополнительно внутренняя трубная область подлежит промывке водой с целью удаления остаточного мусора.
Чтобы обеспечить точное изготовление формы, рекомендуется применять стандартные шаблоны под сгиб, нагрев, охлаждение или универсальные приспособления. Учитывая характеристики восстановления пластика, материал рекомендуется гнуть с небольшим выбегом за пределы желаемого радиуса.