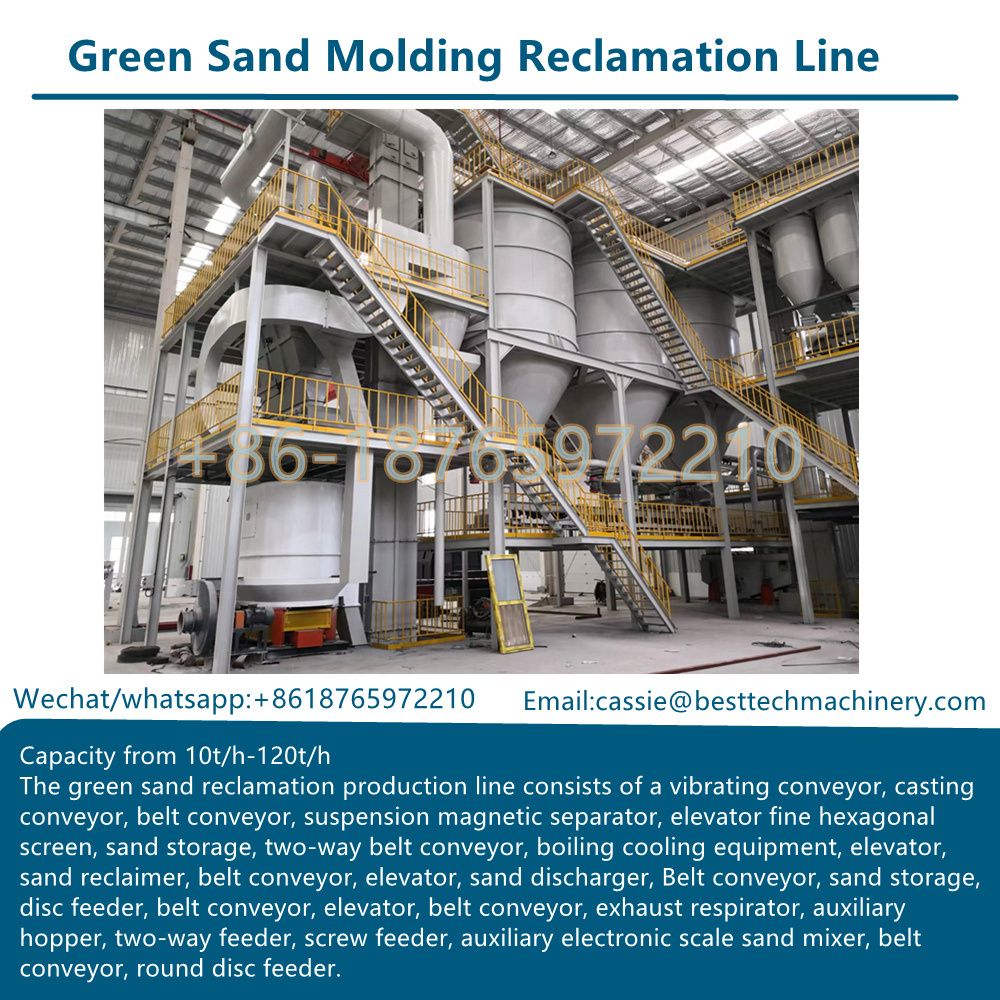
Литейный завод по формованию сырых песков — это промышленное предприятие, на котором производятся отливки с использованием процесса формования в сырые пески, одного из наиболее широко используемых методов литья металлов. «Зеленый песок» представляет собой смесь песка, глины, воды и добавок, которая представляет собой универсальное и экономически эффективное решение для изготовления форм в литейной промышленности.
Вот обзор ключевых компонентов и процессов на заводе по формованию сырого песка:
1. Система подготовки песка:
Основой любого завода по формованию зеленого песка является система подготовки песка, в которой зеленый песок смешивается для достижения нужной консистенции и свойств для формования. Эта система включает в себя:
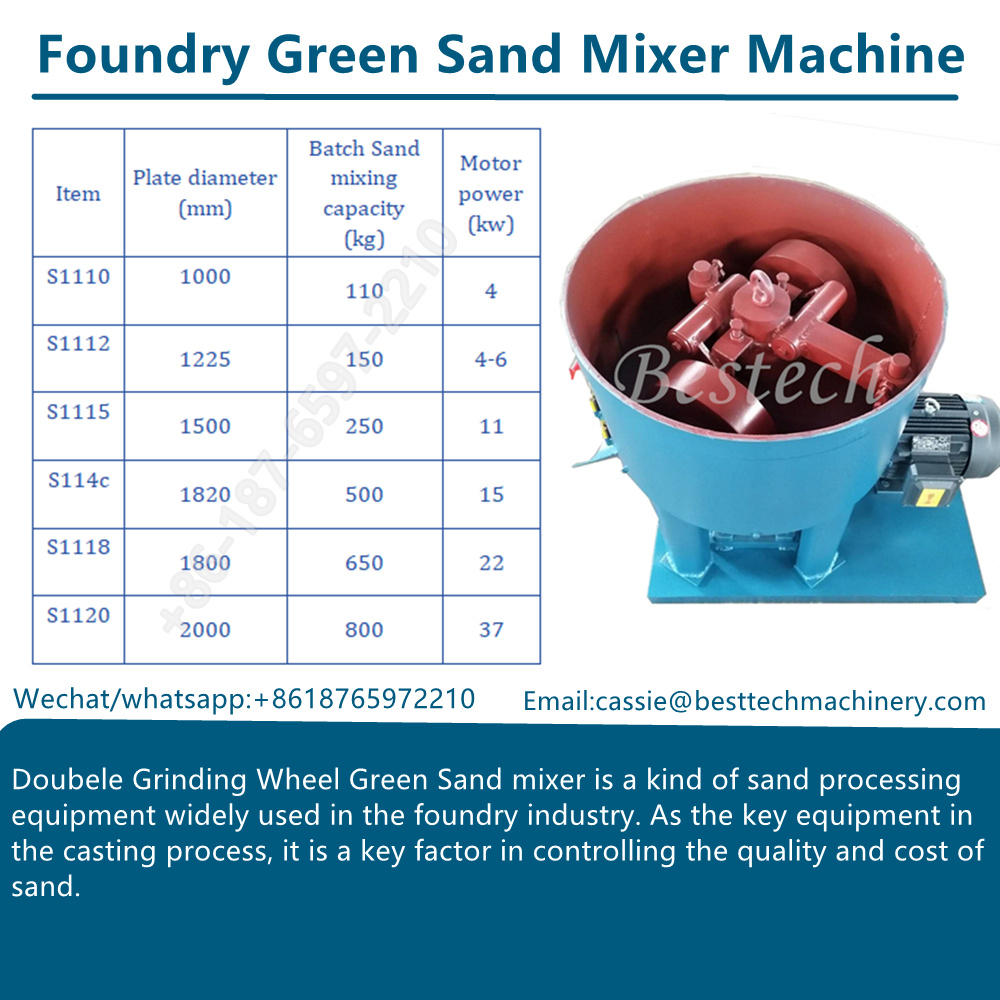
Мюллеры: машины, которые перемешивают песчаную смесь для равномерного смешивания песка, глины, воды и других добавок. Качество песчаной смеси имеет решающее значение для изготовления прочных и однородных форм.
Системы контроля влажности: датчики и контроллеры обеспечивают необходимый уровень влажности в песке, что имеет решающее значение для стабильности формы.
Добавки: такие материалы, как бентонитовая глина, угольная пыль или органические связующие вещества, добавляются в песок для улучшения его прочности связывания, формовочных свойств и качества поверхности отливок.
2. Формовочные машины:
На литейных заводах из сырого песка используется несколько типов формовочных машин:
Формовочная машина с толчком: это наиболее распространенный тип, в котором песок уплотняется в форму с помощью сочетания тряски (вертикальной вибрации) и давления сжатия.
Автоматические формовочные линии. Для крупносерийного производства полностью автоматизированные формовочные линии создают формы с высокой скоростью, что снижает потребность в ручном труде и повышает эффективность.
Машины для формования со спичечными пластинами: в этих машинах используется шаблон со спичечными пластинами, который содержит как верхнюю часть (верхнюю половину формы), так и перетяжку (нижнюю половину формы). Это обеспечивает высокую точность и повторяемость.
3. Система обработки пресс-форм:
После того, как формы созданы, с ними аккуратно обращаются, чтобы избежать повреждений. Система перемещения форм может включать конвейеры, краны или карусели, которые транспортируют формы от формовочной станции к зоне разливки.
4. Разливочная станция:
После подготовки форм в полость формы заливают расплавленный металл, который принимает форму отливки. Металл можно разливать вручную или автоматически, в зависимости от конфигурации установки.
Ручная заливка: обычно используется на небольших литейных заводах или в сложных отливках, где необходима точность.
Автоматизированная заливка: на крупных заводах используются автоматизированные системы для контроля скорости и объема разливаемого металла, что обеспечивает однородность и снижает количество дефектов.
5. Охлаждение и затвердевание:
После заливки расплавленный металл охлаждается и затвердевает внутри формы. Требуемое время зависит от размера и сложности отливки, а также типа используемого металла.
6. Вытряска и регенерация песка:
После затвердевания отливки форма разбивается и песок отделяется от отливки. Этот процесс называется «вытряской», и его часто выполняют на вибростоле или конвейере, чтобы эффективно удалить песок.
Система регенерации песка: сырой песок после вытряски отправляется обратно в зону подготовки песка, где он очищается, охлаждается и снова смешивается для повторного использования. Такая переработка песка значительно снижает материальные затраты и экологические отходы.
7. Отделка литья:
После вытряски необработанные отливки проходят процесс отделки, который может включать:
Резка и шлифовка: удаление литников, стояков и лишнего металла, оставшегося в процессе литья.
Дробеструйная очистка: используется для очистки поверхности отливок, удаления слоев песка и оксидов для достижения более гладкой поверхности.
Термическая обработка: иногда необходима для улучшения механических свойств отливки, таких как прочность и твердость.
8. Система сбора пыли:
Установки для формования сырого песка выделяют пыль во время таких процессов, как формование, выбивка и регенерация песка. Эффективная система пылеулавливания необходима для поддержания качества воздуха на предприятии и защиты здоровья работников.
Основные характеристики установок для формования зеленого песка:
Экономичность: использование зеленого песка экономично, поскольку он легко перерабатывается и требует минимального обслуживания.
Универсальность: подходит для отливок широкого диапазона размеров: от небольших деталей до крупных и сложных отливок.
Высокие темпы производства: автоматизированные линии формования из сырого песка могут производить большое количество форм за короткий промежуток времени, что делает этот процесс идеальным для массового производства.
Превосходное качество поверхности: формы из сырого песка позволяют получить отливки с хорошей отделкой поверхности, хотя это может зависеть от сложности формы и отливки.
Экологическая устойчивость: зеленый песок можно использовать повторно, а процесс рекультивации помогает сократить количество отходов и сохранить ресурсы.
Приложения:
Автомобильная промышленность: литье в сырые пески широко используется для изготовления блоков двигателей, корпусов трансмиссий и других сложных автомобильных деталей.
Аэрокосмическая промышленность: такие компоненты, как лопатки турбин и детали самолетов, производятся с использованием форм из сырого песка.
Тяжелое машиностроение: Отливки для крупных промышленных машин и оборудования обычно производятся с использованием форм из сырого песка.
Строительство: Чугунные изделия, такие как трубы, крышки люков и фитинги, часто отливаются с использованием процессов литья из сырого песка.
Таким образом, завод по формованию сырым песком предлагает экономичный, гибкий и устойчивый метод производства металлических отливок в самых разных отраслях промышленности.
Wechat/Whatsapp:+8618765972210