Холодная сварка — это процесс сварки в твёрдом состоянии, который требует небольшого или нулевого нагрева для соединения двух или более металлических поверхностей вместе. Первое научное доказательство холодной сварки было зафиксировано в 1724 году, когда два свинцовых шарика были соединены вместе путем скручивания после приведения их в соприкосновение. В 1940-х годах процесс холодной сварки был официально признан общим явлением материалов, когда две чистые металлические поверхности, прижатые друг к другу, прилипали к контакту в вакууме.
Несмотря на то, что на освоение холодной сварки ушли годы, для некоторых отраслей промышленности она стала незаменимой технологией, поскольку представляет собой простой, но гениальный процесс.
Холодная сварка — это твердотельный процесс, при котором металлы соединяются без нагрева, используя высокое давление для создания прочных металлургических связей.
Холодная сварка требует тщательной подготовки, поскольку металлические поверхности должны быть чистыми и свободными от оксидных плёнок, чтобы обеспечить прочное соединение.
Холодная сварка особенно ценна в таких отраслях, как аэрокосмическая и электронная, где крайне важно избегать тепловой деформации.
Холодная сварка применима только к пластичным неуглеродистым металлам и менее эффективна на неровных поверхностях.
Что такое холодная сварка?
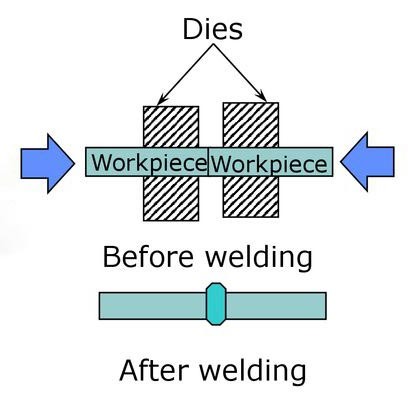
Нахлесточные соединения, выполненные холодной сваркой, имеют уменьшенное поперечное сечение; стыковые соединения создают заусенец, который впоследствии удаляется.
Холодная сварка, также известная как сварка давлением или контактная сварка, представляет собой процесс, который соединяет две чистые металлические поверхности вместе, используя достаточное давление для создания металлургических связей. В отличие от других процессов сварки, которые используют тепло и расплавленный материал для сплавления металлов вместе, холодная сварка имеет возможность соединять металлы без тепловой энергии, создавая почти идеальную связь между материалами.
При нормальных атмосферных условиях поверхность металла реагирует с кислородом, создавая оксидный слой. Этот оксидный слой действует как барьер, который не позволяет атомам образовывать связь. Чтобы очистить металлы для холодной сварки, оксидный слой удаляется путем резки , чистки щеткой или с помощью других механических и химических методов.
Металлы должны быть хотя бы немного пластичными и не подвергаться сильной закалке. Другим ограничением этого процесса является то, что металлы не могут содержать углерод. Холодная сварка лучше всего работает, когда она проводится в вакууме, где нет кислород.
Не все знакомы с холодной сваркой, поскольку это нетрадиционный процесс, который отличается от общей идеи сварки, где задействовано тепло. Лучше всего понять некоторые так называемые методы холодной сварки, которые на самом деле являются процессами горячей сварки, в которых используется либо токопроводящий электрод, либо поверхность.
Сварка MIG
Холодный перенос металла — это процесс сварки плавлением, в котором для создания сварных соединений используется электрическая дуга. Этот процесс сварки MIG ошибочно называют холодной сваркой, поскольку тепло, подаваемое в сварочную ванну, на 90% меньше, чем при обычном процессе MIG.
Холодная сварка TIG
Так называемые холодные сварные швы TIG достигаются путем значительного снижения подачи тепла и точного приложения электрической дуги к крошечной точке всего на долю секунды. Тепло быстро рассеивается, поэтому этот метод не обеспечивает плавления и эффективен только при соединении тонких листов металла.
Процесс холодной сварки
В качестве предварительного условия процесса холодной сварки металлы очищаются путем удаления оксидных слоев с поверхности с помощью проволочной щетки или резки поверхностей. После удаления поверхностных загрязнений металлы могут быть спрессованы под высоким давлением с использованием промышленных машин.
Эта процедура сварки работает на микроструктурном уровне между атомами металла, поскольку электроны будут перемещаться между двумя чистыми поверхностями, которые соприкасаются. Холодная сварка прочна с небольшим количеством примесей и грубых участков, но также может быть заметно слабее, если присутствуют загрязнения или неровности поверхности.
Кроме того, время между подготовительным процессом очистки металлов и фактическим процессом холодной сварки имеет решающее значение. Это временное окно коротко, так как атомы на чистой поверхности металла начинают реагировать с атмосферой. Длительное воздействие может оставить исключительное количество примесей, которые впоследствии повлияют на прочность соединения. Эти примеси могут быть обнаружены с помощью различных методов неразрушающего контроля .
Для этого относительно простого метода сварки требуется лишь небольшое количество инструментов: проволочная щётка для удаления поверхностного оксидного слоя и аппарат для холодной сварки под давлением, позволяющий свежеобработанным металлическим деталям вступить в контакт.
Аппарат для холодной сварки под давлением
Типичный аппарат для холодной сварки давлением содержит механизм для приложения давления (пробивной пресс), пробивной инструмент или матрицы, которые действуют как направляющие для металлов, ролики для проволоки или листов, а также статическую нагрузку для приложения давления механическим или пневматическим способом.
При холодной сварке проволоки подбирается матрица нужного размера для проволоки, которая затем помещается в машину для холодной сварки. Чаще всего машины для холодной сварки проволоки оснащены гильотиной для обрезки концов металла с целью удаления оксидных слоев и получения ровных поверхностей.
Затем две проволоки или полосы соединяются с помощью высокого давления. В зоне контакта двух металлических поверхностей создается вспышка, а излишки металла удаляются. Холодные сварочные проволоки и очень тонкие листы полностью используются в полупроводниковой промышленности, где детали компактны и чувствительны.
Размеры аппаратов для холодной сварки давлением могут сильно различаться в зависимости от типа и размера материала. Они могут варьироваться от ручных устройств, которые в основном используются для холодной сварки медной проволоки, до аппаратов, которые управляются пневматически.
Металлы, пригодные для холодной сварки
Металлы с похожей структурой и цветные мягкие металлы лучше всего подходят для холодной сварки, но соединение разнородных металлов также достижимо. Вот некоторые из наиболее распространенных металлов, которые часто подвергаются холодной сварке:
Алюминий (включая марки 2xxx и 7xxx, которые обычно считаются несвариваемыми)
⦁ Медь
⦁ Цинк
⦁ 70/30 Латунь
⦁ Никель
⦁ Серебряные сплавы
⦁ Золото
⦁ Нержавеющая сталь
Применение холодной сварки
Сверхтонкие золотые нанопроволоки можно соединить за считанные секунды с помощью механического контакта. Испытания показали отличные результаты, поскольку сварные швы имеют ту же кристаллическую ориентацию