Цепнодолбежные станки
Цепнодолбежные станки служат дли выборки в деталях гнезд прямоугольного сечения„ Для долбления гнезд под шипы и замки на цепнодолбежных станках применяют фрезерные цепочки, представляющие собой комплект резцов, шарнирно закрепленных заклепками. Цепочки выпускаются толщиной 8 ... 20мм (ГОСТ 22459—77), что соответствует ширине гнезда.
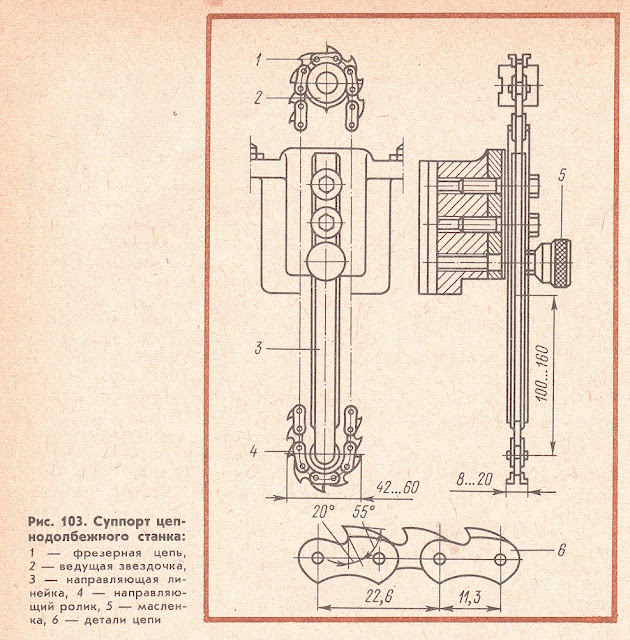
Рис. 103. Суппорт цепнодолбежного станка:
1 - фрезерная цепь, 2 - ведущая звездочка, 3 - направляющая линейка, 4 - направляющий ролик, 5 - масленка, 6 —- детали цепи
На цепнодолбежном станке ДЦА-3 обрабатывают детали высотой до 200, шириной до 160 MhAs выбирают гнезда длиной до 320 мм, глубиной до 160 мм. Станок представляет собой чугунную станину, по направляющим которой перемещается суппорт (рис. 103). На суппорте расположена режущая головка, состоящая из цепи 1, направляющей линейки 3 и приводной звездочки 2. Натяжение режущей цепи регулируется натяжным устройством путем передвижения линейки 3 вверх или вниз. На станине находится стол, который можно перемещать в продольном и поперечном направлениях.
До начала работы станок нужно наладить. Наладка станка заключается в правильной установке направляющей линейки, упоров, стола и линейки с фрезерной цепью, Стол устанавливают таким образов чтобы можно было выбирать гнезда нужной глубины. На стол кладут заготовку (деталь), прижимая ее продольной кромкой к направляющей линейке, а торцом к упору. Для выборки гнезда нужной длины регулируют величину продольного перемещения стола. При работе следят за тем, чтобы цепь была хорошо натянута, подавалась плавно, с равномерным нажимом. По мере углубления цепи подачу постепенно уменьшают. Во избежание образования сколов у' краев гнезда применяют подпорный брусок, Нерабочую часть цепи и звездочку ограждают.
Шлифовальные станки
Для придания обработанной поверхности деталей и изделий высокого класса шероховатости, снятия провесов у створок, форточек, фрамуг, рамочных дверей, калибрования плитных материалов применяют шлифовальные станки. В зависимости от конструкции шлифовальные станки подразделяются на ленточные, дисковые и цилиндровые. Ленточные станки бывают узколенточные со свободной лентой ШлСЛ-2 и ШлСЛ-З — для обработки криволинейных поверхностей; с неподвижным столом ШлНС-2 и ШлНС-3 — для обработки плоских поверхностей; с подвижным столом ШлПС-7; широколенточные ШлКб, ШлК8 — для обработки плоских поверхностей; трехцилиндровые ШлЗЦ12-2 (с верхним расположением цилиндров) и ШлЗЦВ19-1 (с нижним расположением цилиндров) — для обработки плоских поверхностей щитов дверей и снятия провесов в переплетах.
Режущим инструментом шлифовальных станков является шлифовальная шкурка, состоящая из бумажной или тканевой основы, на которую наклеены абразивные зерна из стекла, кремния и других материалов высокой твердости. В зависимости от величины зерен шкурки подразделяются на номера.
До начала работы ленту надо склеить для чего один конец ленты на длине примерно около 50 мм очищают от абразивных зерен. После схватывания клея ленту надевают на шкивы так, чтобы наружный конец на шве был расположен по ходу движения шкива, Так как в процессе работы лента вытягивается, ее периодически натягивают с помощью шкивов.
При настройке станка на стол кладут деталь и, передвигая стол по высоте, определяют требуемое его положение.
После обработки партии деталей шкуркой одного номера ее обрабатывают шкуркой другого номера до получения нужной шероховатости поверхности.
Трехцилиндровые шлифовальные станки имеют гусеничную или вальцовую подачу. Станок ШлЗЦ12-2 с гусеничной подачей и верхним расположением цилиндров служит для шлифования деталей и изделий шириной до 1250, длиной от 450 и толщиной 3...150 мм. Детали и изделия в станок подаются со скоростью 3...15 м/мин. Привод цилиндров от индивидуальных электродвигателей. Цилиндры покрыты фетром. На первый цилиндр наматывается крупнозернистая шкурка для грубой шлифовки, на второй—средняя для удаления следов грубой шлифовки, на третий мелкозернистая для получения поверхности высокого качества.
Перед навивкой на цилиндры шкурку раскладывают на ровном месте, слегка увлажняют с гладкой стороны и накрывают щитом на 30 мин.
Склеенные части должны иметь направление, совпадающее с направлением вращения цилиндра. После навивки шкурки устанавливают стол так, чтобы расстояние между ним и цилиндрами равнялось толщине шлифуемой детали.
Детали подлежащие шлифованию, сортируют, с тем чтобы в обработку не попали детали покоробленные, крыловатые и т. п. Подают детали в станок одну за другой и двумя или тремя параллельными потоками в пределах ширины станка. Обычно станок обслуживают двое рабочих.
Как укрепить крышу здания видео