Продольно-фрезерные станки
После раскроя пиломатериалы имеют неровную, шероховатую поверхность, риски, покоробленность и ряд других дефектов, устраняемых фрезерованием. В процессе фрезерования также получают выверенную поверхность, по которой можно выверить остальные, поверхности. Для продольного фрезерования используют фуговальные, рейсмусовые и четырехсторонние продольно-фрезерные станки, Обычно на фуговальных станках фугуют под прямым углом пласть и кромку, ориентируясь на которые при дальнейшем фрезеровании на четырехстороннем продольно-фрезерном станке получают деталь правильной формы.
Как укрепить крышу здания видео
- Оглавление Построить простой дом, дачу
На фуговальных станках выравнивают поверхности заготовок по плоскости и в угол. Станки бывают с ручной и механической подачей. Станины фуговальных станков делают чугунными литыми, на них монтируют электродвигатель привода ножевого вала, передний и задний столы, между которыми вращается ножевой вал. Ножевой вал имеет два—четыре тонких ножа, которые закрепляются на нем клиновым устройством и выступают над кромкой стружколомателя на 1...1,5 мм.
Передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний — ниже на толщину снимаемой стружки.
Фуговальный односторонний станок с механической подачей СФК6-1 снабжен автоподатчиком конвейерного типа с бесступенчатым приводом подачи, Использование вала с серповидными ножами снижает шум от работы станка. На станке можно обрабатывать материал шириной до 630 мм, с наибольшей глубиной снимаемого слоя 6 мм. Частота вращения ножевого вала 5100 об/мин. Скорость подачи 7...30 м/мин. Суммарная мощность электродвигателей 10 кВт.
Фуговальные станки с автоматической подачей двусторонние применяют для одновременного фрезерования пласти и кромок у заготовок. В отличие от односторонних двусторонние станки кроме горизонтального вала оборудованы вертикальной ножевой головкой, которой фрезеруют кромку заготовки. К вертикальной головке и горизонтальному валу заготовки подаются автоподатчиком.
Работают на станке с ручной подачей следующим образом: рабочий осматривает заготовку с обеих пластей, после чего кладет ее на переднюю плиту стола и правой рукой берет за торец, надвигает на ножевой вал, придерживая плотно левой рукой до момента, когда передний конец заготовки пройдет ножевой вал, после чего левой рукой прижимает заготовку к задней плите. Обрабатывают заготовки с вогнутой стороны. Подавать их на ножевой вал надо равномерно, без рывков, толчков. Фрезеруют заготовки до образования чистой поверхности. В станки с механической подачей заготовки подают одну за другой, т. е. торец в торец.
Качество обработки проверяют так: складывают фугованные заготовки обработанными кромками или пластями и, если между ними нет просветов (зазоров), обработка считается удовлетворительной. Если между кромкой и пластью заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы установлены не параллельно в продольном и поперечном направлениях. Непрострожка по ширине получается при отклонении ножевого вала относительно плоскости заднего стола.
Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение, открывающееся лишь при проходе заготовки и автоматически закрывающееся после ее обработки., Короткие заготовки обрабатывают с помощью прижимной колодки.
Рейсмусовые станки предназначены для обработки заготовок на заданный размер по толщине и создания у них строго параллельных сторон (плоскостей). Станки выпускаются односторонними с одним ножевым валом.
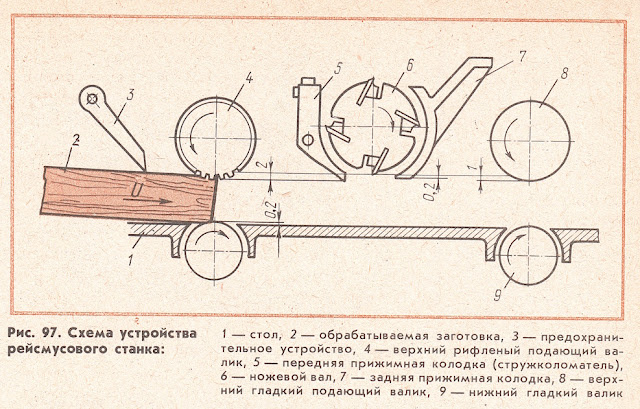
Рис. 97. Схема устройства рейсмусового станка:
1- стол, 2-—обрабатываемая заготовка, 3 — предохранительное устройство, 4 — верхний рифленый подающий валик, 5 —передняя прижимная колодка (стружколоматель), 6 — ножевой вал, 7 — задняя прижимная колодка, 8 — верхний гладкий подающий валик, 9 — нижний гладкий валик
для фрезерования заготовок с одной стороны и двусторонними с двумя ножевыми валами — для одновременной обработки двух плоскостей, В рейсмусовые станки подают заготовки, прошедшие обработку на фуговальных станках.
Схема рейсмусового станка приведена на рис. 97. Стол 1 станка перемещается вверх и вниз подъемным механизмом» Устанавливают стол в зависимости от толщины обрабатываемых заготовок. Сзади ножевого вала 6 имеется прижимная колодка 7, предотвращающая вибрацию обрабатываемого материала. Перед подающими валиками 4 устанавливается предохранительное устройство 3, состоящее из когтей, которые нанизаны на вал^ и предотвращают выбрасывание обрабатываемого материала.
Односторонний рейсмусовый станок СР6-9 — базовая модель серии аналогичных односторонних станков. Он имеет ножевой вал и кожухи с шумопонижающим устройством и надежную когтевую защиту. Материал подается секционным валиком. На станке фрезеруют материалы шириной до 630, толщиной 5...200 и длиной 400 мм и более. Скорость подачи 8=ОП24 м/мин, Частота вращения ножевого- вала 4570 об/длин.
На станине 1 двустороннего рейсмусового станка С2Р8-3 (рис. 98) расположен верхний блок с верхними подающими вальцами и верхним ножевым валом, стол 2 и нижний ножевой вал. При фрезеровании на этом станке обеспечивается взаимная параллельность обрабатываемых плоскостей. На нем имеются специальные выносные приспособления для заточки и фугования ножей, контроля точности установки ножей. На станке можно фрезеровать детали шириной до 800 мм, длиной от 450 мм и более и толщиной 10... 160 мм. Подача материала бесступенчатая 4... 24 м/мин, частота вращения ножевых валов 4100 об/мин. Мощность электродвигателей 24,6.кВт. Обслуживают станок двое рабочих.
Подавать заготовки нужно торец в торец, используя всю ширину стола. После обработки материал не должен иметь заколов, вырывов, ворсистости, рисок, Мшистость, ворсистость получаются при фрезеровании сырого материала или обработке тупыми ножами, непрострожка — при неплотном прижатии валиками заготовки к столу, неодинаковом выступе лезвия ножей из вала м неодинаковой толщине заготовки.
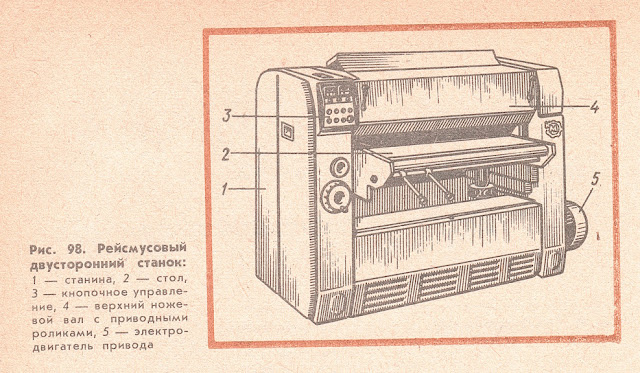
Рис. 98. Рейсмусовый двусторонний станок:
1- станина, 2 — стол, 3 —- кнопочное управление, 4 —- верхний ножевой вал с приводными роликами, 5 — электродвигатель привода
До начала работы следует проверить правильность установки ножей, остроту их заточки. Ножевой вал должен быть огражден. Обрабатывать заготовки, длина которых меньше расстояния между передними и задними валами, не допускается. Чистить, налаживать и ремонтировать станок на ходу запрещается.
Четырехсторонние продольно-фрезерные станки предназначены для одновременного четырехстороннего плоскостного и профильного фрезерования досок, заготовок, 'брусков и брусьев. На станке С16-2А обрабатывают детали столярных изделий, шкафов, плинтусы, наличники, на станках С26-2М, С25-2А, С25-ЗА -—бруски оконных и дверных коробок, доски для покрытия пола и др.
Четырехсторонний продольно-фрезерный станок (рис. 99) представляет собой чугунную станину В, на которой расположены стол, механизмы резания и подачи, приводимые в движение от электродвигателей. Механизм резания состоит из двух или трех горизонтальных и двух вертикаль» ных ножевых валов, механизм подачи — из вальцово-гусеничной системы.
До начала работы устанавливают хорошо заточенный инструмент (ножи, фрезы), после чего по образцу детали настраивают подающий механизм, линейки, упоры, прижимы. Прижимные механизмы (ролики, линейки) устанавливают таким образом, чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать. Подающие (верхние) валики регулируют так, чтобы при их опускании брусок мог пройти под ними,
После настройки пропускают через станок несколько пробных брусков \л, определив, что геометрические размеры правильны и качество обработки соответствует требованиям, приступают к работе. Подают заготовки торец в торец. Короткие заготовки обрабатывают в кратных размерах по длине, а затем торцуют.
Рис. 99. Четырехсторонний продольно-фрезерный станок:
1— суппорт пятого нижнего калевочного шпинделя, 2 — суппорт верхнего горизонтального шпинделя, 3 — правый вертикальный шпиндель, 4 — суппорт нижнего горизонтального шпинделя, 5 — механизм подачи, 6 — прижимное горизонтальное устройство, 7 —- суппорт левого вертикального шпинделя, 8 — станина, 9 — направляющие линейки, 10 —-опорные плиты, 11 — прижим
Неровная поверхность при фрезеровании получается при вибрации станка и неотрегулированных ножевых валах, выхваты на концах — при обработке изогнутых заготовок и плохой регулировке прижимов, искаженный профиль — при неправильной установке ножей, фрез на вертикальных головках. Несоответствие паза и гребня образуется при неточной установке или заточке фрез. Работать на станке без ограждений запрещается. Чистить, налаживать и регулировать станок на ходу не допускается.
Для обработки древесины на строгальных станках применяют ножи и фрезы. Ножи плоские с прямолинейной режущей кромкой для фрезерования древесины (ГОСТ 6567—75) бывают двух типов: без прорезей (тонкие) толщиной 3 мм и с прорезями (толстые) толщиной 10 мм. Тонкие ножи шириной 25, 32 и 40, длиной 25...1610 мм устанавливают на круглых ножевых валах, головках, а толстые ножи шириной 100, 110, 125, длиной 60...310 мм — на ножевых головках.
До установки ножи должны быть хорошо наточены и отбалансированы. Крепят их к валу, головке равномерно, затягивая болты поочередно от середины к краям.
Различают фрезы насадные и концевые, цельные и составные (набор фрез, скрепленных штифтами). Для обработки столярно-строительных деталей применяют преимущественно фрезы насадные составные. При регулировании одной фрезы относительно другой сохраняются угловые параметры и после заточки профиль остается неизменным. Диаметр фрез 80...180 мм.
Для гладкого фрезерования применяют фрезы дереворежущие насадные цилиндрические сборные (ГОСТ 14956—79) диаметром 80...140, высотой 40...260 мм, имеющие четыре вставных ножа.
Для выработки пазов и гребней применяют насадные затылованные фрезы. Этими фрезами выбирают пазы шириной 4,».12 мм в досках толщиной 28 и 36 мм.
Для фрезерования прямоугольных продольных и поперечных пазов в древесине и клееной древесине на фрезерных, четырехсторонних продольно фрезерных станках и автоматических линиях применяют насадные дисковые, пазовые, дереворежущие фрезы с напаянными пластинами (ГОСТ 11291—81). Фрезы бывают двух типов: для продольных пазов и для поперечных пазов с подрезающими зубьями. Фрезы оснащаются пластинами из твердого сплава, либо из быстрорежущей стали. Фрезы выпускаются диаметром 125, 1 60 и 180 мм, шириной 4...20 мм. Они должны быть хорошо заточены, режущие кромки зубьев фрез должны быть без трещин, завалов, выкрашиваний, заусениц и др.
Для гладкого и профильного фрезерования используют фрезы, имеющие 4,,.8 резцов. Устанавливать фрезы проще и работать с ними безопаснее, чем с ножами.
Школа построенная во времена Сталина И. В.
Как сделать простой декоративный габион видео