
Покрытие металлами - технология нанесения покрытия на другой материал. Процесс придаёт поверхности изготовленных деталей ряд желаемых физических, химических свойств и определённый внешний вид. Почти все изделия, изготовленные из металла или содержащие металлические компоненты, имеют тот или иной вид обработки поверхности. Обработка покрытием повышает фактор прочности и твёрдости, предотвращает коррозию, придаёт объекту привлекательный внешний вид.
Традиционные технологии и новое покрытие металлами
Технология гальваники видится недорогой, вполне надёжной, эффективной. Эта техника покрытия металлами применима к изделиям самых разных форм и размеров. Однако традиционные технологии гальванического покрытия часто приводят к неравномерной отделке поверхности и сопряжены с проблемами загрязнения окружающей среды.
Популярность химического покрытия возросла по причинам улучшения стабильности раствора, циклов предварительной обработки, восстановителей и оборудования. Кроме того, химическое покрытие обеспечивает равномерную толщину и отложения, особенно в глубоких выемках, нишах, глухих отверстиях.
Альтернативные методы нанесения покрытий металлами, такие как физическое (PVD - Physical Vapor Deposition) и химическое (CVD - Chemical Vapor Deposition) осаждение из паровой фазы, рассматриваются более привлекательными. Также следует отметить термическое напыление. Эти технологии сокращают количество загрязнённых сточных вод, образующихся при нанесении покрытия, но имеют высокие затраты на единицу покрытия.
Существует более четырёх десятков (46) различных процессов, регулируемых стандартами обработки металлов, предлагающих различные технологии и рабочие этапы. Некоторые из наиболее распространённых технологий нанесения покрытия рассматриваются ниже.
Процесс электроосаждение (гальваническое покрытие)
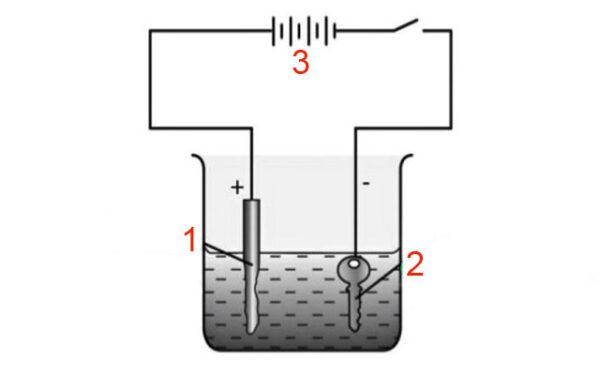
Гальваника используется для изменения свойств поверхности металлической детали путём добавления покрытия металлом под действием электрического тока. Этот же процесс нередко именуют «электроосаждение». Покрываемый объект здесь получает отрицательный заряд и погружается в раствор, содержащий соль осаждаемого металла.
Соответственно, ионы металлов соли несут положительный заряд и притягиваются к объекту. Предварительная обработка поверхности химическими или механическими средствами важна для гальванического покрытия. Очевидно - успешная адгезия поверхностного покрытия зависит от удаления загрязнений и плёнок с подложки.
Кроме того, на толщину наносимого слоя влияет геометрическая форма и контур объекта. Объекты с острыми углами и элементами получают более толстые отложения на внешних углах и более тонкие отложения в углублённых областях. Обусловлено это увеличенной плотностью тока на выступающих точках по сравнению с точками менее доступными.
Эта характеристика гальванического покрытия ограничивает применение к объектам с неровными поверхностями, углублениями или скрытыми отверстиями. Некоторые металлы, используемые в гальванике, включают:
- алюминий,
- латунь,
- бронзу,
- кадмий,
- медь,
- хром,
- железо,
- свинец,
- никель,
- олово,
- цинк.
Также нередко затрагиваются драгоценные металлы, например, золото, платина, серебро.
Различные типы покрытий получают за счёт контроля параметров:
- напряжение,
- сила тока,
- температура,
- время пребывания и чистота растворов в ванне.
Применение гальваники многогранно. Это недорогой и простой метод, широко применяемый в производстве электроники, оптики, в автомобильной промышленности. Хромирование, в частности, применяется для повышения коррозионной стойкости металлических деталей.
Процесс химическое никелирование
Химическое никелирование работает без электричества. Действие процесса чисто химическое. Покрытие достигается за счёт ионного обмена металлов с использованием химического восстановления в горячем водном растворе. Химическое никелевое покрытие металлов однородно. Никель не скапливается в углах или на выступах.
Наплавленный металлический слой имеет одинаковую толщину на всех поверхностях детали независимо от формы. Такого эффекта невозможно достичь, к примеру, посредством технологии электроосаждения. Типичная толщина химического покрытия составляет 0,013 - 0,025 мм.
Химические покрытия металлов, наносимые на широкий спектр основных материалов, обеспечивают исключительную твёрдость и устойчивость к износу и коррозии. Детали, подлежащие покрытию, однако, требуют предварительной обработки, как и каждый тип материала.
Свойства осаждения слоя химического никеля и характеристики компонента с покрытием зависят от содержания фосфора, чистоты, подложки, предварительной обработки и толщины покрытия. Растворы химического никеля работают в среде с pH 4–9 при температуре о25 - 92°C. Скорость покрытия раствора составляет 2 - 25 мкм/ч. Толщина отложений, образующихся на деталях, зависит от условий эксплуатации и времени.
Химические никелевые покрытия допускают термическую обработку для улучшения стойкости к истиранию, повышения твёрдости, улучшения адгезии. Температура термообработки , как правило, не ниже 240°С. Для получения максимальной твёрдости необходимо обрабатывать детали при температуре 400°С в течение 1 часа.
При термообработке достигается твёрдость около 1000 V P N (по «Виккерсу») или HK 0,05/HV 0,1 (по «Кнупу»). Толщина покрытия для технических целей варьируется от 0,012 мм до 0,038 мм с твёрдостью около 48 - 52 по шкале «Роквелла». Когда покрытие подвергается термообработке при Т=400°C в течение одного часа, получаемая твёрдость варьируется от 58 до 64 по шкале «Роквелла».
Процесс покрытия методом анодирования
Процессом анодирования создаётся покрытие, как на поверхности, так и непосредственно в металле. Обычным считается исполнение на алюминии для защиты и косметических целей. Тонкие покрытия 2 - 25 мкм допустимо наносить на большинство деталей из алюминия.
Анодирование относится к электрохимическому окислению металла в подходящем электролите, к примеру, серная кислота, в различных концентрациях. Когда температура и плотность тока контролируются, оксид алюминия развивается как на поверхности, так и в структуре алюминия.
Покрытие проникает в основной металл настолько, насколько скапливается снаружи. Термин «толщина» включает как нарастание, так и проникновение. Мягкое анодирование относится к покрытиям, полученным в электролитах, работающих при комнатной температуре.
Мягкие анодированные покрытия металлами имеют тенденцию оставаться более пористыми и допускают окрас в самые разные цвета. Поскольку покрытие является составной частью основного металла, анодированные покрытия очень прочны и не подвержены скалыванию в тяжёлых условиях эксплуатации.
При твёрдом анодировании электролиты работают при более низких температурах. Химическое воздействие на оксид алюминия происходит медленнее. Но в итоге получается более твёрдое и толстое покрытие металлами, чем при мягком анодировании.
Процесс науглероживание (карбонизация)
Науглероживание (карбонизация) – процесс введение углерода в поверхностный слой стали с низким содержанием углерода. Технология включает нагрев компонентов в жидкой или газообразной углеродсодержащей среде. Временные и температурные параметры обработки контролируют глубину проникновения углерода в структуру поверхности.
Наиболее типичная температура науглероживания составляет 950°C. Правда, допустимы более низкие температуры для уменьшения деформации или улучшения контроля допуска глубины гильзы. С целью равномерного науглероживания и затвердевания, а также для контроля деформаций, требуются одинаковые температуры.
Важно поддерживать температуру стали, а не только температуру печи. После науглероживания изделие либо медленно охлаждают для последующей закалки, либо закаливают непосредственно в различных жидкостях.
Сочетание твёрдой поверхности и мягкого внутреннего слоя выдерживает очень высокие нагрузки и усталость, а также обеспечивает низкую стоимость и превосходную гибкость в производстве. Шестерни, шариковые и роликовые подшипники, поршневые пальцы - это частые объекты науглероживания.
Процесс осаждения из паровой фазы
Метод физического осаждения из паровой фазы (PVD) наносит покрытие одновременно на весь объект, а не на отдельные участки. Технология PVD является процессом модификации поверхности внутри вакуумной камеры при нагреве до 400ºC. Процесс физического осаждения из паровой фазы направляет концентрированную высокоэнергетическую плазму на поверхность металла.
Толщина покрытия составляет примерно 2 - 4 микрона (0,002 - 0,004 мм), что обеспечивает улучшенную коррозионную стойкость. Все процессы твёрдого покрытия физическим осаждением из паровой фазы сочетают следующее:
- способ нанесения металла,
- комбинация с активным газом (азот, кислород, метан),
- плазменная бомбардировка подложки для обеспечения плотного твёрдого покрытия.
Методы физического осаждения из паровой фазы различаются способами получения паров металла и деталями создания плазмы. Основными методами являются:
- ионное покрытие,
- ионная имплантация,
- напыление,
- лазерное легирование поверхности.
Химическая утилизация паров является разновидностью технологии. Различия здесь заключаются в способе преобразования газов. Процесс происходит в вакуумной камере, заполненной реагирующим химическим паром, нагретым до температуры не ниже 900ºC.
Технология плазменное напыление
Плазменное напыление является процессом высокоскоростного пламенного покрытия. Метод позволяет получить плотное высококачественное покрытие, поддающееся механической обработке. При плазменном напылении порошки впрыскиваются в поток плазмы с целью расплавления материала. Расплавленный материал перемещается и закрепляется на подложке. Толщина покрытия здесь определяется:
- размером исходного сырья для порошков,
- размером капель для дугового напыления,
- размером распыленных капель.
Покрытия обычно наносят толщиной 0,076 - 0,25 мм, но технология допускает получение толщины до 0,51 мм без ухудшения свойств покрытия.
Плазменное напыление улучшает, защищает и изменяет свойства поверхности для многих целей, включая восстановление размеров, тепловые барьеры, проводимость, износостойкость и химическую стойкость. Плазменное напыление используется для обработки волокон и текстиля, где требуется долговечное износостойкое покрытие.
Процессы плазменного напыления применяют для покрытия:
- электронных компонентов,
- автомобильных узлов,
- медицинских инструментов,
- реактивных двигателей,
- конструкционных деталей,
- ортопедических имплантатов,
- прочих потребительских товаров.
Важные параметры измерения покрытия металлами
Параметры твёрдости и толщины являются важными параметрами материалов для покрытия. Эффективность, долговечность и стоимость конечного продукта зависят не только от соответствующего выбора материала покрытия, но также от нанесённого количества и конечной текстуры поверхности.
Параметр твёрдости определяет свойство материала, которое позволяет сопротивляться деформации. Однако это не внутреннее свойство материала, диктуемое точными определениями в терминах основных единиц массы, длины и времени. Значение свойства твёрдости является результатом определённой процедуры измерения.
Испытания на твёрдость характеризуют материалы и определяют, подходят ли материалы для использования по назначению. Все тесты на твёрдость, отмеченные далее, предполагают использование индентора особой формы, значительно твёрже испытуемого образца.
Индентор вдавливается в поверхность образца с определённым усилием. Для определения значения твёрдости измеряется либо глубина, либо размер отпечатка. Установление корреляции между результатом твёрдости и требуемым свойством материала делает испытания на твёрдость полезными в промышленных и научно-исследовательских приложениях.
На практике применяются четыре основные шкалы твёрдости:
- Роквелл.
- Бринелл.
- Викерс.
- Микротвердость («Кнуп»).
Каждая шкала предполагает использование алмазного индентора особой формы. Индентор вдавливается в материал с определённой силой в соответствии с определённой процедурой испытания. Значения твёрдости определяются путём измерения либо глубины проникновения индентора, либо размера образовавшегося отпечатка.
Все шкалы расположены так, что значения твёрдости увеличиваются по мере упрочнения материала. В современных методах, таких как «Роквелл» или «Бринелль», используется минимальная нагрузка - 5 грамм силы.
Однако полученная вмятина может оказаться слишком большой для тонкоплёночного покрытия, а нижележащий слой мешает точному измерению твердости. Поэтому для тонких покрытий разработан тест на твёрдость при сверхнизкой нагрузке – тест на микротвердость.
Метод испытаний «Роквелл»
Метод испытаний по «Роквеллу» является наиболее часто используемым методом определения твёрдости. Этот метод проще в выполнении и более точен, чем другие. Метод «Rockwell» используется для всех металлов, за исключением случаев, когда структура испытуемого металла или состояние поверхности сильно различаются. Когда углубления чрезмерно велики для применения или когда размер (форма) образца не позволяют применение.
Испытание на твёрдость по «Роквеллу» измеряет глубину отпечатка, произведенного предварительным и полным испытательным усилием. Сначала прикладывается предварительное испытательное усилие - нулевое (опорное) положение. Затем прикладывается дополнительное испытательное усилие для достижения общего требуемого испытательного усилия.
Эта дополнительная сила удерживается в течение заданного периода времени и снимается, но предварительное испытательное усилие все ещё применяется. Индентор достигает конечного положения при приложении предварительного усилия, а расстояние, пройденное от основного положения нагрузки, измеряется и преобразуется в число твёрдости.
Метод определения твёрдости «Бринелль»
Метод определения твёрдости по «Бринеллю» заключается в процедуре вдавливания испытуемого материала шариком закаленной стали (карбида). Диаметр отпечатка, оставленного на испытуемом материале, измеряют микроскопом с малым увеличением. Число твёрдости по «Бринеллю» рассчитывается путём деления прилагаемой нагрузки на площадь поверхности углубления.
По сравнению с другими методами определения твёрдости, шарик «Бринелля» делает наиболее глубокую и широкую вмятину. Соответственно, при испытании твёрдость усредняется по большему количеству материала, что более точно учитывает многозернистую структуру и любые неоднородности материала.
Метод «Бринелля» успешно подходит для достижения объёмной твёрдости (макротвёрдости) материалов с гетерогенной структурой. Некоторые из применений, где используется критерий твёрдости по «Бринеллю»:
- поковки (отливки),
- запчасти тяжёлых грузовиков (бульдозеров),
- блоки и головки двигателей,
- неоднородные материалы,
- корпуса,
- пружины,
- разные крупные детали.
Метод определения твёрдости «Виккерс»
Методом определения твёрдости по «Виккерсу» используется индентор, представляющий правильную пирамиду с квадратным основанием и углом 136 градусов между противоположными гранями. Две диагонали отпечатка, оставшегося на поверхности материала после снятия нагрузки, измеряют с помощью микроскопа и рассчитывают среднее значение.
Рассчитывается площадь наклонной поверхности отпечатка. Твёрдость по «Виккерсу» – это частное, полученное путём деления нагрузки на квадратный миллиметр площади вдавливания. Тест «Виккерса» имеет два диапазона силы:
- микро (10 - 1000 грамм).
- макро (1 - 100 кг).
Индентор одинаков для обоих диапазонов, а значения твёрдости по «Виккерсу» непрерывны во всем диапазоне твёрдости металлов (HV100 - HV1000). Преимущества теста на твёрдость по «Виккерсу» заключаются в получении точных показаний. Только один тип индентора применяется для всех типов металлов и обработки поверхности.
Метод определения микротвердости («Кнуп»)
Метод определения микротвёрдости в соответствии со стандартом «ASTM E-384» определяет диапазон нагрузок с использованием алмазного индентора для создания отпечатка, который измеряется и преобразуется в значение твёрдости. Существует два типа инденторов микротвёрдости:
- Алмаз формы пирамиды с квадратным основанием (тестер «Виккерса»).
- Индентор формы узкого ромба (тестер «Кнупа»).
Как правило, грузы здесь лёгкие, от нескольких граммов до одного или нескольких килограммов. Под микротвердостью понимают статические отпечатки, выполненные при нагрузках не более 1 кг/с. Процедура тестирования напоминает процедуру стандартного теста на твёрдость по «Виккерсу». Отличие - микроскопический масштаб и более точные инструменты.
Прецизионные микроскопы, используемые для измерения вмятин, имеют увеличение примерно в 500 раз и точность измерения +0,5 микрометра. Как и тест по «Виккерсу», тест на микротвердость по «Кнупу» имеет широкий диапазон испытательных усилий. Соответственно, допустим к применению практически на любом металлическом материале. . Основным применением теста на микротвёрдость является измерение твёрдости тонкопленочного покрытия.
Параметр толщины покрытия
Покрытия, наносимые на основные материалы, обеспечивают свойства, не присущие основе:
- коррозионную стойкость,
- износостойкость,
- электропроводность,
- цвет,
- способность к пайке.
Количество покрытия, нанесённого на материал (толщина покрытия), имеет решающее значение для конечного применения и стоимости продукта. Поэтому на практике используют четыре неразрушающих метода измерения толщины покрытия:
- Рентгеновская флуоресценция.
- Вихретоковый метод.
- Магнитная индукция.
- Обратное бета-рассеяние.
Каждый метод разработан для получения рентабельных, точных и воспроизводимых результатов. Подходит для определённого сочетания покрытия и подложки.
Методика рентгеновская флуоресценция
Когда материал подвергается бомбардировке рентгеновскими лучами, часть электронов приобретают энергию и покидают атом, высвобождая фотон рентгеновской энергии (рентгеновская флуоресценция). Уровень энергии или длина волны флуоресцентного рентгеновского излучения пропорционален атомному номеру атома и характерен для конкретного материала.
Количество выделяемой энергии зависит от толщины измеряемого материала. Рентгенофлуоресцентный блок состоит из рентгеновской трубки и пропорционального счётчика. Испускаемые фотоны ионизируют газ в области счётчика пропорционально энергии этих электронов. Так анализируется спектр для определения материала и толщины.
Рентгеновская флуоресценция является наиболее точным методом измерения. Методика используется для измерения толщины деталей малого диаметра или двойных покрытий, таких как золото и никель поверх меди.
Методика вихревых токов
Методика вихревых токов применяется для неразрушающего измерения толщины непроводящих покрытий на подложках из цветных металлов. Вихретоковый контроль основан на принципах электромагнитной индукции, соответственно, имеет много общего с методом электромагнитной индукции.
Магнитно-индуцированные вихревые токи создают противоположное магнитное поле, которое изменяет реактивное сопротивление цепи и выходное напряжение. Изменение выходного напряжения используется для расчёта параметра толщины. Вихретоковые датчики дают результаты измерений, отображаемых на ЖК-дисплее.
Типичный допуск метода составляет ±1%. Тестирование чувствительно к шероховатости поверхности, кривизне, толщине подложки, типу металлической подложки и расстоянию от края. Посредством метода вихревых токов:
- обнаруживают трещины,
- измеряют толщину материала,
- измеряют толщину покрытия,
- измеряют проводимость.
Методика магнитная индукция
Магнитная индукция используется для измерения толщины немагнитного покрытия (цинк, кадмий, краска, порошковое покрытие и т. д.) на стальной подложке. Большинство покрытий на стали и железе измеряются таким образом. Система датчиков является частью цепи трансформатора, которая реагирует на присутствие магнитного материала.
Эффективность схемы и выходное напряжение увеличиваются, когда зонд приближается к магнитной поверхности, обеспечивая параметры, которые можно использовать для измерения расстояния (толщины покрытия) от магнитной поверхности.
Методика обратное бета-рассеяние
Метод обратного бета-рассеяния практически аналогичен флуоресцентному рентгеновскому методу. Здесь также измеряется энергия, излучаемая с поверхности. Бета-лучи - электроны, испускаемые нестабильными радиоизотопами. Электроны проникают в материал покрытия и отражаются обратно по направлению к источнику.
Отражённые электроны собирают и подсчитывают с помощью трубки Гейгера-Мюллера с целью последующего преобразования в параметр толщины. Метод измерения обратного бета-рассеяния в соответствии со спецификацией «ASTM B567» позволяет измерять толщину в разных типичных случаях:
- золото на никеле,
- медь на эпоксидной смоле,
- серебро на меди,
- нитрид титана на стали,
- сплавы олова и свинца.
Выбор конкретного метода определяется материалом, типом подложки, параметром толщины, размером и формой детали. Все вышеперечисленные методы неразрушающего контроля используются в коммерческих целях. Разрушающие методы измерения толщины редко используются вне стен лабораторий.