
Распиливание конструкционных материалов: секреты эффективной резки
Распиливание конструктивных материалов — это сложный процесс, который предполагает прерывистое резание. Почти во всех случаях лезвие работает в режиме разреза очень короткое время по сравнению с общим размером материала. Это также затрудняет выбор важных зубьев.
Конструктивные формы требуют резки разной ширины одним и тем же лезвием. Эффективная резка конструктивных форм заключается в поиске и сборке правильных частей сложной головоломки. Для этого необходимо подобрать полотно с правильным шагом зубьев, формой, зазубринами и материалом или материалами для конкретного применения. Но это также включает в себя множество других факторов, таких как обработка заготовки и ориентация.
Для начала полезно ознакомиться с выбором конструкции ленточнопильного полотна. Некоторые из них существуют уже много лет, другие новы, но все они направлены на то, чтобы облегчить поиск и подгонку деталей головоломки друг к другу.
Шаг зубьев — это расстояние от одного конца зуба до следующего. Оно может быть постоянным или переменным. Ленточнопильные полотна с переменным шагом режут все конструктивные детали, трубы и цельные заготовки плавно и быстро. Благодаря тому, что у них различные размеры зубьев и глубина канавок, существенно снижается уровень шума и вибраций.
Постоянный шаг зубьев имеет одинаковое расстояние, глубину канавки и угол наклона по всей длине. Такие зубья обычно предназначены для резки общего назначения.
У переменного шага зубьев размеры и глубина разные. Это позволяет свести к минимуму защемление лезвий при резке многих конструктивных форм. Шаг определяется как количество зубьев на дюйм или 25 мм. Для резки более тонких профилей требуется более мелкий шаг или больше зубьев на дюйм. Для толстых профилей требуются более крупные шаги. Выбирайте более крупный шаг для увеличения скорости резания и более мелкий шаг для лучшей отделки.
Особенности резки двутавровых балок
Конструктивные формы часто представляют особые трудности. При резке двутавровых балок фланцы могут составлять 0,25 дюйма, а полотно — 6 дюймов, 8 дюймов или даже больше. Для резки материала толщиной 0,25 дюйма может быть предпочтительным полотно с переменным шагом зубьев 10-14 (от 10 до 14 зубьев на дюйм). Однако для заготовки диаметром 8 дюймов обычно требуется более крупный зуб, например, с шагом 3-4 или 2-3.
Традиционно операторы шли на компромисс и выбирали, возможно, шаг в 4-6 зубьев. Он слишком крупный для 0,25-дюймового сечения, приводя к «шлепающему» срезу, при котором напряжение заставляет лезвие дергаться вертикально и шлепать по поверхности материала при резании. Но оно также слишком тонкое для сечения 8 дюймов, что может вызвать проблемы с нагрузкой. Слишком мелкий или крупный шаг для данной работы подвергает лезвия воздействию экстремальных нагрузок и значительно сокращает срок службы лезвия.
Для решения этих проблем производители пильных полотен разработали изделия, которые, как правило, более устойчивы к усталости. Лезвия, предназначенные для строительных работ, имеют более толстый зуб для обеспечения более прочного основания, а также положительные углы наклона. Зубья направлены вперед в направлении разреза, интенсивно вдавливаясь в материал. Такая конструкция обеспечивает хорошее сочетание производственных возможностей, а также более длительный срок службы полотна.
Набор зубьев
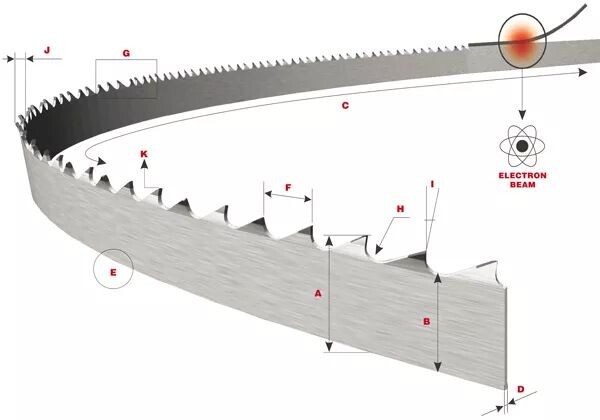
Набор зубьев, то есть наклон зубьев влево и вправо, обеспечивает зазор для перемещения лезвия через пропил, помогая очищать его от стружки (I на рисунке 1). Набор зубьев также может влиять на эффективность резки полотна и качество получаемой поверхности.
Производители могут выбирать из множества типов набора зубьев (см. Рисунок 2). Они варьируются от обычных до узкоспециализированных, таких как наборы трапециевидных зубьев, которые создаются путем приваривания твердосплавных компонентов к подложке из сплава, а затем точной шлифовки для создания формы зубьев. Смотрите на кромки зубьев прямо, и кончики будут иметь трапециевидную форму, что и дает название набору зубьев.
Рисунок 2: Типы наборов зубьев
Волнистый набор зубьев состоит из групп зубьев, которые установлены с каждой стороны полотна в разной степени в контролируемом порядке. Такой набор используется на лезвиях с мелким шагом зубьев для резки тонких листов, труб и профилей.
Альтернативный набор зубьев представляет собой повторяющуюся последовательность зубьев, устанавливаемых попеременно слева и справа. Этот набор позволяет выполнять резку быстро, хотя поверхность может быть неровной.
Производители, занимающиеся резкой конструктивных форм, часто выбирают набор гребневых зубьев. Наиболее распространённый вариант для различных областей применения, который имеет повторяющуюся последовательность установки зубьев влево и вправо, за которыми следует один неустановленный зуб (или прямой). Частота снятия зубьев с лезвий с переменным шагом меняется в зависимости от конфигурации зубьев. Набор рейкообразных пил обычно используется для резки толстых материалов и обеспечивает гладкую поверхность.
Стратегии крепления пакетов
При резке в пучок вероятность перемещения материала во время резки может значительно возрасти, в зависимости от того, какой материал связывается. Например, круглый материал имеет тенденцию к вращению, что приводит к преждевременному затуплению лезвия и увеличению вероятности зачистки зубьев.
Чтобы избежать этого, обязательно используйте гнездовые зажимы или какие-либо другие средства зажима материала со всех сторон. Хотя некоторые производители приваривают концы материала для предотвращения вращения, это никак не снижает вибрацию на срезанном конце материала.
Вторая проблема — это размер. Выбор лезвия имеет решающее значение при резке конструкционных материалов и не в меньшей степени при резке пучков конструкционных материалов. При выполнении строительных работ ленточная пила может выполнять одновременную резку заготовок различной геометрии, включая как углы, так и сплошные формы. При выборе лезвий для этого вида резки пучков учитывайте ширину цельных заготовок и толщину конструкционных форм.
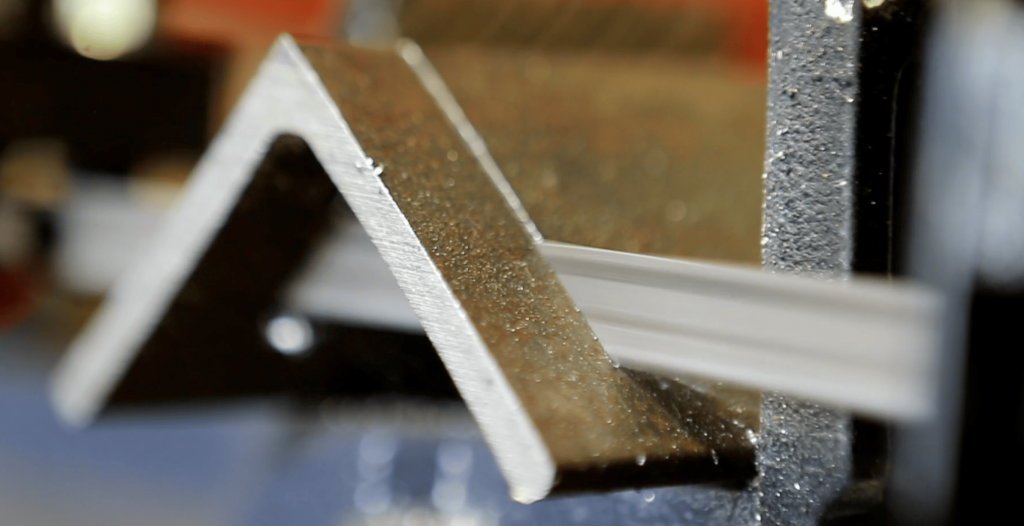
Обратите внимание на L-образную форму обычного углового станка с двумя рычагами. Если ленточная пила режет только под углом, находясь вертикально, лезвие сначала соприкасается с вертикальным рычагом, а затем, ближе к концу цикла, внезапно соприкасается и разрезает горизонтальный рычаг на всю ширину. По этой причине угол, который режется отдельно, часто ориентируется с вытянутыми вниз ножками (см. Рисунок 3).
Подходящие станки и лезвия могут выдерживать высокие нагрузки, но правильная стратегия крепления и связывания может снизить эти нагрузки. Когда дело доходит до нагрузок при резке ленточной пилой, лучше меньше. Например, при сборке конструкционных форм нет ничего необычного в том, что сплошной квадратный или прямоугольный брус окружён несколькими угольниками, при этом оба выступа плотно прилегают к сплошной форме.
Большинство производителей при выборе полотен ориентируются в первую очередь на сплошную часть пучка, поскольку на неё приходится наибольшее количество разрезаемой стали. Опять же, ожидается, что лезвие будет выполнять множество задач, поскольку оно прорезает твёрдое тело, а также толщину кронштейна цельного куска углового железа.
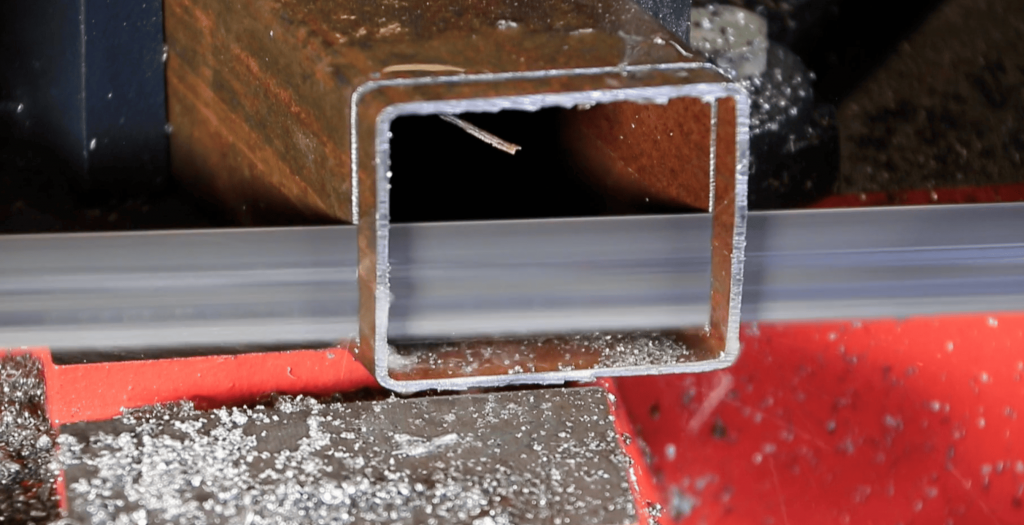
Независимо от сложности крепления — будь то резка в связке или по отдельности — важна ориентация конструктивной детали. Например, квадратные конструкционные трубы можно закреплять в алмазной ориентации, чтобы свести к минимуму зацепление зубьев и снизить нагрузки при резании на протяжении всего цикла.
При ромбовидной форме зацепление зубьев в некоторой степени постоянно на протяжении всего процесса резки. Если бы эта квадратная труба была установлена ровно, зацепление зубьев сразу же подскочило бы при резке плоской верхней стороны, мгновенно снизилось бы для боковых стенок, а затем снова подскочило бы для нижней стороны.
Конечно, регулировка угла резания (см. Рисунок 4) может помочь уменьшить эти резкие изменения в зацеплении зубьев. И, опять же, пилы и станки могут быть сконструированы таким образом, чтобы выдерживать очень высокие нагрузки. Однако не следует упускать из виду стратегии связывания или фиксации, которые снижают нагрузки при резании.
Варианты из биметалла
Наибольшей проблемой для любого полотна, режущего конструкционные детали, является постоянное движение пилы в материале, которому подвергаются зубья. Это вызывает чрезмерное усилие сдвига на каждом зубе и приводит к преждевременному выходу из строя. Такие высокие нагрузки при конструкционной резке сделали биметаллические лезвия популярным выбором. Как следует из названия, биметаллическое лезвие сочетает в себе два материала в одном лезвии.
Идеальное ленточнопильное полотно для прерывистой резки должно обладать оптимальной гибкостью (прочностью) и износостойкостью (твердостью). Прочный материал достаточно гибок, чтобы выдерживать сильно меняющиеся нагрузки при прерывистой резке, но быстро изнашивается. Твердый материал медленно изнашивается, но не является гибким.
Биметаллические лезвия сочетают в себе как гибкий, так и износостойкий материал, эффективно обеспечивая лучшее из обоих миров. Вот почему технология биметаллических пил сыграла такую важную роль не только при резке конструкций, но и в ряде видов прерывистой резки и в других областях применения ленточных пил с высокими нагрузками.
Типичное биметаллическое полотно имеет корпус из легированной стали, обеспечивающий гибкость, и оплавленный или скрепленный слой износостойкой быстрорежущей стали (HSS), включающий зубья. Промышленность по производству ленточнопильных полотен разработала различные способы соединения этих двух совершенно разных металлических сплавов. Эти методы включают не только новые технологии соединения, но и новые варианты геометрии получаемых зубьев.
Поскольку каждый биметаллический зуб имеет плавленое или скрепленное соединение, тепло, выделяемое при соединении, действительно имеет значение. Метод соединения, при котором в месте соединения образуется зона чрезмерного термического воздействия (HAZ), может создать зону напряжений, которых невозможно избежать при распиливании. В некоторых случаях ЗТВ может привести к отрыву зубьев от полотна во время операции резки.
Разнородные материалы в биметаллических полотнах соединяются с помощью таких процессов, как лазерная сварка, электронно-лучевая сварка и определенные методы, использующие принципы диффузионного соединения. В обычной установке для лазерной или электронно-лучевой сварки гибкая основа прилегает к тонкой полоске износостойкого материала (как показано черной полосой рядом с электронно-лучевой меткой на рисунке 1). Балка сваривает стык, после чего выполняется резка и доводка геометрии зубьев. В зависимости от конструкции биметаллического лезвия в процессе обработки создается зуб, у которого наконечник состоит из твердого износостойкого материала, а задняя часть — из прочного гибкого материала.
Другой метод (который запатентован) соединения разнородных металлов с использованием принципов диффузионного соединения — низкотемпературного процесса. Две полоски проволоки HSS соединяются по обе стороны от верхнего края материала основы. После склеивания зубья обрезаются. Геометрия соединения увеличивает площадь контакта между HSS и материалом основы и, следовательно, снижает вероятность разрушения на границе раздела материалов (см. Рисунки 5 и 6).
Полученное поперечное сечение зубьев состоит из трех отдельных участков, два из которых выполнены из износостойкого материала, покрывающего материал основы посередине. Это создает более прочное соединение, что значительно снижает вероятность зачистки зубьев. Более толстый зуб в сочетании с особой геометрией зуба ограничивает повреждения, наносимые прерывистым резанием конструкционных форм.
После первоначального использования в поперечном сечении зубьев образуется U-образная канавка глубиной от 0,001 до 0,002 дюйма, что обеспечивает уникальную геометрию зубьев с канавками. Канавка остается постоянной глубины и изнашивается с той же скоростью, что и участки HSS поперечного сечения зубьев. В результате получается кончик лезвия с четырьмя контактными кромками (см. рисунок 5).
Благодаря геометрии желобчатых зубьев при резании образуется двойная, или расщепленная, стружка, каждая из которых образуется двумя секциями HSS по обе стороны основы. Эта стружка мелкая, и, следовательно, ее легко удалить (см. рисунок 6). Расщепленная стружка менее склонна прилипать к зубьям, поскольку обычно она скручивается и отваливается в виде незакрепленных нитей. Более толстая стружка имеет тенденцию склеиваться в плотную массу, что в какой-то момент может негативно сказаться на качестве резки.
Геометрия канавок также обеспечивает увеличение потока охлаждающей жидкости к поверхности резания. Надлежащий поток охлаждающей жидкости не только охлаждает и смазывает лезвие, но и вымывает стружку, которая задерживается в полостях внутри труб.
О снижении нагрузок
Конечно, эффективная распиловка конструкционных профилей требует не только правильного лезвия. В конце концов, ни одно полотно не будет работать должным образом, если оператор неправильно установит его в станок; неправильно уложит материал; не учтет тип и расход охлаждающей жидкости; или выберет неправильные подачи, скорости и угол пропила для конкретного применения. И, конечно же, углеродистая сталь режется совсем иначе, чем алюминий и нержавеющая сталь, а характеристики резки могут варьироваться от станка к станку.
Оптимальное распиливание конструкционных форм — сложная головоломка, но понимание возможностей различных геометрий полотен остается важной частью. То же самое касается ориентации заготовки.
Распиливание по конструкционным формам создает большую нагрузку на пильный диск. В конечном итоге, снижение этой нагрузки делает операцию менее дорогостоящей и намного более эффективной.