Соединение полиэтиленовых труб газопроводов производится двумя способами сварки:
- встык;
- с использованием деталей с закладными нагревателями.
О первом способе рассказано ранее. В этом случае не требуется дополнительных деталей, трубы свариваются торцами. Для второго метода необходимы специальные детали с закладными нагревателями.
Соединительные детали
Общие требования к соединительным деталям для полиэтиленовых газопроводов содержатся в ГОСТ Р 58121.3 «Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен. Часть 3. Фитинги». Стандарт распространяется на различные типы деталей. Нас интересуют раструбные и седловые фитинги с закладными нагревателями – металлическими спиралями, расположенными в детали.
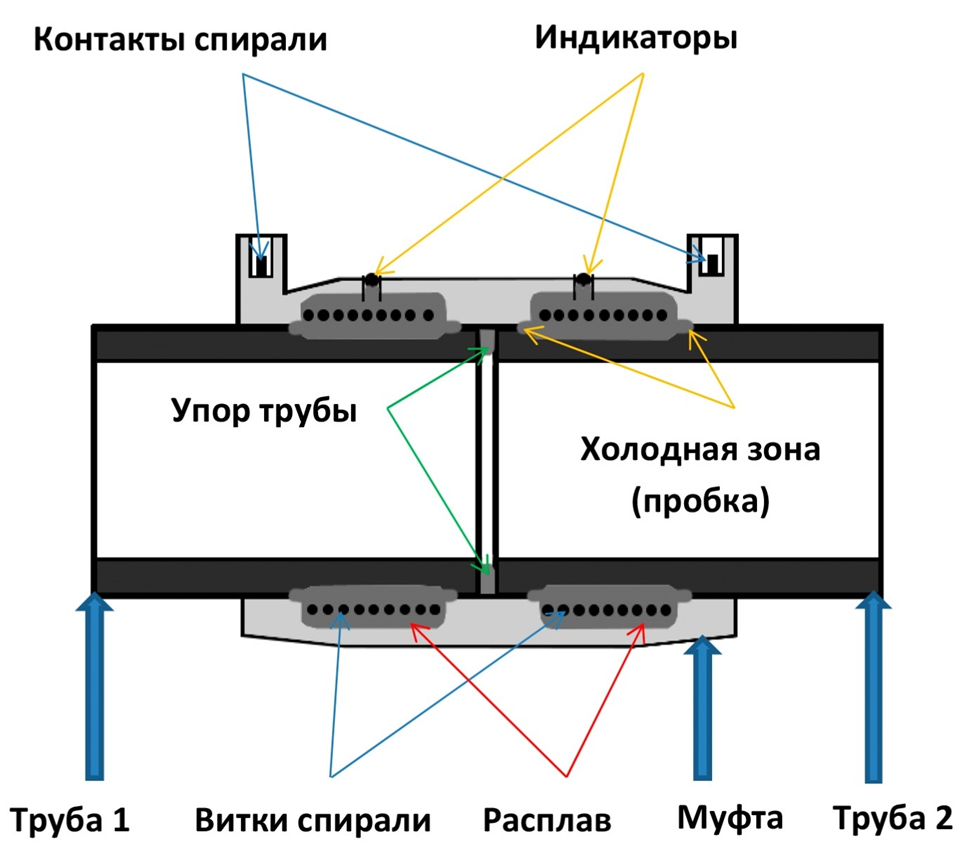
Принцип сварки прост. Трубы вставляют в деталь (рис.1). Сварочный аппарат подключают к контактам и подают напряжение. Спираль разогревается и расплавляет полиэтилен. После охлаждения формируется неразборное герметичное соединение.
Большинство предприятий производит фитинги из полиэтилена низкого давления высокой плотности марки ПЭ100.

Современные сварочные аппараты позволяют установить параметры сварки - время и напряжение, для каждого конкретного фитинга. Они наносятся на деталь в виде штрих-кода, что исключает принципиальные ошибки, такие как, неверный ввод времени и напряжения сварки в ручном режиме. Код фитинга нанесен на каждой детали в форме лейбла (рис.2), что исключает возможность его утери. Интересный факт: способ автоматического кодирования информации о товаре был запатентован в США в далеком 1952 году. Но потребовалось более 20 лет до реального внедрения изобретения. Первой покупкой с использованием штрих-кода стало приобретение жевательной резинки в 1974 году в штате Огайо.
Соединительные детали для полиэтиленовых труб
Полиэтиленовые трубы соединяются неразъемными сварными соединениями, которые выполняют с помощью специальных фитингов. Слово «фитинг» происходит от английского «fitting», производное от fit «прилаживать, монтировать, собирать». Это соединительная часть трубопровода, служащая для разветвления, поворотов, переходов на другой диаметр, а также при необходимости сборки и разборки труб.
Требования к полиэтиленовым фитингам устанавливаются ГОСТ Р 58121.3 «Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен. Часть 3. Фитинги». Стандарт устанавливает общие характеристики фитингов, изготовленных из полиэтилена и предназначенных для транспортирования газообразного топлива.
Фитинги с закладными нагревателями состоят из полиэтиленового корпуса в виде муфты, отвода, перехода и т.п., на внутренней поверхности которого расположена спираль. Спираль может быть открытой, то есть частично выступать из поверхности детали, или покрытой тонким слоем полиэтилена. Открытая спираль обеспечивает постоянную теплопередачу и однородное соединение материалов во время сварки. Качество сварки не зависит от оксидного слоя в фитинге, зона сварки симметрична.
Существуют соединительные детали без закладных нагревателей (отводы, тройники, переходы, заглушки и др.), которые называют гладкими или «спиготами» (рис.3). Если использовать терминологию ГОСТ Р 58121.3, то «спиготы» относятся к деталям с трубным концом, а детали с закладными нагревателями имеют раструбный конец. У фитинга с трубным концом наружный диаметр равен номинальному наружному диаметру соединяемой трубы. Спиготы могут привариваться к трубам встык или деталями с закладными нагревателями.
Фитинги должны иметь гладкие наружную и внутреннюю поверхности. Не допускаются царапины, раковины, пузыри, вздутия, посторонние включения.
Фитинги с раструбными концами
В корпусе муфты с закладными нагревателями (рис.4) расположена спираль, которая имеет контакты для подключения сварочного аппарата. Аналогичную конструкцию имеют раструбные концы иных соединительных деталей: отводов и переходов, а также заглушек. Спираль может быть закрытой, как на рисунке 4, или открытой, то есть выступающей наружу, как на рисунке 5. Второй вариант размещения нагревателя обеспечивает более равномерный и одновременный прогрев фитинга и трубы. Но существует риск повреждения спирали при нарушении технологии монтажа, а именно, при несоосном вставлении конца трубы в деталь.
Внутри муфты посредине расположен упор, который не позволяет вставленной в корпус трубе продвинуться дальше установленного положения. При необходимости упор может удаляться. Существуют муфты, не имеющие упоров. Тогда глубина проникновения трубы определяется как половина длины муфты.
Кроме полнопроходных муфт в качестве фитингов для полиэтиленовых труб используют:
- отводы, которые служат для монтажа поворотов и изменения направления трубопроводов. Самые распространенные - под углом 90 0 (рис.6, а). Вместе с тем, производятся отводы на 110, 300 и 450;
- тройники для ответвлений от трубы, которые могут иметь все три патрубка с закладными нагревателями или два патрубка с закладными нагревателями и один без спирали (рис.6, б);
- переходные (редукционные) муфты, которые служат для изменения диаметра газопровода;
- заглушки.
Для заваривания концов газопроводов условным проходом от 20 до 225 мм, а также в качестве заглушки (условный проход 32 и 40 мм) для заваривания надстройки FRIALEN арматуры для врезки под давлением применяют заглушки MV (рис.7). Они имеют открытую нагревательную спираль, значительную глубину стенок, холодные зоны в торцах и посередине детали, что обеспечивает качественную приварку. FRIALEN арматура для врезки под давлением в отличие от обычных седловых отводов имеет в верхней части гладкую поверхность, что позволяет провести приварку заглушки MV.
Седловые отводы
Для врезки ответвлений в построенные полиэтиленовые газопроводы служат седловые отводы (седелки), которые применяются на водопроводах давлением до 1,6 МПа и газопроводах давлением до 1,0 МПа. Седелки с закладными нагревателями бывают двух типов: устанавливаемые на трубу с помощью отдельного зажима (рис.8, а) или посредством разрезной муфты (рис.8, б). Спираль закладного нагревателя расположена в нижней части отвода, в месте соприкосновения с полиэтиленовой трубой.
В отводе размещается встроенный режущий инструмент - фреза, которая движется по резьбе и приводится в действие шестигранным ключом. При движении по резьбе прорезается стенка трубы – производится фрезерование. Тут самое главное – вовремя остановиться. Известны случаи, когда при врезке фреза проходила дальше и прорезала противоположную стенку трубы. Отводной патрубок седлового отвода может иметь трубный конец или раструбный конец с закладными электронагревателями.
1 – корпус; 2 – контакт для сварки; 3 – фреза; 4 – металлическая гильза; 5 – вращающийся шпиндель; 6 – внутреннее уплотнение в нижнем положении; 7 – внешнее уплотнение; 8 – выходной патрубок
В крановые седелки (вентили для врезки) встроена фреза для врезки в распределительный газопровод, которая в нижнем положении является запорным элементом, перекрывающим поток газа. Вентили для врезки DAV (рис.9) производит компания FRIATEC AG (Германия). Они привариваются к верху распределительного газопровода спиралью закладного нагревателя, для подключения которой к сварочному аппарату служат клемма 2. Такая же клемма расположена с другой стороны. В полиэтиленовом корпусе 1 располагается фреза 3 с жесткими верхним и нижним упорами. Фреза перемещается в металлической гильзе 4. Движение фрезы вверх-вниз происходит при вращении шпинделя 5 из легированной стали. Уплотнение фрезы 6 в нижнем положении состоит из трех колец: полиэтилен – металл фрезы, кольцо, металл фрезы – металл гильзы.
Внешнее уплотнение 7 также имеет три уровня, оно предотвращает выход газа в окружающую среду. Система уплотнений позволяет обеспечить класс герметичности А. Вентили для врезки DAV можно приваривать к полиэтиленовым газопроводам условным проходом от 50 до 400 мм, диаметр выходного патрубка от 32 до 63 мм. Они устанавливаются под ковер, для управления шпинделем имеется телескопическая штанга из нержавеющей стали с длиной до 3 м. При монтаже вентилей для врезки не требуется установка отключающего устройства: крановая седелка выполняет две функции – как устройство для врезки и как запорная арматура.
Для ремонта небольших повреждений поверхности газопровода можно использовать ремонтные накладки (рис.10), которые представляют собой деталь с закладными нагревателями в форме полуцилиндра. Она устанавливается на поверхность полиэтиленовой трубы и приваривается аналогично седелке.
Сварка полиэтиленовых газопроводов деталями с закладными нагревателями чаще всего применяется при небольших диаметрах труб. В результате получаются качественные неразъемные соединения, обеспечивающие герметичность коммуникации в течение всего периода эксплуатации.
Больше статей в сфере промышленной безопасности найдете здесь, а выбрать программу обучения в УЦ "Академия Безопасности" можно здесь.