
Среди основных механических операций станков с ЧПУ под труднообрабатываемые материалы отмечается операция сверление. Эта технология резки металлов фактически охватывает 40-60% общего съёма материала конструктивно-механических деталей разного назначения. Практикуются два типа такого рода операций: получение неглубоких и глубоких отверстий. Первый вариант сопровождается небольшим отношением глубины к диаметру (до 30 мм) и глубиной, не превышающей диаметр более чем в 7 раз. Второй вариант позволяет получать диаметры более 30 мм и большую глубину.
Как сверлить отверстия эффективно?
Факторы проникновения и скорости сверления имеют решающее значение для обрабатывающего оборудования, дополненного ЧПУ, существенно влияют на эксплуатационные расходы. Увеличение скорости проходки сверла на 50%, согласно исследованиям, способствует ежегодной экономии с учётом эффективности загрузки/разгрузки, настройки и смены инструмента, на уровне около 75%.
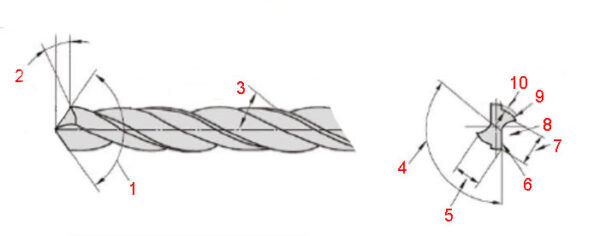
Параметрическая номенклатура спирального сверла показана картинкой ниже по тексту. Базовой номенклатурной геометрией сверла тут выступают элементы:
- угол наклона винтовой дорожки,
- угол при вершине,
- задний угол,
- угол поперечной режущей кромки.
Следует отметить, что передний угол обычно определяется как угол спирали на периферии.
Для сверления обычно используется режущий инструмент, содержащий две или три режущие кромки. Инструмент вращается вокруг своей оси, чем обеспечивается удаление материала через канавку. Здесь режущие кромки непрерывно удаляют материал от заготовки. Этим моментом определяется отличие от токарной обработки, когда постоянно задействована одна режущая кромка.
На спиральном сверле удаление материала происходит путём выдавливания вблизи поперечной режущей кромки (скорость резания в этой конкретной точке сверла незначительна). Однако на режущих кромках материал удаляется процессом среза заготовки. Стружка отправляется вверх по винтовой дорожке сверла, сориентированной под углом к оси инструмента. То есть под углом наклона винтовой дорожки.
Существует множество переменных, которые оказывают влияние на производительность сверла при работе на станках с ЧПУ. Производительность и стойкость инструмента, как правило, выступают главными критериями процесса сверления.
- Материал заготовки.
- Тип станка.
- Концентричность отверстий.
Эти три фактора определяют срок службы инструмента и производительность.
Конструкции инструмента под сверление отверстий
Обрабатывающие производственные станки с ЧПУ требуют использования различных конструкций свёрл. В этом плане выбор имеется достаточно обширный. Но далеко не все конструкции свёрл оптимизированы для конкретного применения к труднообрабатываемым материалам.
Эксперименты с концевым фрезерованием сплавов на основе никеля показали: срок службы инструмента допустимо увеличить на 27-30%. Главное здесь - правильный выбор инструментального материала и покрытия. Однако геометрия высокопроизводительного инструмента не изучалась.
Выбор подходящего инструментального материала и конструкции режущего инструмента в сочетании с новыми достижениями в области покрытий и технологий охлаждения способствуют значительному увеличению срока службы инструмента.
Так, проводились эксперименты по сверлению высокопрочных литых алюминиевых сплавов 308 и 390. Анализировались различные конструкции свёрл, например, с тремя канавками и нулевым углом спирали. Исследовались два типа инструментальных материалов. Режущие инструменты на основе карбида вольфрама показали лучшие характеристики по сравнению с инструментами из быстрорежущей стали.
В рамках исследований рассматривались три типа свёрл, коими проводилось сверление титанового сплава «Ti-6Al-4V». Оценивалось влияние на:
- стойкость инструмента,
- силу тяги,
- энергию,
- образование заусенцев.
Исходя из полученных результатов - срок службы сверла увеличивается на порядок, если используется шпиндель с отверстием для подачи СОЖ и специальная конструкция сверла.
Температурный режим сверления и применение смазки
В условиях стабильных параметров сверления, геометрии сверла со спиральным наконечником и мелкозернистого инструментального материала карбида вольфрама, достижима высокая скорость проникновения при сверлении сплава титана «Ti-6Al-4V».
Но здесь важен температурный режим. Обычно для сквозной подачи СОЖ используется обычная проточная охлаждающая жидкость, а высокое давление применяется для удаления стружки из просверленного отверстия. Так вот, как выясняется, что внутренний метод MQL снижает температуру на границе раздела инструмент-чип на 50%.
Речь идёт о технологии минимального количества смазки (MQL - Minimum Quantity Lubrication). Таковую технологию рекомендуется применять в процессах обработки с использованием обычных смазочно-охлаждающих жидкостей и так называемых наножидкостей.
Сверление материалов из нержавеющей стали показывает: дуплексные сплавы труднее обрабатывать, чем аустенитные сорта. Общая причина плохого поведения при механической обработке обусловлена, прежде всего, не высокой прочностью сплава, а отсутствием неметаллических включений и низким содержанием углерода.
Сверление супердуплексной стали 2507 - сложная задача для свёрл с поперечной режущей кромкой. Тут отмечаются серьёзные повреждения кромки сверла и канавок по краю. Бесконтрольно изменяется зазор корпус/сверло при сверлении дуплексных и супердуплексных марок. Что касается второго поколения супердуплексной стали 2507 – технология сверления этого материала находится пока что в начальной стадии проработки.