В прошлой статье частично была рассмотрена тематика работы любого устройства с ЧПУ. Продолжим на более конкретном примере?
Кстати! Правильно говорить не «ЧПУ станок», а «станок с ЧПУ(с числовым последовательным вычислением), так как его работа обеспечивается набором команд на точное перемещение по заданным координатам, а его «обвес» уже выполняет функциональную обязанность устройства.
Здесь я обещал рассказать и показать более подробно и наглядно весь внутренний мир станка с ЧПУ на примере фрезерного станка, для того, чтобы плавно погрузиться в теорию, а затем приступить к практическим рассказам.
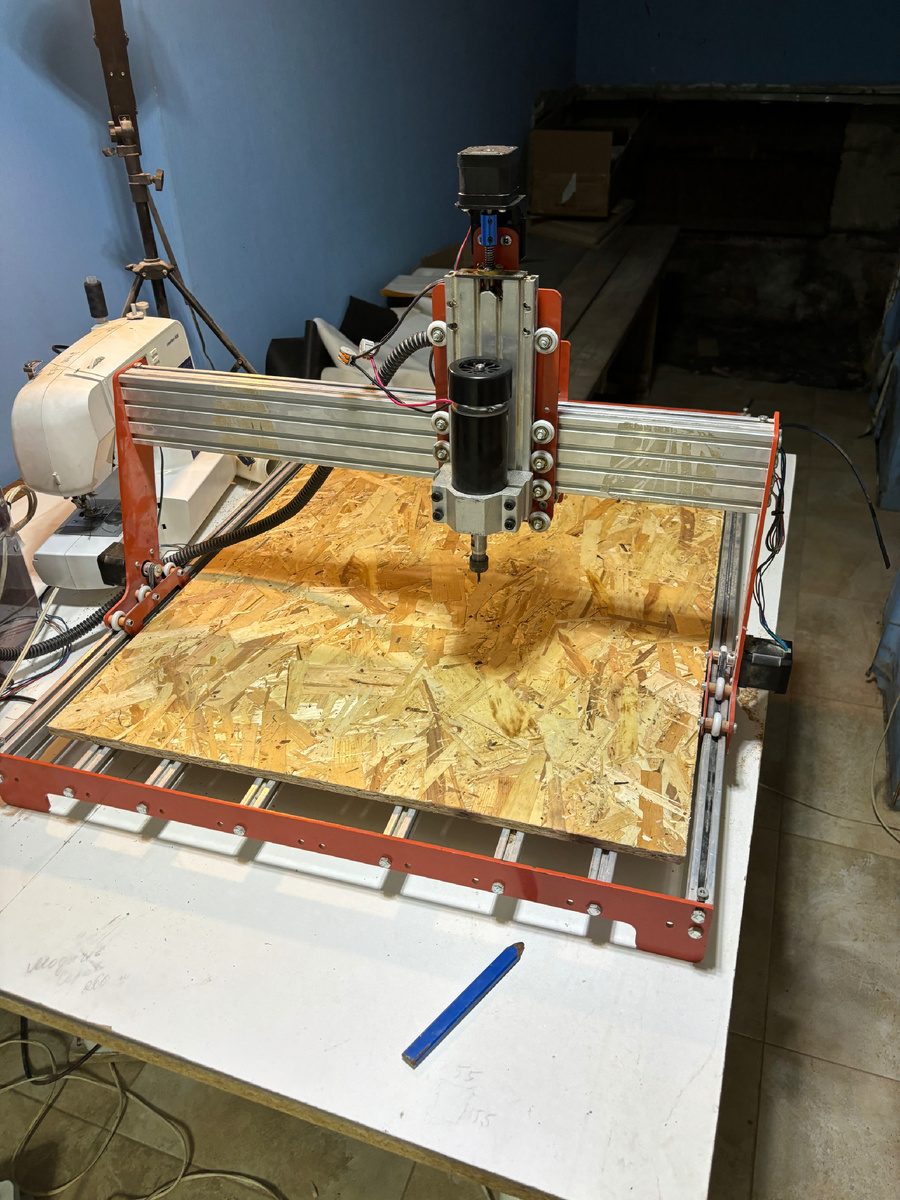
Перед вами Тот самый станок, о котором было упомянуто ранее:
А теперь давайте по порядку.
Напомню, разобравшись с его младшим братом, начал искать, с какой же стороны подлезть и с чего вообще начать, потому что там было все соооовсем по-другому!

Передо мной стояла большая станина и подобие системного блока, вручную сконструированного для более грамотной организации эргономики рабочего места. Сверху не было крышки, а сбоку красовалось оргстекло, полностью закрывающее доступ к «внутренностям»
Сверху можно было увидеть плату управления и драйверы шаговых двигателей. Все в пыли. К плате протянут кабель питания и кабель передачи данных. Все так же COM-USB для передачи данных и DC по питанию.
Доверия все это дело не вызывало, но выглядело добротно. Стояли не самые маленькие шаговые двигатели
Общий состав данного представителя:
- станина на роликах и ремнях
- Шпиндель на 500 ватт с режимом работы 0-100 вольт
- блок питания шпинделя (китайский хлам со спиленными маркировками элементов платы БП для невозможности восстановления в случае поломки)
- плата управления GRBL Laser/CNC controller (RYC-GRBL v.2) (универсальная плата для одновременного подключения шпинделя и лазерного модуля, но с условием из попеременной работы)
- три шаговых драйвера TB 6600 (бюджетный сегмент полупрофессиональных драйверов)
- блок питания драйверов, по сути ноутбучный БП, который по номиналу подошел (да, для них нужен отдельный БП!)
После сборки и проверки всех контактов был дан старт на включение машины. Включал через сетевой фильтр с предохранителем, на всякий случай… И случай произошел.
Во-первых, не загорелись индикаторы питания на драйверах, что показало их неработоспособность, а во-вторых, в блоке питания шпинделя что-то щелкнуло и шпиндель тоже не запускался при выкручивании реле на полную мощность, то есть подачи 100 вольт. Начались поиски неисправности.
Если с драйверами все было ясно… - вышли из строя из-за скачка напряжения или движения осей без подключенного питания к управляющей плате - двигатели вырабатывают обратный ток, который и губит драйверы. Под замену!
(они крайне неустойчивы к воздействию статического электричества, поэтому в шерстяных трусах их трогать не надо!)
…То с блоком питания для шпинделя было далеко неясно. После вскрытия и диагностики был найден пробитый МОП-транзистор, то есть мосфет в простонародии. Он выполняет роль преобразователя напряжения, может регулировать ток или работать как усилитель сигнала. А еще косвенным признаком его неработоспособности являлось то, что блок питания на выходе выдавал 320 вольт… Да! При его заявленной характеристике на выходе в 100 вольт +- 10%
При замене транзистора чуда не произошло - при повторном включении он снова был пробит, предохранитель в который раз сгорел (сбился со счета уже), а кроме всего прочего взорвалось два конденсатора. Маркировки на них уже не было видно, даташид найти невозможно, а на контроллерах напильником стерты маркировки…Молодцы продавцы! Свою задачу блок выполнил - сгорел и приказал тратить деньги на новый. В последствии БП был разобран на запчасти. Шпиндель тоже сгорел из-за подачи такого высокого напряжения.
Новый шпиндель с БП был куплен в том же Китае, но уже в адекватном состоянии с возможностью ремонтопригодности.
С этим разобрались. Далее, прежде чем покупать новые драйверы, необходимо было проверить работоспособность платы и двигателей, для чего были использованы маленькие А4988
Главным отличием больших TB6600 является то, что в них уже установлены тумблеры регулировки режимов работы и нет необходимости выставлять на плату «перемычки» на определенные контакты
Тест работы выявил еще одну неисправность - не работал двигатель оси «Z». Разобрал, посмотрел. Обмотки сгорели (Почему, непонятно). Заменил двигатель. Поставил простенький 17HS4401s, так как его вполне хватит, чтобы поднимать и опускать пол килограмма (шпиндель)
Тут я тоже горя схлопотал. Кто ж знал, что у меня стоят двигатели старого образца, а новый моторчик имеет новый образец? Заключается это в том, что обмотки подключаются по другому, а именно перепутаны пины.
У нового: Красный, Синий, Зеленый, Черный
У старого: Черный, Зеленый, Красный, Синий
Неверное подключение дает неверные сигналы мотору и он «дергается на месте» и не крутит вал.
Ладно. Разобрался, подключил, установил, все работает. Правда пришлось придумывать новое крепление мотора к порталу (название той штуки, но которую крепится шпиндель, лазер и все остальное, то, что выполняет функционал станка), но это ерунда.
После завершения ремонтных работ принимаемся к повторному включению.
Не забывай про гальваническую развязку при первых подключениях «рукотворного станка»! Защити свой компьютер, если не уверен в оборудовании
Запустился, включился, работает. Далее стандартная процедура настройки консольных параметров, о которых я рассказывал в прошлых статьях и ваш Фрезерный станок с числовым последовательным управлением готов творить и радовать😉
Немного тестовых заходов для проверки работоспособности:
Пока проводилась ремонт и отладка, я задумался о том, что мне хочется что-то более компактное и функциональное. Да, в какой-то момент всей этой нетривиальной работы я заказал себе свой первый лазерный станок. Повлияло на это решение то, что мне показалось сложным ПО для создания и обработки моделей, хотя я все это изучил, понял что не мое.
В один момент фокус был перенаправлен на изучение принципа работы лазеров.
Но об этом чуть позже🙂
А большой станок, кстати, уже продан и работает во благо нового владельца 😎