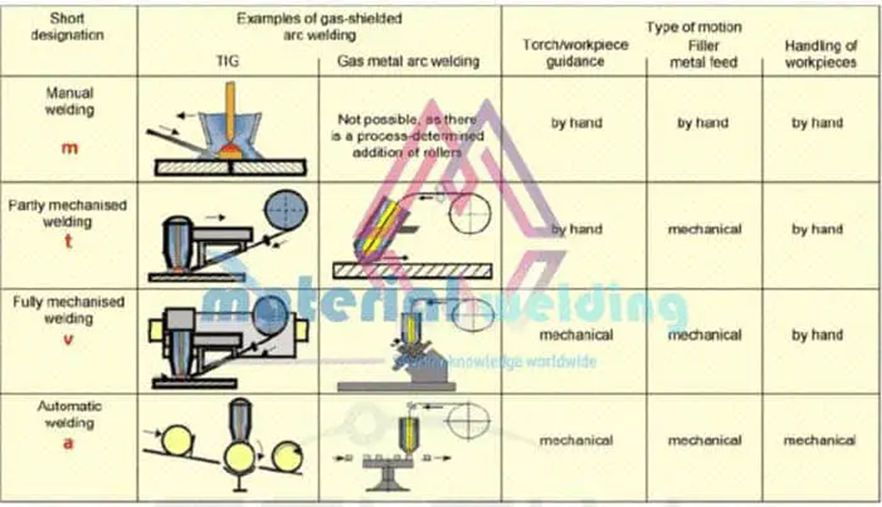
Сварочные процессы обычно классифицируются по степени механизации в соответствии с кодами (например, ASME Section IX или AWS D1.1) и стандартами (например, ISO 9817, ISO 15614-1). Эта классификация в основном основана на ручных усилиях, прилагаемых сварщиком или оператором во время сварочных процессов.
Классификация основана на различных параметрах, таких как движение сварочной горелки, подача электрода или присадочной проволоки, а также работа с заготовкой. Существует четыре основных типа сварочных процессов, основанных на этой классификации:
1.Ручная сварка
2.Полуавтоматическая сварка
3.Полностью механизированная или машинная сварка
4.Автоматическая сварка
Ручная сварка
Ручная сварка обозначается как (m) в соответствии с «DIN-1910: Сварка и смежные процессы - Словарь - Часть 100: Процессы сварки металлов» или DIN EN 14610:2005.
При ручной сварке вся операция контролируется рукой во время сварки. Подача и направление электрода, перемещение горелки и работа с заготовкой.
Примером ручной сварки является SMAW или сварка палкой, как показано на рисунке ниже. Существуют также полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Полуавтоматическая сварка
При полуавтоматической сварке движение сварочной горелки или пистолета управляется сварщиком вручную, но подача электрода осуществляется автоматически, а заготовка обрабатывается вручную. Например, при сварке MIG-MAG или FCAW.
Во время сварки сварщик только перемещает горелку, а сварочная проволока подается автоматически из устройства подачи проволоки, подключенного к сварочному аппарату.
Таким образом, сварщик отвечает только за перемещение горелки и обработку заготовок. Пример полуавтоматического процесса показан на рисунке ниже.
Полностью механизированная или машинная сварка
При механизированной сварке параметры сварочного тока, сварочного напряжения и скорости сварки устанавливаются на фиксированные значения с помощью органов управления (перемещение горелки, перемещение заготовки и подача проволоки) на сварочном аппарате без ручного перемещения сварщика.
Аналогично, машинная сварка определяется как тип сварки, при котором сварщик управляет сваркой с помощью органов управления (регулируя перемещение горелки, перемещение заготовки и подачу проволоки с помощью кнопок) на сварочном аппарате. Таким образом, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Примером машинной или полностью механизированной сварки является дуговая сварка под флюсом, при которой сварщик управляет движением сварочной горелки и подачей проволоки с помощью кнопок аппарата.
В механизированных сварочных аппаратах контролируются следующие параметры сварки:
1.Запуск и контроль сварочной дуги,
2.подача сварочной электродной проволоки в дугу, а также
3.Скорость перемещения и вращения заготовки.
Контроль скорости сварки, направления сварки и равномерной подачи очень важен для обеспечения хорошего качества. Любая неправильная траектория движения, ненужные колебания горелки и неравномерная скорость движения могут привести к ухудшению качества сварного шва и повлиять на внешний вид и качество сварочной бусины.
GMAW, а также FCAW могут быть полностью механизированы при условии установки машины специального назначения, называемой SPM, где движение горелки синхронизировано со сварочным аппаратом и управляется электронными кнопками.
Они очень удобны для массового производства, где горелка закрепляется на токарном станке и свариваются круговые швы. Другие сварочные системы используются при сварке трубопроводов с помощью специализированных сварочных аппаратов, использующих процессы GMAW и FCAW.
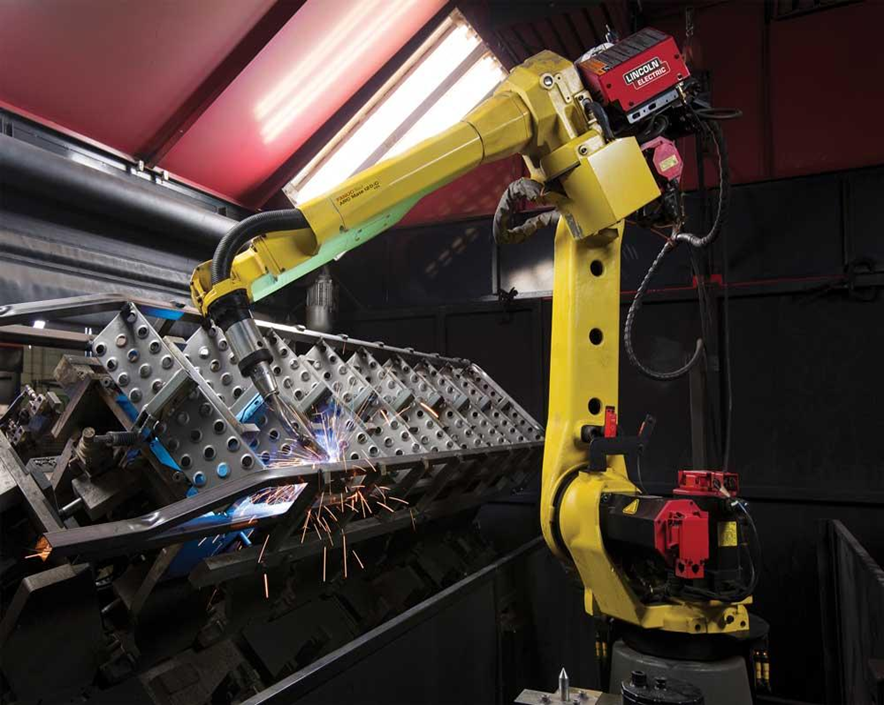
Роботизированная сварка
Роботизированная сварка - это вид сварки, при котором движение горелки, подача проволоки, а также обработка заготовок автоматизированы. Оператор сварки управляет всеми параметрами сварки с помощью пульта управления машины. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Обработка сварочных деталей также автоматизирована и не требует ручного управления. Сводка основных параметров, определяющих степень автоматизации сварки, приведена на рисунке ниже.
Основы сварки TIG: Полное руководство для начинающих
Вы когда-нибудь задумывались, как добиться идеальных, чистых сварных швов, которые выглядят профессионально и прочно? В этой статье об основах TIG-сварки описаны основные приемы и оборудование, необходимые для начала работы. Независимо от того, являетесь ли вы новичком, стремящимся освоить это ремесло, или хотите отточить свои навыки, это руководство охватывает все - от принципов сварки TIG до детальной настройки оборудования и советов по процедуре. Окунитесь в процесс, чтобы узнать, как создавать высококачественные сварные швы с минимальной деформацией, и откройте для себя универсальность этого точного метода сварки.
Сварка Tig
1. Принцип сварки Tig
Tig-сварка - это метод дуговой сварки в газовой среде, при котором в качестве защитной среды используется газ аргон.
a) Сварка вольфрамовым электродом в инертном газе b) Сварка металлом в инертном газе
1- Расплавленный бассейн
2- Сопло
3- Вольфрамовый электрод
4- Газ
5- Сварной шов
6- Сварочная проволока
7- Ролик подачи проволоки
2. Характеристики Tig сварки
(1) Высокое качество сварного шва:
Аргон - инертный газ, который не вступает в химическую реакцию с металлами. Он также не растворяется в жидком металле. Используя его в качестве защитного газового слоя, он предотвращает окисление и горение легированных элементов в свариваемом металле при высоких температурах. Таким образом, достигается высокое качество сварки.
(2) Минимальные сварочные деформации и напряжения:
Это делает его особенно подходящим для сварки тонких листов.
(3) Широкий спектр свариваемых материалов:
Практически все металлические материалы могут быть сварены с помощью Tig Welding.
(4) Простая в освоении техника работы:
С помощью этого метода легко осуществить механизацию и автоматизацию.
3. Классификация Tig сварки
Tig-сварку можно разделить в зависимости от типа используемого электродного материала: сварка вольфрамовым электродом в инертном газе (нерасходуемый электрод) (сокращенно TIG) и сварка металлическим электродом в инертном газе (расходуемый электрод) (сокращенно MIG).
По способу эксплуатации их можно разделить на: ручную TIG-сварку, полуавтоматическую TIG-сварку и автоматическую TIG-сварку.
По типу используемого источника питания их можно разделить на: Tig Welding постоянного тока (DC) и Tig Welding переменного тока (AC).
4. Оборудование для сварки вольфрамовым электродом в инертном газе (TIG)
Ручное сварочное оборудование для сварки вольфрамовым электродом в инертном газе (TIG) состоит из источника питания, сварочной горелки, системы подачи газа, системы управления и системы охлаждения.
1- Сварные детали
2- Сварочный пистолет
3- Блок дистанционного управления
4- Охлаждающая вода
5- Система питания и управления
6- Переключатель питания
7- Регулятор потока
8- Баллон с аргоновым газом
(1) Источник питания для сварки
Для сварки вольфрамовым электродом в инертном газе (TIG) требуется источник сварочного тока с крутым перепадом внешних характеристик, который может быть как постоянного тока (DC), так и переменного (AC). К распространенным сварочным аппаратам TIG постоянного тока относятся такие модели, как WS-250 и WS-400, а к сварочным аппаратам TIG переменного тока - такие модели, как WSJ-150 и WSJ-500. Существуют также сварочные аппараты TIG переменного/постоянного тока, такие как WSE-150 и WSE-400.
(2) Система управления
Система управления управляет операциями на различных этапах подачи питания, газа и стабильности дуги с помощью схемы управления.
Программа управления ручной сваркой вольфрамовым электродом в инертном газе (TIG)
(3) Сварочная горелка
Сварочная горелка предназначена для зажима вольфрамового электрода, проведения сварочного тока, подачи аргонового газа, запуска или остановки системы сварочного аппарата. Сварочная горелка бывает трех размеров: большая, средняя и маленькая. По способу охлаждения их можно разделить на модели с воздушным и водяным охлаждением. Если используемый сварочный ток не превышает 150 А, можно выбрать сварочную горелку с воздушным охлаждением, как показано на рисунке ниже.
1- Вольфрамовый электрод
2- Керамическое сопло
3- Корпус резака
4- Короткий колпачок
5- Рукоятка
6- Электрический кабель
7- Маховик переключателя газа
8- Вентиляционная муфта
9- Электрическая муфта
Если сварочный ток превышает 150 А, необходимо использовать сварочную горелку с водяным охлаждением, как показано на рисунке ниже:
1-Вольфрамовый электрод
2-Керамическое сопло
3-Дивертер 4,8-Уплотнительное кольцо
5-Корпус пистолета
6-Зажим для вольфрамового электрода
7-Крышка
9-Выключатель в форме лодки
10-Проводка
11-ручка
12-Вставочное кольцо
13-Впускной шланг
14-Выводной шланг
15-Кабельный шланг с водяным охлаждением
16-Поворотное соединение
17-Водопроводное и электрическое соединение
Схематичное изображение распространенных форм сопла сварочной горелки
1-Вольфрамовый электрод
2-Керамическое сопло
3-Дивертер 4,8-Уплотнительное кольцо
5-Корпус пистолета
6-Зажим для вольфрамового электрода
7-Крышка
9-Выключатель в форме лодки
10-Проводка
11-ручка
12-Вставочное кольцо
13-Впускной шланг
14-Выводной шланг
15-Кабельный шланг с водяным охлаждением
16-Поворотное соединение
17-Водопроводное и электрическое соединение
Схематичное изображение распространенных форм сопла сварочной горелки
a) Цилиндрический с коническим концом
б) Цилиндрическая со сферическим концом
c) Конической формы
(4) Система подачи газа
Система подачи газа состоит из баллона с аргоновым газом, регулятора расхода аргонового газа и электромагнитного газового клапана.
1) Баллон с аргоновым газом
Внешняя поверхность окрашена в серый цвет и маркирована словом «Argon» зеленой краской. Максимальное давление аргонового газового баллона составляет 15 МПа, а его объем - 40 л.
2) Электромагнитный газовый клапан
Это устройство контролирует открытие и закрытие газового тракта, управляемое реле с задержкой по времени. Он может выполнять функции предварительной подачи газа и последующего прекращения его подачи.
3) Регулятор расхода аргона
Это устройство используется для снижения давления, стабилизации и регулировки потока аргона. Внешний вид регулятора расхода аргона показан на рисунке справа.
(5) Система охлаждения
Эта система используется для охлаждения сварочного кабеля, сварочного пистолета и вольфрамового электрода. Если сварочный ток не превышает 150 А, охлаждение водой не требуется. Однако, если сварочный ток превышает 150 А, водяное охлаждение обязательно, контролируется реле давления воды.
5. Сварочные материалы для сварки вольфрамовым электродом в инертном газе (TIG)
Основными материалами для сварки вольфрамовым электродом в инертном газе (TIG) являются вольфрамовые электроды, газ аргон и сварочная проволока.
(1) Вольфрамовые электроды
При Tig-сварке вольфрамовые электроды служат для проведения электричества, зажигания дуги и поддержания стабильной дуги. В настоящее время используются следующие типы вольфрамовых электродов:
1) Чистые вольфрамовые электроды: С уровнем чистоты более 99,85%, они обозначаются W1 и W2. Электроды из чистого вольфрама требуют более высокого напряжения холостого хода от сварочного аппарата и обладают худшей токопроводящей способностью при использовании переменного тока, поэтому в настоящее время они используются редко. Для облегчения идентификации они обычно имеют зеленое покрытие.
2) Торированный вольфрамовый электрод с номерами моделей WTh-10 и WTh-15 изготавливается путем добавления 1-2 % диоксида тория (ThO2) к чистому вольфраму. Скорость электронной эмиссии торированного вольфрамового электрода улучшена, что расширяет диапазон допустимого тока, снижает напряжение холостого хода, улучшает инициирование и стабильность дуги. Однако он обладает незначительной радиоактивностью. Чтобы его можно было легко идентифицировать, его часто окрашивают в красный цвет.
При Tig-сварке вольфрамовые электроды служат для проведения электричества, зажигания дуги и поддержания стабильной дуги. В настоящее время используются следующие типы вольфрамовых электродов:
1) Чистые вольфрамовые электроды: С уровнем чистоты более 99,85%, они обозначаются W1 и W2. Электроды из чистого вольфрама требуют более высокого напряжения холостого хода от сварочного аппарата и обладают худшей токопроводящей способностью при использовании переменного тока, поэтому в настоящее время они используются редко. Для облегчения идентификации они обычно имеют зеленое покрытие.
2) Торированный вольфрамовый электрод с номерами моделей WTh-10 и WTh-15 изготавливается путем добавления 1-2 % диоксида тория (ThO2) к чистому вольфраму. Скорость электронной эмиссии торированного вольфрамового электрода улучшена, что расширяет диапазон допустимого тока, снижает напряжение холостого хода, улучшает инициирование и стабильность дуги. Однако он обладает незначительной радиоактивностью. Чтобы его можно было легко опознать, он часто окрашивается в красный цвет.
3) Цериевый вольфрамовый электрод с номером модели Wce-20 изготавливается путем добавления 2% оксида церия (CeO) к чистому вольфраму. Цериевый вольфрамовый электрод легче инициирует дугу по сравнению с торированным вольфрамом, имеет более длительный срок службы, а его радиоактивность крайне низка, что делает его рекомендуемым материалом для электродов, используемых в настоящее время. Для облегчения идентификации он обычно окрашивается в серый цвет.
Технические характеристики вольфрамового электрода:
Длина поставляемого электрода варьируется от 76 до 610 мм;
Обычно используются диаметры 0,5, 1,0, 1,6, 2,0, 2,4, 3,2, 4,0, 5,0, 6,3, 8,0 и 10 мм.
Форма кончика вольфрамового электрода:
а) Конический
б) фрустум
в) сферический
(2) Газ аргон
Инертный газ, плотность аргона больше, чем у воздуха, образует стабильный газовый слой, который покрывает область вокруг расплавленной ванны, обеспечивая превосходную защиту зоны сварки. К чистоте аргона, используемого в Tig-сварке, предъявляются высокие требования. Согласно действующим государственным стандартам, его чистота должна достигать 99,99%.
Аргон для сварки поставляется в баллонах, которые окрашены в серый цвет и маркированы зеленым словом «Argon». Объем баллона с газом аргоном обычно составляет 40 л, а максимальное рабочее давление - 15 МПа. Во время использования баллон, как правило, должен находиться в вертикальном положении.
(3) Сварочная проволока
Сварочная проволока для Tig сварки в основном делится на две категории: стальная сварочная проволока и проволока для сварки цветных металлов. Сварочная проволока может быть выбрана в соответствии с GB/T8110-1995 «Сварочная проволока из углеродистой и низколегированной стали для дуговой сварки в среде защитного газа» и YB/T5092-1996 «Сварочная проволока из нержавеющей стали».
Цветные металлы обычно свариваются сварочной проволокой, сопоставимой с основным материалом. Диаметры сварочной проволоки для сварки Tig в основном включают более десяти спецификаций, таких как 0,8, 1,0, 1,2, 1,4, 1,5, 1,6, 2,0, 2,4, 2,5, 4,0, 5,0, 6,0 мм, при этом обычно используются проволоки диаметром от 2,0 до 4,0 мм.
Параметры процесса сварки TIG
1. Типы и полярность сварочного источника питания
Для сварки вольфрамовым электродом в инертном газе (TIG) могут использоваться источники питания переменного (AC) или постоянного (DC) тока. Выбор источника питания зависит от типа свариваемого металла или сплава; при использовании источника питания постоянного тока необходимо также учитывать полярность.
a) Обратное подключение постоянного тока
б) Прямое подключение прямого тока
При использовании постоянного тока обратной полярности заготовка выступает в качестве катода, и положительные ионы аргона большой массы направляются на нее. Эти ионы ударяются о поверхность расплава металла, разрушая плотную, трудноплавкую оксидную пленку на поверхности таких металлов, как алюминий и магний. Это явление известно как «катодная дезинтеграция».
Однако при постоянном токе обратной полярности вольфрамовый электрод, подключенный к положительному концу, имеет тенденцию перегреваться или перегорать из-за высокой температуры. Поэтому, как правило, не рекомендуется использовать постоянный ток обратной полярности для алюминия, магния и их сплавов. Вместо этого для сварки следует по возможности использовать переменный ток.
Напротив, постоянный ток прямой полярности не вызывает «распада катода», что делает его пригодным для сварки нержавеющей стали, жаропрочной стали, титана, меди и их сплавов.
Выбор типов источников питания и полярности
Типы источников питания и полярность Сварные металлические материалы
Постоянный ток - положительное подключение Низкоуглеродистая сталь, низколегированная сталь, нержавеющая сталь, жаропрочная сталь, а также медь, титан и их сплавы
Постоянный ток - обратное подключение Применяется для различных металлов при газовой дуговой сварке вольфрамовым электродом (GTAW), при этом сварка вольфрамовым электродом в инертном газе (TIG) используется редко
Источник питания переменного тока Алюминий, магний и их сплавы
2. Диаметр вольфрамового электрода и сварочный ток
Диаметр вольфрамового электрода следует определять исходя из величины сварочного тока, который обычно выбирается в зависимости от материала и толщины свариваемого изделия.
Допустимый ток, соответствующий различным полярностям источника питания и диаметрам вольфрамовых электродов.
Диаметр торий-вольфрамового электрода.
Диапазон допустимого тока в амперах
Полярность питания 1,0 1,6 2,4 3,2 4,0
Прямой ток Прямое подключение 15-80 70~150 150~250 250-400 400~500
Обратное подключение постоянного тока 10-20 15-30 25~40 40-55
Источник питания переменного тока 20-60 60~120 100~180 160~250 200~320
Сварочный ток для ручной дуговой сварки вольфрамовым электродом нержавеющей стали и жаропрочной стали.
Материал Толщина (мм) Диаметр вольфрамового электрода(mm) Диаметр проволоки(mm) Сварочный ток(A)
1.0 2 1.6 40~70
1.5 2 1.6 40~85
2.0 2 2.0 80~130
3.0 2~3.2 2.0 120~160
Сварочный ток для ручной дуговой сварки вольфрамовым электродом алюминиевого сплава.
Толщина материала (мм) Диаметр вольфрамового электрода(mm) Диаметр проволоки(mm) Сварочный ток(A)
1.5 2 2 70~80
2.0 2~3.2 2 90~120
3.0 3~4 2 120~130
4.0 3~4 2.5~3 120~140
3. Напряжение дуги
Напряжение дуги в первую очередь определяется ее длиной. Увеличение длины дуги может привести к неполному проникновению и ухудшению защитного эффекта, поэтому очень важно контролировать длину дуги настолько, насколько это возможно, не вызывая короткого замыкания. Как правило, длина дуги примерно равна диаметру вольфрамового электрода.
4. Скорость сварки
Скорость сварки обычно регулируется сварщиком в зависимости от размера, формы и состояния плавления сварочной ванны. Чрезмерная скорость сварки может нарушить защитную газовую атмосферу, что приведет к неполному проплавлению и пористости в сварном шве. И наоборот, если скорость сварки слишком низкая, возможно появление прожогов и подрезов в сварном шве.
5. Скорость потока аргона и диаметр сопла
Диаметр сопла напрямую влияет на диапазон зоны экранирования, который обычно выбирается на основе диаметра вольфрамового электрода. Исходя из производственного опыта, диаметр сопла должен быть в два раза больше диаметра вольфрамового электрода плюс 4 мм.
Если скорость потока соответствует требованиям, сварочная ванна устойчива, поверхность яркая и свободная от шлака, нет следов окисления, а сварной шов эстетично сформирован.
При неподходящем расходе на поверхности сварочной ванны образуется шлак, а поверхность сварного шва темнеет или покрывается окислами. Подходящий расход аргона в 0,8-1,2 раза превышает диаметр сопла.
6. Расстояние между соплом и заготовкой
Расстояние между соплом и заготовкой должно составлять 8-14 мм. Если расстояние слишком велико, эффект газовой защиты будет слабым. Если расстояние слишком мало, то, хотя оно и благоприятно для газовой защиты, наблюдаемый диапазон и зона защиты становятся меньше.
7. Длина удлинителя вольфрамового электрода
Чтобы тепло дуги не повредило сопло, конец вольфрамового электрода должен выступать за пределы сопла. Длина удлинения обычно составляет 3-4 мм. Если удлинитель слишком короткий, сварщику будет неудобно наблюдать за состоянием плавления, что негативно скажется на работе. Если длина удлинения слишком велика, может пострадать эффект газовой защиты.
Советы по эксплуатации:
Проверьте эффективность газовой защиты с помощью метода точечной сварки. Этот метод предполагает точечную сварку на алюминиевой пластине. После зажигания дуги сварочная горелка остается неподвижной, а через 5-10 секунд отключается питание.
В этот момент из-за эффекта «осыпания катода» вокруг пятна на алюминиевой пластине появляется серебристо-белая область. Это область эффективной газовой защиты, известная как область пленки раскисления. Чем больше диаметр этой области, тем лучше эффект экранирования.
1-Вольфрамовый электрод, 2-Сварочная горелка, 3-Заготовка
В реальных условиях производства эффективность газовой защиты можно оценить, непосредственно наблюдая за цветом и наличием пор на поверхности сварного шва, как показано в таблице ниже.
Определение эффективности газовой защиты для нержавеющей стали и алюминиевых сплавов.
Сварочный материал Лучший Хороший Предпочтительно Худший случай
Нержавеющая сталь Серебристо-белый, золотисто-желтый Синий Красный Серый Черный
Алюминиевый сплав Серебристый Белый Черный Серый
Ключевые моменты при ручной дуговой сварке вольфрамовым электродом в инертном газе
(1) Зажигание дуги
Как правило, ручные аппараты для дуговой сварки вольфрамовым электродом в инертном газе оснащаются устройством зажигания дуги (высоковольтным генератором импульсов или высокочастотным осциллятором), которое позволяет зажигать дугу непосредственно в точке сварки, поддерживая определенное расстояние между вольфрамовым электродом и заготовкой без контакта.
Если в аппарате отсутствует устройство для поджига дуги, в качестве платы для поджига дуги можно использовать пластину из чистой меди или графита. Дуга зажигается на этой плите, чтобы нагреть кончик вольфрамового электрода до определенной температуры (около 1 с), после чего он сразу же перемещается в положение для дуговой сварки. Такое контактное зажигание может вызвать большой ток короткого замыкания, который может легко сжечь кончик вольфрамового электрода.
(2) Поза держателя горелки и относительное положение сварочной горелки, заготовки и сварочной проволоки
При взаимном расположении сварочного пистолета, заготовки и сварочной проволоки сварочный пистолет обычно образует угол примерно 70°-80° с поверхностью заготовки, а присадочная сварочная проволока образует угол 15°-20° с поверхностью заготовки.
(3) Сварка справа и сварка слева
Правая сварка подходит для сварки более толстых деталей, при этом сварочная горелка движется слева направо, а дуга направлена на уже сваренную деталь. Это выгодно при использовании аргонового газа для защиты поверхности шва от высокотемпературного окисления.
Сварка влево подходит для сварки более тонких деталей, при этом сварочная горелка движется справа налево, а дуга направлена на несваренную деталь. Это дает эффект предварительного нагрева, что облегчает наблюдение и контроль температуры сварочной ванны. Формирование сварного шва получается качественным, а работу легко освоить. Как правило, используется левая сварка.
(4) Метод подачи проволоки
Один из методов предполагает удержание сварочной проволоки большим и указательным пальцами левой руки, а средний палец и основание большого пальца служат опорой. При необходимости подачи проволоки выпрямите большой и указательный пальцы, держащие согнутую сварочную проволоку, как показано на следующем рисунке b. Это позволит стабильно подавать сварочную проволоку в зону сварки.
Затем быстро согните большой и указательный пальцы при поддержке среднего и основания большого пальцев и зажмите сварочную проволоку, как показано на следующем рисунке a. Этот процесс заправки и пополнения сварочной проволоки повторяется.
Другой способ показан на следующем рисунке, где большой, указательный и средний пальцы левой руки взаимодействуют для подачи проволоки. Безымянный палец и мизинец захватывают сварочную проволоку, чтобы контролировать ее направление. Повторяющимися движениями руки и запястья вверх и вниз расплавленный кончик сварочной проволоки подается в сварочную ванну. Этот метод часто используется для сварки во всех положениях.
(5) Окончание дуги
Как правило, сварочные аппараты Tig оснащены устройствами автоматического затухания тока. При прекращении дуги кнопка на рукоятке сварочной горелки прерывисто подает ток для заполнения кратера. Если устройство для затухания тока отсутствует, можно использовать ручное завершение дуги.
Главное - постепенно уменьшать нагрев заготовки, например, изменять угол наклона сварочной горелки, немного удлинять дугу и периодически подавать питание. При прекращении дуги заполните кратер и медленно поднимайте дугу, пока она не погаснет. Не прерывайте дугу резко.
После погасания дуги газ аргон автоматически задержится на несколько секунд перед отключением, чтобы предотвратить окисление металла при высоких температурах.
1. Подготовка к сварке
(1) Сварочное оборудование: Сварочный аппарат для сварки вольфрамовым электродом в инертном газе (TIG) типа WS-300.
(2) Баллон с аргоновым газом и регулятор расхода (тип AT-15).
(3) Оцинкованный вольфрамовый электрод (Wce-20), диаметром 2,4 мм.
(4) Сварочная горелка с газовым охлаждением: QQ-85°/150-1.
(5) Заготовка: Q235-A, размеры 300 мм x 100 мм x 3 мм.
(6) Сварочная проволока: H08A, диаметр 2,0 мм.
(7) Очистка заготовки и сварочной проволоки.
(8) Сборка и сварка встык.
2. Регулировка сварочного аппарата
(1) Откройте газовый клапан и выключатель питания соответственно. Если нет никаких отклонений, отрегулируйте сварочный ток до 70-100 А, а расход аргонового газа до 6-7 л/мин.
(2) Перед официальной эксплуатацией проведите проверку оборудования на нагрузку путем кратковременной сварки и убедитесь, что газовая и электрическая системы функционируют должным образом.
3. Определение параметров сварочного процесса
Уровень сварки Диаметр вольфрамового электрода мм Диаметр сопла/мм Длина удлинителя вольфрамового электрода/мм Скорость потока аргона/л.мин-/ Диаметр сварочной проволоки/мм Сварочный ток/А
Сварка под слоем 2,4 8-12 5-6 8-12 2,0 70-90
Сварка покрытия 2,4 8-12 5-6 10-14 2,0 100~120
4. Сварочные работы
(1) Сварка корня
Используйте левую сварку. Углы между сварочной проволокой, сварочной горелкой и заготовкой указаны на следующем рисунке.
В начале сварки переместите стабильно горящую дугу к краю прихваточного шва. Быстро коснитесь сварочной проволокой зоны сварки для изучения. Когда вы почувствуете, что участок становится мягким и начинает плавиться, немедленно добавьте сварочную проволоку. Как правило, для заполнения сварочной проволоки используется прерывистое капание. При этом сварочная горелка совершает легкие движения вперед.
В процессе сварки, если зазор между заготовками становится меньше, следует прекратить добавление проволоки, опустить дугу на 1-2 мм и продолжить прямой провар. Если зазор становится больше, следует быстро добавить сварочную проволоку в сварочную ванну, а затем переместить сварочную горелку вперед.
После того как сварочная проволока израсходована, пока не поднимайте сварочную горелку. Нажмите переключатель отключения тока, быстро замените сварочную проволоку левой рукой, поместите конец сварочной проволоки на край сварочной ванны, затем включите нормальный сварочный ток и продолжайте сварку.
(2) Сварка покровного слоя
Для сварки покровного слоя следует соответственно увеличить сварочный ток и выбрать вольфрамовый электрод и сварочную проволоку немного большего диаметра, чем при сварке корневого слоя. Во время работы угол между сварочной проволокой и заготовкой должен быть как можно меньше, а сварочная горелка должна двигаться в боковом направлении с небольшими зубьями.
(3) После сварки закройте газопровод и источник питания и очистите место работы.
Форма оценки качества сварки
Требования к оценке проекта: Критерии вычитания баллов: Результаты проверки Оценка
Эксплуатация сварочного аппарата Правильное использование сварочного аппарата 10 Нет баллов за неправильные ответы.
Выбор параметров процесса Рациональный выбор параметров 10 Нет баллов за необоснованные ответы.
Отклонение ширины сварного шва ≤1 10 Нет баллов за превышение стандартов.
Остаточная высота сварного шва 0~2 10 За превышение стандартов баллы не начисляются.
Отклонение оставшейся высоты сварного шва ≤1 5 За превышение стандартов баллы не начисляются.
Несовпадение кромок Нет 5 За превышение стандартов баллы не начисляются.
Послесварочная угловая деформация ≤3 5 За превышение стандартов баллы не начисляются.
Вкрапления шлака Нет 10 Снижение на 5 баллов за каждое проявление.
Пористость Нет 5 Снижение на 2 балла за каждое проявление.
Неполное проникновение Нет 5 Вычитается 5 баллов за каждое проявление.
Неполное слияние Нет 5 Вычитается 5 баллов за каждый случай.
Подрез Нет 5 Вычет 4 балла за каждое появление.
Впадина Нет 5 Вычитается 4 балла за каждое проявление.
Формирование внешнего вида сварного шва Волнистость ровная и эстетически привлекательная. 10 Вычеты будут сделаны в соответствии с фактической ситуацией.
Часто задаваемые вопросы о сварке TIG
1. Что делать, если сварочная проволока случайно коснулась вольфрамового электрода во время работы?
Если сварочная проволока коснется вольфрамового электрода, что вызовет мгновенное короткое замыкание, загрязнение сварного шва и захват вольфрама, следует немедленно прекратить сварку. С помощью шлифовального круга отшлифуйте загрязненный участок до металлического блеска. Перед продолжением сварки загрязненный вольфрамовый электрод следует заточить заново.
2. Как влияет расход газа аргона на качество сварного шва при ручной дуговой сварке вольфрамовым электродом?
Если поток аргонового газа слишком мал, возможно появление таких дефектов, как пористость и окисление сварного шва. Если поток аргонового газа слишком велик, возникает турбулентность, которая втягивает воздух в зону сварки, снижая защитный эффект. В производственной практике для сопла диаметром 12-20 мм оптимальный расход аргона составляет 8-16 л/мин.
3. Как определить, подходит ли сварочный ток при ручной дуговой сварке вольфрамовым электродом?
Когда сварочный ток подходит, дуга на кончике вольфрамового электрода имеет полусферическую форму (как показано на рисунке a ниже), в этот момент дуга стабильна и сварной шов хорошо формируется.
Если сварочный ток слишком мал, дуга на кончике вольфрамового электрода будет отклоняться, вызывая дрейф дуги (как показано на рисунке b ниже).
Если сварочный ток слишком велик, кончик вольфрамового электрода нагревается, и часть вольфрамового электрода плавится и падает в сварочную ванну (как показано на рисунке c ниже), вызывая дефекты, такие как захват вольфрама, и дуга будет нестабильной, что приведет к низкому качеству сварки.
a) Нормальный сварочный ток b) Слишком малый сварочный ток c) Слишком большой сварочный ток
4. На что следует обратить внимание в процессе ручной дуговой сварки вольфрамовым электродом?
Во время сварки корня шва следует по возможности использовать короткую дугу, количество присадочной проволоки должно быть меньше, а сварочная горелка должна перемещаться как можно реже. Если зазор между заготовками невелик, можно сразу выполнять сварку с проплавлением. Если в прихваточном шве имеются дефекты, их необходимо зачистить, а для устранения дефектов на прихваточном шве не допускается использование метода переплавки.
При сварке встык присадочную проволоку следует добавлять равномерно и с соответствующей скоростью. При слишком быстрой скорости сварной шов будет иметь большую остаточную высоту, а при слишком медленной - вогнутость и подрез. В конце сварки температура заготовки значительно повысится, в это время следует увеличить скорость сварки и добавить еще несколько капель для заполнения дуговой ямы при погасании дуги, чтобы предотвратить образование трещин в дуговой яме.
Ручная дуговая сварка вольфрамовым электродом предполагает одновременную работу обеих рук, что отличается от дуговой сварки электродами. Во время работы особенно важна координация обеих рук. Поэтому обучение базовым навыкам в этой области должно быть усилено.
5. Как правильно использовать аппарат для ручной дуговой сварки вольфрамовым электродом?
Перед началом работы сварщики должны ознакомиться с инструкцией по эксплуатации сварочного оборудования, понять общее устройство сварочного оборудования и правильный метод его использования; сварочный аппарат должен быть правильно подключен в соответствии со схемой внешнего подключения, значение напряжения на табличке должно соответствовать значению напряжения в сети, а корпус должен быть надежно заземлен; перед использованием сварочного аппарата необходимо проверить соединения водяного и газового контуров, чтобы обеспечить нормальную подачу воды и газа во время сварки. По окончании работы или при временном уходе с рабочей площадки необходимо отключить питание и закрыть вентиль источника воды и газового баллона.
6. Каковы распространенные неисправности аппаратов для ручной дуговой сварки вольфрамовым электродом? Как устранить неисправность?
К распространенным неисправностям аппаратов для дуговой сварки вольфрамовым электродом относятся: блокировка или утечка воды и газа; патрон вольфрамового электрода сварочной горелки не затянут, что приводит к нестабильной дуге; плохой контакт между изделием и проводом заземления или нечистый вольфрамовый электрод не может вызвать дугу; предохранитель сварочного аппарата разомкнут, выключатель сварочной горелки имеет плохой контакт, из-за чего сварочный аппарат не может нормально запуститься; повреждение внутренних электронных компонентов сварочного аппарата или другие неисправности механического оборудования и т.д. Распространенные неисправности и методы их устранения перечислены в следующей таблице.
Распространенные неисправности, причины и методы устранения неисправностей сварочных аппаратов Tig с вольфрамовым электродом
Характеристики неисправностей: Причины Методы устранения неисправностей:
При подключении питания индикатор не загорается. (1) Повреждение выключателя
(2) Перегорание предохранителя
(3) Неисправность управляющего трансформатора
(4) Неисправность индикатора (1) Замените выключатель
(2) Замените предохранитель
(3) Замените трансформатор
(4) Замените индикаторную лампочку
Контур кондиционера разряжается, но сварочный аппарат не запускается. (1) Плохой контакт выключателя на сварочном пистолете
(2) Неисправность пускового реле
(3) Повреждение или плохой контакт управляющего трансформатора (1) Замените переключатель на сварочной горелке
(2) Отремонтируйте реле
(3) Отремонтируйте или замените управляющий трансформатор.
Имеется разряд осциллятора, но он не может инициировать дугу. (1) Плохой контакт между источником питания и сварочной деталью
(2) Перегорание контактной площадки контактора сварочного источника питания
(3) Неисправность цепи управления (1) Проведите ремонт
(2) Отремонтируйте контактор
(3) Ремонт цепи управления
Сварочная дуга становится нестабильной после инициирования. (1) Неисправен стабилизатор дуги.
(2) Устраните неисправность в компоненте постоянного тока.
(3) Плохое соединение сварочной линии питания. (1) Осмотрите стабилизатор дуги.
(2) Замените компоненты постоянного тока.
(3) Отремонтируйте источник питания для сварки.
После запуска сварочного аппарата отсутствует выход аргонового газа. (1) Препятствие воздушному потоку
(2) Неисправность электромагнитного воздушного клапана
(3) Неисправность цепи управления
(4) Поломка линии задержки (1) Прочистите воздушный канал
(2) Замените электромагнитный воздушный клапан
(3) Отремонтируйте схему управления
(4) Обслужите линию задержки
Колебания отсутствуют или искра слабая. (1) Неисправность генератора импульсной дуги или высокочастотного генератора
(2) Неправильный зазор искрового разряда
(3) Пробой слюды в разрядной пластине
(4) Сгоревший разрядный электрод (1) Техническое обслуживание
(2) Регулировка зазора между разрядными пластинами
(3) Замена слюды
(4) Замена электрода разрядного устройства.
Статья подготовлена производителем сварочно-монтажных столов RWT-3D