Современные полуавтоматы и инверторы давно вышли за рамки стандартных условий эксплуатации. Ряд моделей способен работать при пониженном напряжении в 130 В. Усовершенствованное оборудование функционирует в режимах наиболее эффективного распределения продолжительности нагрузки, то есть можно варить в течение полной рабочей смены. Расширенный температурный диапазон позволяет создавать металлоконструкции даже при -20 0С.
Тем не менее, и новейшие агрегаты иногда сбоят, подводя в самый неподходящий момент. В этой статье расскажем, почему сварочный аппарат работает, но не варит.
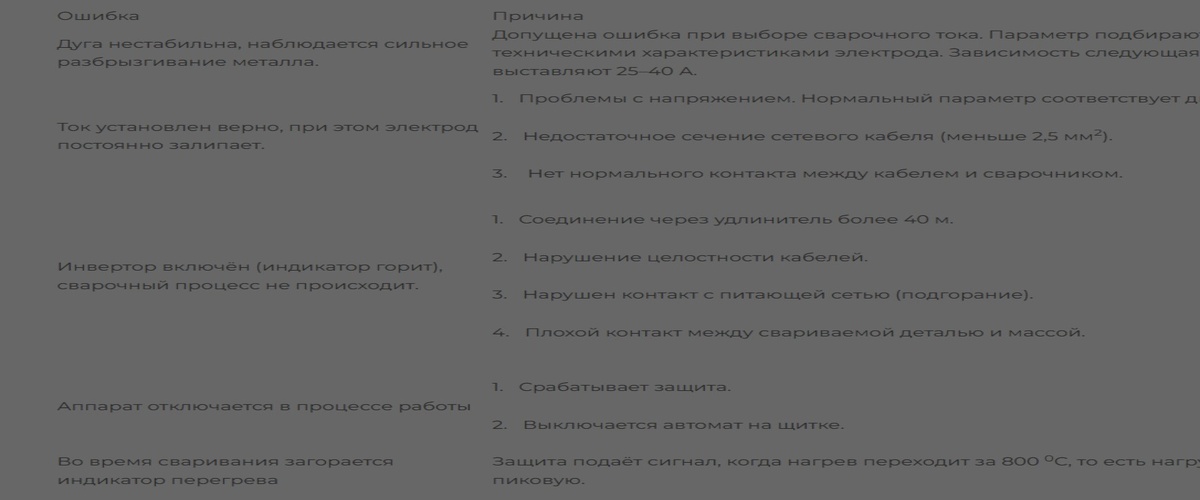
Основные причины отказов
В сравнении с предыдущими поколениями техники современные сварочные аппараты характеризуются более сложным устройством, требующим от пользователей определённых навыков обращения. В случае появления неполадок можно провести первичную самостоятельную диагностику и ремонт.
Все неисправности объединяют в две группы:
- Некорректная работа сварочной «начинки» (внутренние проблемы).
- Ошибки с настройками режимов (внешние ошибки).
Понятно, что у новичков чаще случаются помехи из второй группы, поэтому до того как обращаться в мастерскую или вскрывать сварочный инвертор самому, желательно проверить выбранные установки. Основные ошибки с настройками и способы их устранения производители приводят в инструкции.
Как устранить внешние неисправности
Самостоятельная диагностика сварочного аппарата проводится в случае возникновения следующих неполадок:
- Аппарат включён, но сварочный процесс вести невозможно.
- Дуга горит крайне нестабильно. Наблюдается повышенное разбрызгивание металла.
- В ходе образование шва происходит постоянное залипание электрода.
- После включения аппарат не реагирует на действия пользователя.
Рассмотрим каждую из неисправностей подробно.
Сварочный аппарат включён, варить невозможно
Необходимо проверить целостность кабеля. Не исключена вероятность, что он повреждён. Кроме того, инвертор может не работать по причине отсутствия массы на свариваемой детали.
Проблемы с дугой
Ошибка возникает, если сварочный ток настроен неправильно. Параметр напрямую зависит от диаметра и типа электрода, также значение должно соответствовать скорости, с которой работает сварщик. Снижая скорость сваривания деталей, необходимо отрегулировать и ток на аппарате.
Появление залипания
Проблема возникает по нескольким причинам:
- В процессе сварки понизилось напряжение.
- Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки.
- Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
- Выбраны провода слишком большой длины (более 30 м).
Если причины организационного характера, починить сварочный аппарат можно одним из следующих способов:
- Восстановить повреждённую изоляцию кабеля.
- Подтянуть ослабевшие контакты.
Электрод может залипать в результате возникновения замыкания в обмотках трансформатора или сварочных проводах, перегрузки электронной схемы, пробоя конденсаторного фильтра, вышедших из строя диодов.
Отсутствие реакции аппарата
Возможные неполадки могут быть связаны с падением сетевого напряжения. Кроме того, подобную проблему часто вызывает слишком слабый автомат в щитке, отключающий линию во время подключения оборудования. К аналогичной реакции приводит активация внутренней защиты инвертора после слишком длительной работы без перерыва. В этом случае необходимо сделать остановку на 20–30 минут, чтобы система остыла, после чего продолжить работать.
Как проявляются проблемы с напряжением
Ситуация, когда сварочный аппарат включается, но не варит, знакома многим. В процессе работы дуга либо гаснет, либо совсем не поджигается. Ошибка может возникнуть в результате просадки напряжения. Если вы работаете электродом с диаметром прутка 3 мм, в сети должно быть не менее 200 В, для Ø 2мм необходимо минимум 180 В. Сетевое напряжение может падать существенно ниже этих отметок.
Если проблемы с качеством электроэнергии постоянные, а работать необходимо по месту, можно купить генератор с функцией подключения сварочного аппарата.
Также в этой ситуации поможет стабилизатор напряжения с функцией выравнивания параметра при слишком низких значениях (от 140 В). Если просадки ещё ниже, устанавливают стабилизатор через повышающий трансформатор. Последнее устройство выводит напряжение на заданный уровень, а стабилизатор поддерживает рабочий диапазон. Только трансформатор ставить нельзя. В случае выхода сетевого напряжения на нормальные значения, прибор продолжит поднимать его к установленному диапазону. В результате напряжение может выйти за предельные 280 В, которые способна выдерживать бытовая техника, и потребители просто сгорят.
Причины самопроизвольного отключения оборудования
Если оборудование начало самопроизвольно отключаться, можно самостоятельно диагностировать сварочный аппарат. У большинства моделей предусмотрена функция автоматической защиты от критических ситуаций. Как только параметры выходят за номинальные, система блокируется с одновременным отключением вентилятора.
В таком случае следует проверить сетевое напряжение и убедиться в работоспособности предохранителей на обмотках сварочного трансформатора. Если в этой части всё в порядке, проверяют токовые обмотки. При обнаружении дефекта их либо перематывают, либо меняют на новые. Следом тестируют состояние выпрямителей диодов, неисправные элементы подлежат замене. Случается, что ломается фильтрующий конденсатор (дефектный также необходимо заменить).
При любых неполадках необходимо убедиться, что блок охлаждения сварочного оборудования работает исправно и внутренние пространство не перегревается.
Если аппарат долгое время находится под пиковыми нагрузками, охлаждающий блок перестаёт справляться. Для того чтобы вернуть технику в работу, необходимо сделать перерыв на 30–40 минут. Конструкция, которой обладают сварочные инверторы, предусматривает необходимость в перерывах во время работы. Например, непрерывно варить можно в течение 7–8 минут, после чего сварочнику дают «отдохнуть» 3–4 минуты.
Основные неисправности инверторов
К ремонту сварочного аппарата инверторного типа желательно приступать после изучения схемы и принципа работы оборудования.
Неисправности устраняются по следующей схеме:
В случае перегрева (сварочный процесс длится более 10 минут) защита может не сработать, при этом работа инвертора ухудшается, и оборудование может прекратить генерировать дугу. Как правило, охлаждение схемы после выключения устройства возвращает сварочник в работу без последствий.
Если в настройках перестал регулироваться ток, скорее всего, из строя вышел регулятор. Необходимо снять корпус и проверить контакты с помощью мультиметра. Неисправный регулятор меняют целиком. Если с блоком регулировки всё в порядке, проверяют работу дросселя и вторичного трансформатора. Дефектные детали подлежат замене.
Инвертор искрит
Проблема заключается в затруднённом появлении дуги. После контакта электрода с поверхностью свариваемой детали реакция появляется (искрение), но её недостаточно для полноценного поджига. Неисправность объясняется слабым соединением. В первую очередь следует осмотреть место входа кабеля в гнёзда на сварочнике. Болтающийся контакт необходимо затянуть до нормального уровня.
Далее проверяют вывод массы на деталь. Если был изготовлен крючок и наброшен на изделие, прихватите его в нескольких местах сваркой. В случае использования зажимов–крокодилов пошевелите место контакта, чтобы улучшить соединение.
Далее проверяют параметры по току. Даже если полностью уверены в выборе, ещё раз проверьте выставленное значение. Иногда при переноске оборудования регулировка может сбиться.
Искрение возникает в результате просадок напряжения, уменьшающих сварочный ток. Выставив 165 А в расчёте на 220 В при падении напряжения до 180 В реально окажется 115 А. В таких условиях понадобится стабилизатор или аппарат, рассчитанный на просадки.
Серьёзные проблемы сварочных инверторов
Во время сварки появился запах гари или пошёл дым из–под корпуса. Подобные неполадки могут случаться с безымянными моделями из–за плохой изоляции контактов или некачественной пайки. В таком случае следует сделать следующее:
- Отключить сварочник от сети питания.
- Снять боковую крышку, выкрутив удерживающие винты.
- Провести осмотр плат, транзисторов, конденсаторов и клемм.
- Проверить контакты проводов.
Цель визуальной проверки — найти тёмные следы гари и установить разболтавшиеся контакты. Обычно прогорание приводит к тому, что инвертор не включается или гудит, но не работает. Если осмотр ничего не дал, следует воспользоваться мультиметром. Новички могут самостоятельно прозвонить электросхему без подключения к питанию.
Способы проверки и настройки мультиметра зависят от детали. Общее правило тестирования заключается в соединении контактов проверяемого элемента со щупами, при этом на экране прибора загорается соответствующее обозначение (например, единица — это значит, что деталь рабочая). Если появились нули, значит, дефектный элемент найден, и его меняют на новый.
Для пайки понадобится оборудование с функцией удаления жидкого олова, чтобы исключить заливание припоем соседних контактов и не создать условия для короткого замыкания.
Процесс выполняют следующим образом:
- Ножки дефектного элемента прогревают, после чего аккуратно пошатывают деталь в самой плате и извлекают.
- Место посадки обезжиривают канифолью.
- Новый элемент устанавливают в посадочные отверстия.
- Точечно подают припой и дают охладиться до застывания.
Нередко сварочный аппарат не включается в работу по причине неисправности диодных мостов. Для проверки состояния их нужно выпаять из схемы. Элементы установлены параллельно, поэтому проверить работоспособность деталей по отдельности в посадочном положении не получится.
Для того чтобы устранить большую часть неисправностей, рекомендуем следовать следующим правилам:
- Устанавливать правильные сварочные режимы.
- Проверять до начала работы и периодически во время плановых остановок плотность соединительных контактов.
- Контролировать параметры входного напряжения. В случае просадок использовать стабилизаторы или соответствующие сварочники.
- Не перегружать оборудование сверх меры (условия для нормальной работы указаны в паспорте).
- Следить за теплообменом. Воздух должен свободно проходить к вентиляторам, охлаждающим схему.
- Не работать в сильно запылённых помещениях.
Диагностика и ремонт современных сварочных агрегатов требует навыков и знаний, поэтому если сомневаетесь в собственных силах, поручите оборудование профессионалам.