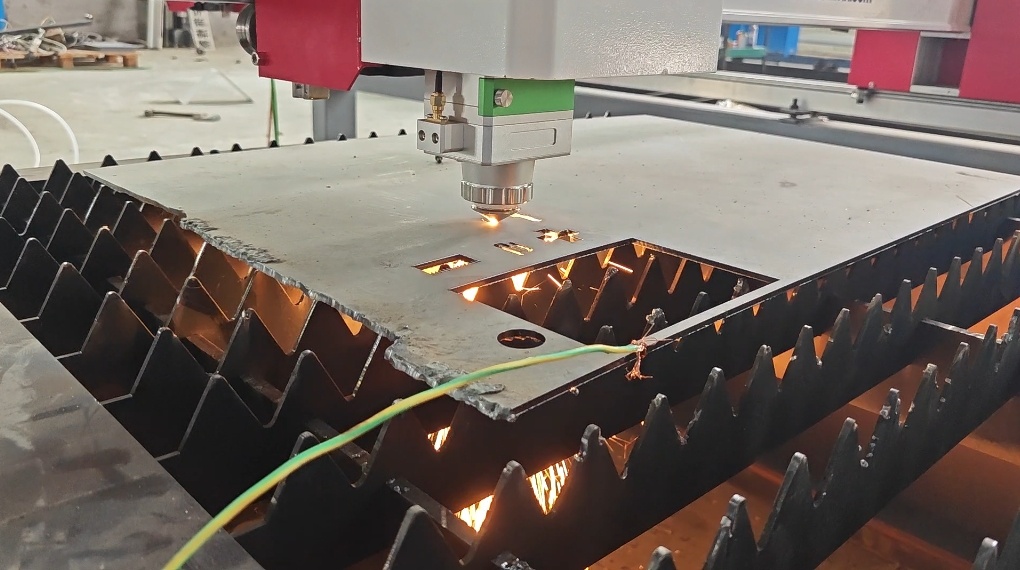
Нержавеющая сталь является распространенным металлическим материалом в жизни, и резка обязательно будет использоваться для обработки сырья из нержавеющей стали, а наиболее подходящим способом резки нержавеющей стали является лазерная резка. Лазерная резка представляет собой использование сфокусированного лазерного луча высокой плотности мощности для облучения заготовки, так что облучаемый материал плавится, и в то же время с помощью высокоскоростного газа в том же направлении и коаксиально выдувает расплавленное вещество, чтобы достичь цели резки заготовки.
По сравнению с традиционным методом резки, эксплуатационные требования лазерной резки проще, эксплуатационные требования быстрее, совместимость обработки лучше, а скорость также имеет определенные преимущества, поэтому считается, что при будущем выборе методов резки станок для лазерной резки будет востребован общественностью.
Возвращаясь к резке нержавеющей стали, при резке нержавеющей стали всегда будет ситуация, когда режущий эффект не идеален, и я не знаю, как его отрегулировать в условиях многих параметров? Давайте разберем регулировку и анализ эффекта лазерной резки нержавеющей стали.
Факторы, влияющие на эффект лазерной резки нержавеющей стали: высота резки, модель сопла, положение фокуса, мощность резки, рабочий цикл резки, давление воздуха при резке и скорость резки. Аппаратные условия: защитные линзы, чистота газа, качество пластин, концентрирующие зеркала и коллиматорные линзы.
1. Проверьте соответствующие параметры и состояние оборудования
Соответствующие параметры регулируются, а высота реза должна быть отрегулирована в диапазоне 0,8-1,2 мм при резке нержавеющей стали, если фактическая высота реза неточна, ее необходимо откалибровать. Выберите подходящий размер и модель сопла в соответствии с толщиной нержавеющей стали, а перед резкой проверьте, не повреждено ли сопло режущей головки и является ли округлость нормальной. Наконец, вы можете настроить параметры резки.
Чтобы проверить состояние оборудования, рекомендуется использовать режущее сопло диаметром 1,0 для проверки оптического центра, а фокус должен быть в пределах -1 ~ 1 при проверке оптического центра. Проверьте, являются ли защитные линзы чистыми и не требуют ни воды, ни масла, ни шлаковых пятен, иногда защитные линзы запотевают из-за погодных условий или слишком холодного вспомогательного воздуха.
2. Проблемы и пути их решения при лазерной резке нержавеющей стали
При резке присутствует шлак, например, только угловой шлак можно считать закругленным, а по параметрам можно снизить фокус и увеличить давление воздуха. Если весь участок завален твердым шлаком, необходимо уменьшить фокус, увеличить давление воздуха, а также увеличить режущее сопло, но фокус слишком низкий или давление воздуха слишком велико, что приведет к расслоению и шероховатости сечения. Если все покрыто гранулированным мягким остатком, скорость резки может быть увеличена или мощность резки может быть соответствующим образом увеличена. Разрежьте шлак со стороны нержавеющей стали, которая вот-вот закончится, и проверьте, не недостаточен ли подача газа и не выдерживает ли поток газа.
Такие проблемы, как тонкая пластинчатая секция недостаточно яркая, а толстая листовая секция шероховатая при резке. Если вы хотите разрезать светлый участок, во-первых, поверхность пластины должна быть хорошей без ржавчины, без краски и без оксидной пленки, а во-вторых, чистота кислорода должна быть не менее 99,5% или более, и вам нужно использовать небольшое сопло для удвоения 1,0 или 1,2 при резке, а скорость резки должна превышать 2 м/мин, а давление режущего воздуха не должно быть слишком большим. Если вы хотите иметь хорошее качество секции резки толстого листа, вы должны в первую очередь обеспечить чистоту плиты и газа, а во-вторых, подбор форсунок, чем больше отверстие и тем лучше качество секции, но в то же время конус сечения будет больше.