
Конструктивные особенности резьбонакатного инструмента.
Посадочный диаметр: распространёнными диаметрами шпиндельных валов резьбонакатного станка являются 54 мм допуск h6 (резьбонакатные станки завода PEE-WEE моделей UPW6.3, UPW8, UPW12.5 в варианте специального исполнения, китайские и тайваньские резьбонакатные станки типоразмеров Z28-150, TOBEST TB-25S, TOBEST TB-30S, советские резьбонакатные автоматы Азовского завода КПО А9518, А9521 специального исполнения, GWR80 Германия, резьбонакатные станки итальянской фирмы ORT моделей PR18, ORT RP24). Перечисленные модели имеют рабочее усилие до 15 тонн.
Посадочный диаметр 63 мм встречается на UPW12.5 стандартного исполнения, UPWS16, А9521 и ряде других моделей с усилием в районе 16-18 тонн.
Посадочный диаметр 75 мм не распространён в нашей стране, но является общепринятым стандартом в странах Азии и используется на резьбонакатных станках выпушенных в Японии, на Тайване и в Китае. С учетом внешнеполитической ситуации основными поставщиками новых резьбонакатных станков на российский рынок являются Китай и Тайвань, поэтому посадочный размер 75 мм на резьбонакатных роликах займет место на российском рынке, вытеснив размер 63 мм, используемый на уходящих в прошлое моделях резьбонакатных станков, которые больше не производятся.
Посадочный диаметр 75 мм используется на станках модельного ряда Z28-200, Z28-250, Tobest TB-40 ST, Tobest TB-50ST и прочих с усилием в диапазоне от 20 до 30 тонн.
Посадочный диаметр 80 мм широко распространён и встречается на моделях UPW25, UPWS25, А9524. Некоторые китайские производители используют посадочный диаметр инструмента 80 мм в специальном исполнении резьбонакатного станка для российского рынка с целью унификации под имеющиеся у заказчика наборы роликов. Резьбонакатные ролики с посадочным размером применяются как правило на станках с усилием от 25 до 40 тонн.
Посадочный диаметр 100 мм и более используется на мощных резьбонакатных станках с усилием накатки выше 50 тн.
Наружный диаметр накатного инструмента: необходимо определять исходя из модели оборудования на котором комплект резьбонакатных роликов будет эксплуатироваться. Слишком малый наружный диаметр снизит окружную скорость и как следствие производительность станка, исключит возможность или снизит количество возможных ремонтов (перешлифовок рабочего профиля роликов).
Максимальный наружный диаметр резьбонакатного ролика определяется ГОСТ 9539 и ограничивается пространством рабочей зоны станка. Для резьбонакатных станков моделей UPW6.3, UPW8, А9518 наружный диаметр ограничен 150 мм, для станков моделей Z28-150, А9521 наружный диаметр роликов ограничен 185 мм, для станка модели UPWS16 наружный диаметр резьбонакатных роликов ограничен 195 мм, для резьбонакатных станков Z28-250, UPWS25 наружный диаметр роликов ограничен 235 мм, для резьбонакатного станка А9524 наружный диаметр резьбонакатных роликов ограничен 250 мм и так далее.
Ширина резьбонакатного инструмента: определяется технологией. При обработке по методу осевой подачи, то есть "на проход", ширина резьбонакатного ролика зависит от шага обрабатываемой резьбы поскольку вся ширина рабочей поверхности резьбонакатного ролика участвует в формировании профиля на изделии.
При обработке по методу радиального врезания ролик работает только частью поверхности на которой размещена заготовка, то есть минимальная ширина ролика лимитируется минимальной необходимой длиной резьбы изделия. Максимальная ширина резьбонакатного ролика ограничивается приемной длиной шпиндельных валов резьбонакатного станка. Часто встречающиеся стандартные размеры ширины резьбонакатного ролика 40, 50, 63, 80, 100, 120 мм. Закономерно, что более узкие резьбонакатные ролики имеют более низкую цену.
II. Технологические особенности конструкции резьбонакатного инструмента.
Рабочий профиль резьбонакатного инструмента: определяет профиль готового изделия. Наиболее распространены резьбонакатные ролики для производства метрической резьбы согласно ГОСТ 9150. Для производства резьб упорных, трапецеидальных, конических, трубных и любых других требуется применение резьбонакатных роликов с соответствующим профилем.
Профиль ролика рассчитывается исходя из типоразмера обрабатываемой резьбы и технологии. Таким образом, в соответствии с технологией резьбонакатные ролики конструктивно разделяются на многозаходные для радиального метода и проходные- кольцевые резьбонакатные ролики для осевого метода обкатки.
Многозаходные ролики: по другому могут называться радиальными применяются в технологии обкатки по методу радиальной подачи, когда заготовка вращается, но не движется относительно резьбонакатных роликов в осевом направлении (соосно шпиндельным валам станка). Многозаходными ролики называются потому, что на их торце расположены заходы резьбы. Количество заходов зависит от типоразмера резьбы и наружного диаметра ролика.
Кольцевые ролики: применяются в методе обработки осевой подачей, то есть на проход. В этом случае заготовка не только вращается относительно своей оси, но и совершает поступательное движение в осевом направлении от оператора станка- протягивается через резьбонакатные ролики во время формирования резьбы. Кольцевыми резьбонакатные ролики этой конструкции называются потому, что профиль на их рабочей поверхности выполнен в виде колец, в конструкции отсутствует многозаходная часть на торце ролика. Кольцевые резьбонакатные ролики имеют три сектора на своей рабочей поверхности. Первый сектор заходной можно представить в виде широкой фаски с малым углом, второй сектор является основным, на нем происходит формирование профиля резьбы, последний сектор считается калибровочным и сбрасывающим. Исходя из того, что на поверхности резьбонакатного ролика кольцевого типа должны поместиться все три вышеописанных сектора определяется конструктивная ширина которая, как вы видите, напрямую зависит от шага обрабатываемой резьбы.
III. Параметры качества резьбонакатного инструмента можно оценить в первую очередь по технологическому уровню их изготовления. Качественные резьбонакатные ролики имеют шлифованный рабочий профиль. Материалами для изготовления резьбонакатных роликов должны быть инструментальные стали не хуже 6В6ВФ, Х12ВМФ и аналогичные горяче-штампованные стали, заготовки из которых подвергаются лабораторным исследованиям на соответствие физических параметров материала их предназначению.
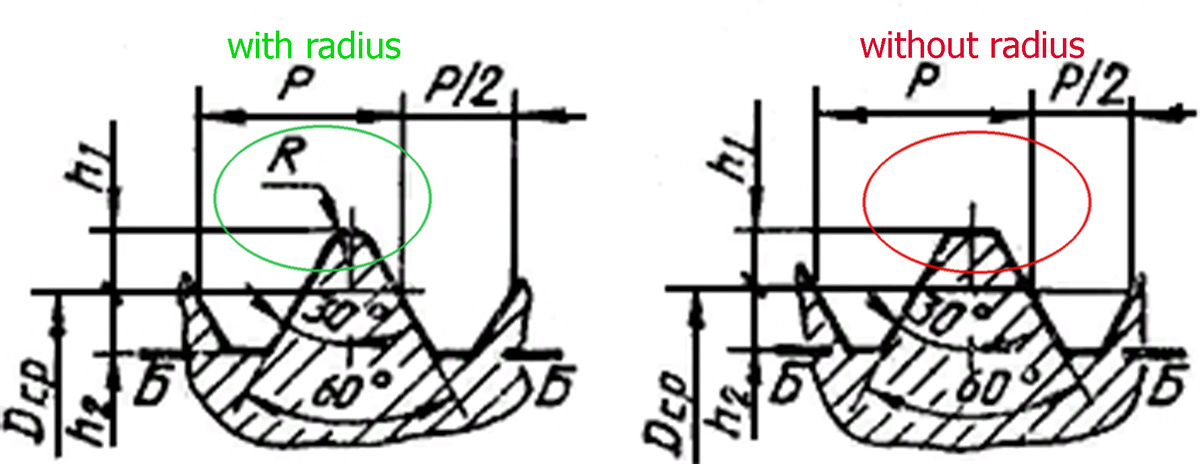
Профиль вершины резьбы как правило изготавливается в исполнении 1, то есть имеет радиус при вершине определенный ГОСТ 9539.
На торце комплекта резьбонакатных роликов должна иметься маркировка с указанием производителя, типоразмера обрабатываемой резьбы, марки стали из которой инструмент изготовлен, номера комплекта и пр.
Резьбонакатные ролики должны храниться и транспортироваться в надлежащих условиях. Следы негативного воздействия окружающей среды на резьбонакатной инструмент должны полностью отсутствовать. Следует учитывать, что твердость поверхности резьбонакатных роликов составляет 62-65 HRC, таким образом, инструмент, особенно с мелким шагом резьбы, может получить сколы рабочей поверхности при транспортировке и хранении.
Больше информации на сайте.