Используя такие замечательные характеристики, как высокая эффективность, точность, впечатляющие результаты, бесшовная интеграция автоматизации и другие, лазерная сварка находит широкое применение в различных отраслях промышленности, играя важную роль в промышленном производстве и производстве, включая, помимо прочего, военную, медицинскую, аэрокосмическую промышленность, 3C автозапчасти, механический листовой металл, новую энергетику, санитарное оборудование и другие области.
Тем не менее, любая технология изготовления, которая не полностью понята или не освоена, может непреднамеренно привести к определенным дефектам или некачественным продуктам, и лазерная сварка не является исключением. Только понимая эти дефекты и научившись избегать их возникновения, мы можем оптимизировать ценность лазерной сварки, производя изысканные высококачественные продукты. Наши специализированные инженеры по сварочным технологиям тщательно собрали решения для некоторых из наиболее распространенных сварочных дефектов, основываясь на своем обширном опыте.
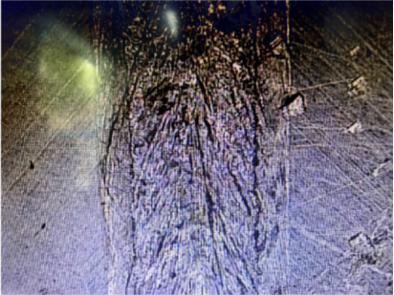
1. Трещины
Трещины, возникающие при непрерывной лазерной сварке, в основном состоят из термических трещин, таких как кристаллические трещины, разжижающие трещины и т. Д., И основной причиной является значительная сила усадки, оказываемая на сварной шов перед его полным затвердеванием.
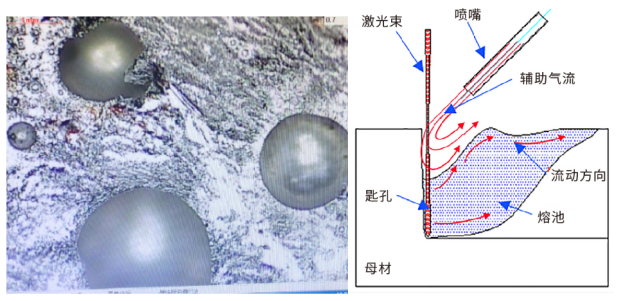
2. Устьица
Пористость – это дефект, который с большей вероятностью проявится при лазерной сварке. Расплавленная ванна при лазерной сварке глубокая и узкая, а скорость охлаждения чрезвычайно высокая, при этом газу, образующемуся в жидкой расплавленной ванне, не хватает времени для выхода, что потенциально может привести к образованию пор. Тем не менее, лазерная сварка быстро охлаждается, и результирующая пористость, как правило, меньше, чем при традиционной сварке плавлением. Подготовка поверхности заготовки перед сваркой может снизить склонность к образованию пористости, а направление обдува также может повлиять на пористость.
3. Всплеск
Брызги, образующиеся при лазерной сварке, могут значительно ухудшить качество поверхности сварного шва, а также загрязнить и повредить линзу. Разбрызгивание напрямую связано с удельной мощностью, и разбрызгивание можно смягчить путем разумного снижения сварочной энергии. Если глубина проплавления недостаточна, скорость сварки может быть снижена.
4. Подрезка
Если скорость сварки чрезмерна, жидкий металл в задней части отверстия, направленного к центру сварного шва, не успевает перераспределиться, и он затвердевает с обеих сторон сварного шва, вызывая образование подрезов. Если зазор в сборке шарниров слишком велик, количество расплавленного металла в конопатке уменьшается, а также возникают поднутрения. По завершении лазерной сварки, если время падения энергии слишком быстрое, отверстие подвержено обрушению, что приводит к локальному подрезу, и контроль согласования мощности и скорости может исправить подрез.
5. Свернуть
Если скорость сварки низкая, расплавленная ванна обширная и широкая, объем расплавленного металла увеличивается, а поверхностное натяжение изо всех сил пытается удержать более тяжелый жидкий металл, центр сварного шва будет опускаться, образуя обвалы и ямы, и важно соответствующим образом снизить плотность энергии, чтобы предотвратить разрушение расплавленной ванны.
Правильно выявляя дефекты, образующиеся в процессе лазерной сварки, и понимая причины различных дефектов, мы можем более точно решить проблему аномальных сварных швов при лазерной сварке.