Сварные соединения различаются по ряду параметров: пространственное положение, протяженность, форма поверхности, количество слоев, геометрия, параметры скоса кромок, положение и специфика движения электрода. Каждый аспект заслуживает отдельного рассмотрения.

Движение электрода
Движения электрода определяет то, какие сварные швы получит мастер. Наряду с классическими «елочками» и «лесенками» существуют специальные технологии движения. Они обеспечивают достижение определенного результата в различных пространственных положениях.
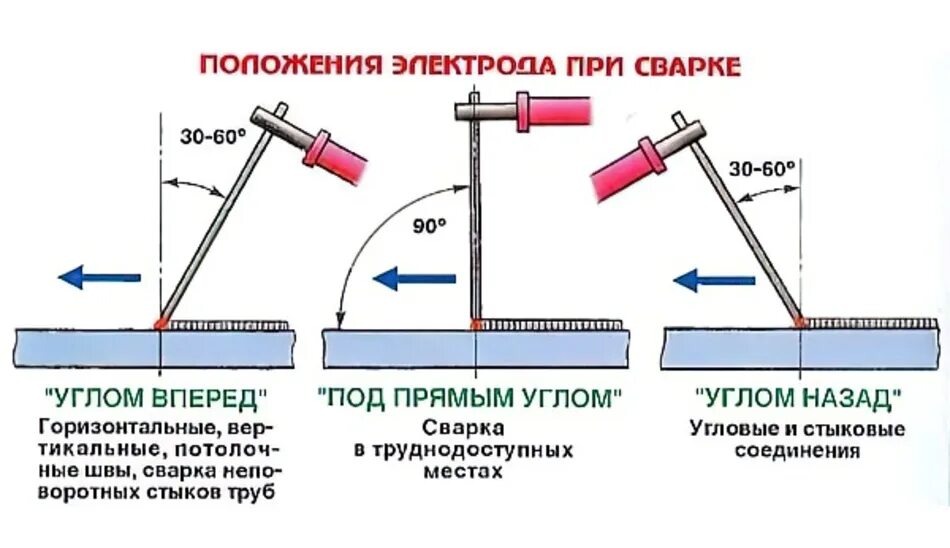
Положение электрода
Положение электрода зависит от того, какой шов при сварке нужно формировать. ГОСТ на ручную дуговую сварку и соединения определяет три позиции: углом вперед, под прямым углом и углом назад.
Проверка качества
Контроль качества сварных соединений – комплексная процедура, выявляющая дефекты шва. Работы выполняются компетентными специалистами, предполагают использование профильного оборудования и материалов.
Существуют следующие виды контроля сварных соединений.
- Внешний осмотр. Визуальный контроль качества сварных швов. Процедура предшествует прочим проверкам, выявляет наиболее крупные дефекты. С ее помощью обнаруживаются трещины, поры, подрезы и прочие недостатки. Мероприятие может сопровождаться замерами. Для этого применяется поверенный инструмент, устойчивый к высоким температурам. В отдельных случаях мастер прибегает к использованию лупы с 10-кратным увеличением.
- Металлографический контроль. Разрушающий способ проверки. Действие выполняется на контрольном сварном соединении, демонстрирующем качество партии. Специалист высверливает отверстие в металле шва. Проем очищается от стружки и загрязнений, протравливается 10%-ным раствором двойной соли хлорной меди и аммония. Впоследствии раствор вымывается водой, а соединение рассматривается под лупой.
- Рентгенографический контроль. Неразрушающий контроль сварных соединений с использованием рентгеновского излучения. Результаты «просвечивания» выводятся на пленку. Снимок помогает установить непровары, механические повреждения, расслоения и прочие недостатки. Большинство ответственных соединений подвергается рентгеновскому контролю. Основной минус – работа с заготовками толщиной до 6 см.
Применяемое оборудование
При проведении сварочных работ задействуется оборудование различных типов.
Инверторы
ММА-сварка. Сварщик использует переносные сварочные трансформаторы, ориентированные на плавящиеся электроды. Наиболее востребованное решение при выездном монтаже. Техника позволяет формировать все типы сварных швов, включая потолочные.
Полуавтоматы
MIG-MAG устройства для работы со сварочной проволокой. Основные сварные соединения, получаемые данным способом, – вертикальные и горизонтальные. Сварка выполняется в среде защитных газов или посредством порошковой проволоки. В первом случае недопустима работа вне помещения – потоки ветра выдуют защитную среду.
Аргонодуговая сварка
Сварные соединения на трубопроводах из нержавеющей стали выполняются посредством аргонодуговой TIG-сварки. Мастер использует неплавящийся вольфрамовый электрод и присадку. Состав последней подбирается по типу нержавеющего сплава.
Газопламенная сварка
Сварка с использованием смеси кислорода и горючего газа. В качестве материала для формирования шва выступает присадочная проволока. Тип проволоки, как и в случае с аргонодуговой сваркой, подбирается индивидуально.
Электрошлаковая сварка
Разновидность автоматической сварки, предполагающая формирование шлаковой ванны. Процесс является бездуговым. Требуемую температуру формирует ток, проходящий через шлаковый состав. По завершении работ происходит удаление флюса и контрольный осмотр соединения.