Чем измеряют сегодня? Рассмотрим, что выбирают промышленные предприятия для решения специализированных задач по контролю геометрии. Выбор наиболее эффективного инструмента или прибора для измерения именно вашей детали, с учетом всех дополнительных требований, сам по себе уже непрост.
Что мы сейчас видим на рынке? Многообразие систем, способов контроля, датчиков, диапазонов, опций, программного обеспечения. За последний год российский рынок еще и претерпел существенные изменения, когда привычные многим европейские, американские и японские системы стали недоступны. Новые бренды и системы, пришедшие на рынок, также требуют изучения. Сделать это пользователю самостоятельно – нетривиальная задача. В этой обзорной статье мы упорядочили информацию по ряду наиболее распространенных систем для контроля геометрии и соотнесли их с различными примерами деталей, которые характеризуют особенности применения приборов.
Измерение параметров шарико-винтовой передачи (ШВП)
Контролируемые параметры: накопленная погрешность шага резьбы винта на всей длине нарезной части, параметры контура резьбы: шаг, угол, радиусы, шероховатость.
Размер поля допуска: ±3 мкм, для других применений ±5 мкм.
Вид контроля: межоперационный, выходной контроль.
Для контроля данной детали мы использовали контурограф Integra Versus PR30. Преимущество данного решения заключается в следующем: за счет точного расположения ШВП на гранитном столе и системе виброгашения, можно обеспечить высокую точность измерения геометрических параметров и обеспечить высокую скорость измерения детали.
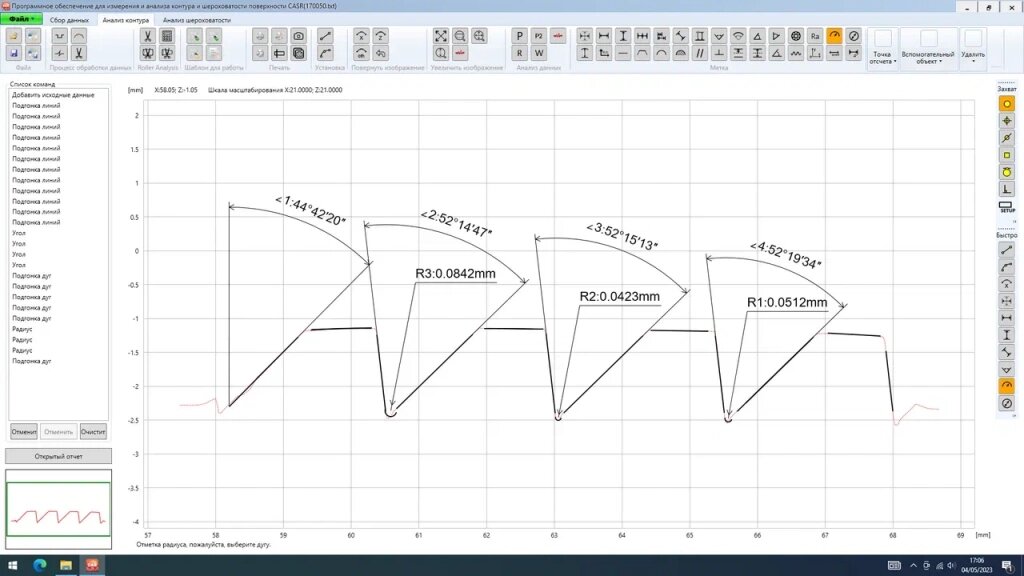
Данные приборы позволяют решить задачу контактным методом. Действие системы основано на принципе ощупывания неровностей измеряемой поверхности щупом с индуктивным датчиком путем перемещения щупа по измеряемой поверхности. Контурографы делят на две большие группы: контурографы с раздельным датчиками контура и шероховатости и контурографы с комбинированным датчиком. Контурографы бывают в 3 различных модификациях: контурограф с измерением только шероховатости, контурограф с измерением только контура и комбинированный.
Преимущества: большая точность измерений (до 0,5 мкм), возможность получить доступ к труднодоступным мелким элементам, которые невозможно контролировать на ЧПУ КИМ.
Применение: высокоточный контроль резьб, гидравлики (валы, корпуса клапанов и механизмов), канавок подшипниковых колец, роликов подшипников, замков турбинных лопаток, зубчатых передач.
Измерение параметров круглости подшипникового кольца
Контролируемые параметры: круглость.
Размер поля допуска: согласно ГОСТ Р 58868-2020 “Подшипники качения приборные. Отклонение от круглости поверхностей деталей. Методика выполнения измерений” предел допускаемой относительной погрешности определения отклонения от круглости не более 12%.
Вид контроля: межоперационный, выходной контроль.
Так как устанавливаются жесткие требования к качеству продукции и дальнейшему контролю деталей, необходимо применять кругломер для контроля подшипниковых колец. Прибор обеспечивает погрешность измерения ±(0,025+ 6H/10 000) мкм, где H - расстояние от поверхности рабочего стола, мм.
Принцип работы кругломера заключается в воспроизведении прибором идеальной окружности и ее сравнении с реальным профилем измеряемого изделия.
Кругломеры можно разделить на две большие группы. Первая группа – это базовые кругломеры, которые предназначены для решения повседневных задач, также можно применить в качестве обучающих инструментов. Могут измерять параметры круглости, концентричности, плоскостности, радиальное биение.
Вторая группа – кругломеры, которые могут измерять практически все параметры формы, такие как: цилиндричность, параллельность, прямолинейность, перпендикулярность, биение осевое-торцевое, концентричность и другие параметры формы.
Преимущества: высокая точность измерения. Автоматическое выравнивание позволяет значительно уменьшить время на выравнивание детали и дальнейшее измерение.
Применение: кольца и ролики подшипников, гидравлические узлы и механизмы (поршни, золотники, клапаны), валы различного назначения (например, распредвалы), роторы электродвигателей.
Измерение параметров пластины статора электродвигателя
Контролируемые параметры: основные диаметры, малые радиусы, радиусы вписываемых в окна окружностей, а также соосность относительно базовой окружности и угловые размеры окон.
Размер поля допуска: 5 мкм, погрешность измерения оборудования от 1,8 мкм.
Вид контроля: межоперационный, выходной контроль.
Это типичная задача для видеоизмерительной системы, так как измерения такой детали контактным методом невозможны из-за малой толщины металла.
Время измерения представленной детали — всего 205 секунд. Измерения таких деталей возможно производить в кассете для нескольких изделий, что увеличит общую производительность.
Принцип действия приборов основан на считывании с электронных измерительных шкал осей X, Y значений перемещений подвижного предметного стола и с измерительной шкалы оси Z значений перемещений видеоизмерительного блока при использовании технологии оптического и цифрового проецирования увеличенных изображений объекта, расположенного на измерительном столе в проходящем или отраженном свете. При измерениях по оси Z предусмотрена функция помощи при фокусировке. При необходимости, для измерений по оси Z, приборы могут быть оснащены контактным датчиком. Приборы работают под управлением входящего в комплект персонального компьютера.
Основная задача: измерение линейных и угловых размеров профилей и элементов поверхностей деталей в проходящем и отраженном свете. Системы бывают трех различных видов: ручная, полуавтоматическая, автоматическая.
Преимущества: измерение плоских деталей за короткое время с высокой точностью.
Применение: машиностроение, металлообработка, электроника и микроэлектроника, приборостроение, медицина и т.д.
Измерение параметров прямозубого цилиндрического зубчатого колеса
Контролируемые параметры: профиль зуба, направление зуба, шаг зубчатого зацепления, накопленная погрешность шага, размер по роликам, диаметры по вершинам/ впадинам, высота зуба, длина общей нормали, биение зубчатого венца.
Размер поля допуска: для диаметра 64 мм и высоты зубчатого венца 4 мм — допуска от 3 мкм до 50 мкм.
Вид контроля: сплошной контроль.
В данном случае применяются классические портальные КИМ со специализированным ПО для оценки параметров зубчатых колес, ввиду того что обеспечивается контроль всех необходимых параметров, а также возможен контроль геометрических параметров, параметров формы допуска и расположения поверхностей на той же КИМ.
Применение таких материалов как гранит, ручная обработка поверхностей, специальная процедура компенсации, применение высокоточных оптических линеек, современных контактных и оптических (лазерных) датчиков позволяет выполнять измерения с высокой точностью в автоматическом режиме, что особенно важно в производстве высокоточных изделий.
Основная задача: контроль геометрических параметров, а также допуска формы и расположения поверхностей. Какие бывают: портальные, мостовые, портальные с поворотным столом.
Преимущества: высокая скорость измерения, возможность автоматизировать процесс измерения и встроить КИМ в роботизированную ячейку.
Применение: машиностроение, изготовление зубчатых колес.
Измерение параметров отливки корпуса распределителя
Контролируемые параметры:
параметры формы и расположения поверхностей, межцентровые расстояния.
Размер поля допуска: для размера 150х200х80 мм — допуск от 0,1мм до 0,3 мм.
Вид контроля: выборочный контроль (20% от суточной партии).
Для контроля данной задачи оптимально подходят мобильные КИМ типа рука, благодаря оптимальному сочетанию стоимости и погрешности измерения, контроль на стационарных КИМ нецелесообразен ввиду высоких точностей и стоимости КИМ. Автоматизация не требуется ввиду того, что контроль данных изделий выборочный.
Основная задача: контроль корпусных деталей и узлов непосредственно в цеху предприятия, контроль сложнопрофильных деталей, контроль деталей с “грубыми” допусками от 80 мкм.
Какие бывают: 6 осевые, 7 осевые, 7 осевые с лазерным сканером
Преимущества: мобильность, нет ограничений по массе деталей, простота использования, не требуется высокая квалификация операторов. Отрасли применения: машиностроение, металлургия.
Обладая широкой линейкой измерительного оборудования и глубоким пониманием производственных процессов, компания МС Метролоджи может помочь вам в выборе измерительного оборудования для решения ваших задач.
Компания МС Метролоджи разрабатывает и внедряет технологии контроля качества в области линейно-угловых измерений для различных областей промышленности, за 22 года поставила более 1300 измерительных комплексов по всей России.
У компании есть собственный инженерный центр в Санкт-Петербурге с демонстрационным оборудованием для тестирования, склад наиболее популярных моделей оборудования, аккредитованная лаборатория и парк эталонов.
Индивидуальный подход позволяет решить любую задачу быстро, эффективно, и как следствие, менее затратно.
Какую бы модель вы ни выбрали, вы можете быть уверены в том, что получите техническую поддержку, сервисное и гарантийное обслуживание. Системы INTEGRA обеспечены полноценным локальным сервисом с возможностью калибровки и ремонта оборудования.