Металлургические мини-заводы (микро-заводы)-это современные электросталеплавильные\прокатные комплексы небольшой мощности (10-50 тыс.тонн стали в год). Написание статьи вызвано необходимостью подбора и обобщения современных технологий с целью создания направления проектирования микро-заводов в местах потребления арматуры для конкретных заказчиков.
Концепция мини-заводов- основа на создании компактного гибкого производства использующего местные сырьевые ресурсы .а также сокращение транспортных расходов за счет потребления значительной части проката непосредственно в районе его производства. Работа таких заводов подразумевает 100% переработку черного металлолома в мелкосортный прокат ( фасонные профили общего назначения ,прокат повышенной готовности, сортовые профили) в прутках из рядовых и низколегированных сталей, которые пользуются спросом в данном экономическом регионе .
Появление и быстрый рост числа металлургических мини-заводов обусловлен следующими предпосылками.
-Гибкая ,простая и компактная производственная цепочка
-Небольшая мощность мини-завода позволяет производить продукцию непосредственно под некрупный заказ разнообразной номенклатуры,ориентированный на конкретного потребителя
-Небольшие площади,требуемые для размещения оборудования. При этом наибольший эффект от строительства может быть достигнут про размещении оборудования на существующих площадях,недостроенных или высвобождающихся в результате перепрофилирования производства
-Низкие удельные капиталовложения и короткий строительный цикл
-Пониженная энергоемкость производства
-Высокая производительность труда и низкие трудозатраты при оптимизации производственных издержек
-Исключение перевозок сырья на большие расстояния за счет использования металлолома данного экономического региона ,потребление значительной части проката непосредственно в районе его производства позволяет существенно снизить долю транспортных расходов в себестоимости продукции
На мини-заводах самая высокая отдача от внедрения комплексных автоматизированных систем управления технологическим процессом, что обеспечивает повышение производительности труда и улучшение качества продукции.
В состав основного оборудования для мини-заводов входят:
·индукционные печи переменного тока
·агрегаты внепечного рафинирования типа <печь-ковш>и/или установки вакуумной дегазации/вакуум кислородной декарбюризации(вакууматоры VD/VOD)
·машины непрерывного литья заготовок(МНЛЗ)
·газовые или нагревательные проходные печи
·прокатные станы
Так как на сегодняшний день львиная доля всего оборудования изготавливается в Китае, не стали исключением и мини-заводы. Металлургия Китая за последние пятнадцать лет обрела гигантский опыт в создании и эксплуатации таких производств,а китайское машиностроение освоило выпуск всей современной номенклатуры технологических линий и оборудования для минизаводов по переработке металлолома с производством непрерывнолитой заготовки и стального проката.по сравнению со своими российскими или европейскими аналогами ,мини заводы из Китая традиционно отличаются низкой ценой(порой в несколько раз),как на само оборудование,так и на пусконаладочные работы,обслуживание. Демпинговые цены Китая и хорошее качество продукции позволяет удовлетворить любому спросу; от малобюджетных до взыскательных клиентов,от сочетания <неплохое качество, за приемлемую цену- до качества продукции ориентированной на современные европейские и японские стандарты. В зависимости от производительности предлагаются мини-заводы производительности необходимой в регионе ·10-30 тыс.т металлопродукции в год.
Металлургический микрозавод (минизавод) - это современное компактное предприятие с очень низкими производственными расходами. Для функционирования основного технологического оборудования, такие заводы подразумевается наличие вспомогательных производств, а также соответствующей инфраструктуры.
Предпочтительным направлением деятельности металлургического микро-завода является выпуск сортового проката (арматура, круга, квадрата, шестигранника, а также производство товарной непрерывнолитой сортовой заготовки.
Металлургический микрозавод в большинстве случаев имеет два основных цеха: электросталеплавильный цех ЭСПЦ и прокатный цех. Переплав лома производится в индукционных печх с последующим рафинированием металла в печь-ковше. С целью снижения капитальных вложений используют МНЛЗ с минимальным радиусом дуги и получение непрерывно литых заготовок минимально возможного сечения, что значительно влияет на энергоемкость последующего прокатного передела. Прямая подача горячих заготовок с МНЛЗ в прокатный стан сокращает расхода топлива, а применение комбинированных или непрерывных станов дает возможность выпускать широкий ассортимент продукции практически без перерывов в работе.
В случае выпуска высококачественной продукции на первое место выходят вопросы обеспечения предприятия качественными сырьевыми материалами, современными технологиями и оборудованием, а также средствами автоматизации. Таким образом, микро-завод может производить практически любые виды продукции, которые необходимы заказчику при наличии соответствующих технологий и оборудования, внедрение которых определяется в первую очередь рентабельностью производства. Соответственно технологические схемы металлургических микро-заводов в зависимости от конкретных условий могут трансформироваться от простых узкоспециализированных однониточных с ограниченным сортаментом продукции до сложных универсальных и многовариантных. К характерным особенностям подобных производств относятся: модульный принцип построения оборудования и технологического процесса, позволяющий существенно снизить затраты на инжиниринг и технологическую подготовку производства; размещение завода в непосредственной близости к потребителям, что позволяет существенно снизить транспортные расходы и упростить логистику; использование в качестве основного шихтового материала стального лома, образующегося непосредственно в регионе расположения предприятия; компактная планировка и, соответственно, размещение на ограниченных площадях; минимальные удельные капитальные затраты и пр.
Теперь подробно остановимся на организации производства, инжиниринге
микро-завода, простого, узкоспециализированного однониточного, с ограниченным сортаментом продукции т.е в начальной стадии развития производительностью до 10 тыс.тонн в год арматурного прутка.
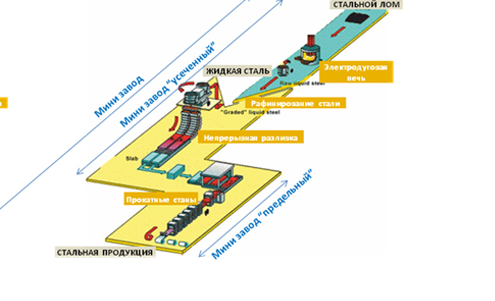
Рис. 1. Схема производства на мини-заводах.
Процесс производства арматуры отличается трудоемкостью. Он проходит
под строгим контролем, а при изготовлении соблюдаются требования, указан-
ные в государственных стандартах качества. Благодаря этому изделие отлича-
ется высоким качеством и имеет высокие прочностные и эксплуатационные ха-
рактеристики.
Изготавливается арматура посредством горячей прокатки специальной за-
готовки, выполненной из круглой стали.
Процесс производства арматуры строительной осуществляется в соответствии с действующими требованиями ГОСТа 5781-82.
Данный государственный стандарт качества распространен на круглую сталь
периодического, а также круглого профиля, изготовленную посредством горя-
чей прокатки. Наиболее распространена агрегатно-поточная технология производства, при которой арматура перемещается от одного поста к другому.
Благодаря относительно малым объемам производства и небольшим партиям разливаемой стали, в условиях микро-завода появляются дополнительные возможности по применению оригинальных машин и агрегатов для разливки стали, которые позволяют получать заготовку, приближенную по сечению к конечной продукции. К числу таких МНЛЗ и МПНЛЗ следует отнести горизонтальные машины для разливки круга и квадрата небольшого сечения. Технология производства сортового проката на новых и действующих прокатных станах микро-заводов должна осуществляться из заготовок оптимальных размеров сечения и массы. Это обеспечит уменьшение расходного коэффициента металла, снижение его угара, уменьшение количества окалины на 30-60 % и величины концевой обрези – от 20 до 70 % за счет увеличения выхода мерных длин в зависимости от вида выпускаемой продукции.
Горизонтальные машины непрерывного литья заготовки (ГМНЛЗ) имеют достаточно серьезный спектр технологических и конструкционных преимуществ, которые проявляются именно при разливке качественных сталей небольшими объемами на заготовки малых сечений. В большинстве конструкций ГМНЛЗ промежуточный ковш и кристаллизатор совмещены в единую систему, что упрощает процесс дозирования и существенно снижает вторичное окисление металла . Известны также технические решения, в которых стыковка кристаллизатора осуществляется непосредственно с плавильным агрегатом.
Основные преимущества ГМНЛЗ можно обобщить следующим образом. Во-первых, они имеют минимальную строительную высоту и, как следствие, обеспечивают возможность размещения в существующих сталеплавильных цехах литейных и машиностроительных предприятий, а также удобства при монтаже и обслуживании оборудования, расположенного в одну линию. Во-вторых, вследствие горизонтального расположения технологической линии конструкция ГМНЛЗ приобретает дополнительную гибкость, что позволяет при незначительных затратах менять технологическую длину машины, количество, конструкцию и расположение ЗВО, расположение устройств для ЭМП и оперативно настраивать машину при переходе на разливку нового сечения. В-третьих, отсутствие вторичного окисления на участке промежуточный ковш (металлоприемник) – кристаллизатор, что создает благоприятные условия для разливки заготовок малых сечений (например, круг диаметром 60-80 мм).
ГМНЛЗ позволяет освоить собственное производство строительной арматуры, сырьем для которого является металлический лом. Производство составляет технологическое оборудование для переплавки металлического лома, производства стальной заготовки и строительной арматуры. Технологическое оборудование изготавливается в республике Китай по спецзаказу АЛЬФА-ЭНЕРГО, на предприятиях культура производства которых и выпускаемая продукция соответствует самым высоким мировым стандартам качества. Производство заготовки осуществляется способом непрерывного литья. При непрерывной разливке стали жидкий металл поступает в сквозную изложницу-кристаллизатор. Стенки кристаллизатора интенсивно охлаждаются водой, циркулирующей по имеющимся в них каналам. В начале процесса в кристаллизатор вводится временное дно - так называемая затравка. Металл затвердевает у стенок кристаллизатора и у затравки, и оболочка заготовки начинает извлекаться из кристаллизатора с заданной скоростью. Сверху в кристаллизатор непрерывно подаётся жидкий металл в таком количестве, чтобы его уровень был постоянным в процессе всей разливки. Выходящая из кристаллизатора заготовка с жидкой сердцевиной попадает в зону вторичного охлаждения, где на её поверхность подаётся из форсунок распылённая вода. После затвердевания по всему сечению заготовка разрезается на части требуемой длины. На завершающем этапе из полученной заготовки производится строительная арматура необходимого диаметра.
Основной упор при создании небольших модульных производств делается на использование индукционного метода переплава обеспечивающий высокую производительность и энергоэффективность.
Технология разливки стали на ГНЛЗ:
Сталеразливочный ковш с жидким металлом мостовым краном подается к ГНЛЗ, устанавливается на плечо сталеразливочного поворотного стенда, находящегося в резервной позиции. Разворотом стенда ГНЛЗ ковш перемещают в позицию разливки и начинают заполнение промежуточного ковша жидкой сталью. При достижении заданного уровня металла в промежуточном ковше, открывают стопор и металл начинает поступать в кристаллизатор.
При достижении уровня металла автоматически включается механизм качания кристаллизатора и привода вытягивания слитка. Выходящий из кристаллизатора слиток попадает в зону вторичного охлаждения. По мере прохождения слитка включаются зоны водяного охлаждения, обеспечивая заданный режим охлаждения слитка. После выхода головки затравки из тянуще-правильного устройства происходит отделение головки затравки от заготовки и уборка её на место парковки. После отделения затравки непрерывная заготовка поступает в зону работы машины газокислородной резки, где производится её резка на мерные длины. Отрезанные заготовки поступают на холодильник, где происходит их равномерное охлаждение до температуры 300-400°С, а затем на стеллаж промежуточного хранения перед прокаткой. При реализации технологии горячего посада заготовки сразу поступают на загрузочный рольганг нагревательной печи.
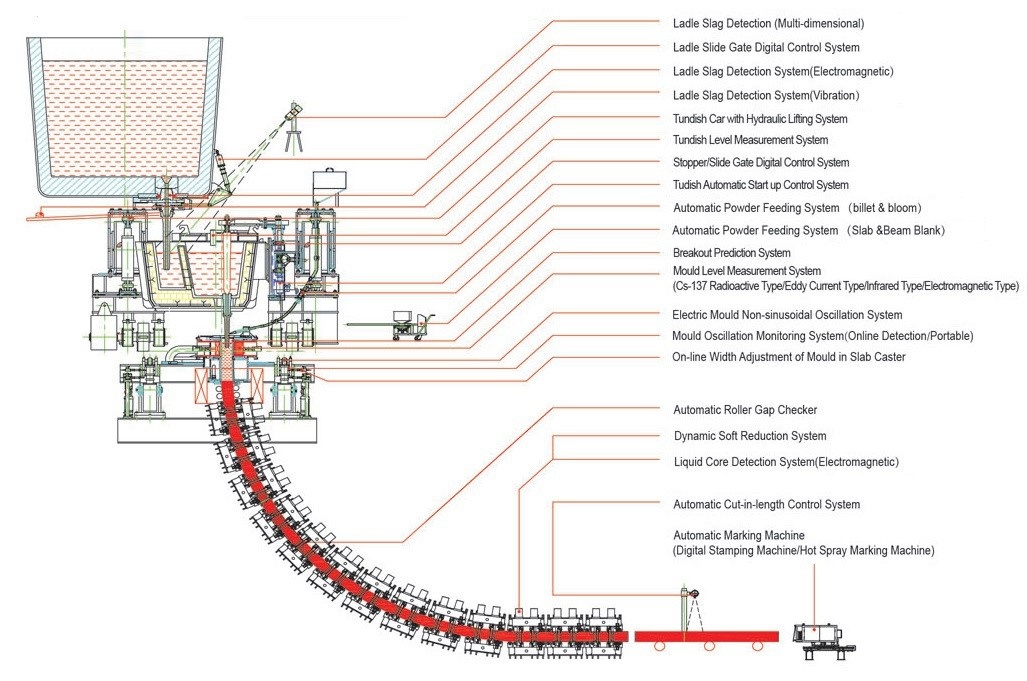
Рис 3.
Непрерывное литье стальных круглых заготовок, являю-
щихся исходным продуктом для производства арматуры и катанки, полу-
чило наиболее широкое
развитие в последние два десятилетия,
чему способствовали достижения в области внепечной обработ-
ки, а также дальнейшее усовершенствование процесса непрерыв-
ной разливки стали. Основными производителями машин для
разливки круглых заготовок являются фирмы «MDM» (Герма-
ния), «Concast» (Швейцария) и «Danieli» (Италия).
Модульные микро-заводы (MODUL MICRO-MILLS) – это новый тип современных энергоэффективных комплексов, включающих отдельные модули оборудования, позволяющие при их установке или модернизации увеличить производительность завода в 1.5-2 раза при минимальных капиталовложениях. Следует иметь ввиду, что под модульным микро-заводом понимается недорогое, эффективное, энерго- и ресурсосберегающее малотоннажное металлургическое производство. // Прим.: не путать с термином металлургический мини-завод в его международном понимании Основное принципиальные особенности модульных микро-заводов:
- Плавка стали в высокопроизводительных энергоэффективных индукционных печах;
- Использование литой заготовки минимального сечения от 60х60мм до 90х90мм;
- Применение горячего посада с реподогревом заготовок;
- Нагревательные газовые печи в конструкции, которых используются передовых технические решения, позволяющие повысить скорость нагрева и экономить до 40% топлива;
- Модульный прокатный стан высокой степени автоматизации для производства мелкосортного проката (арматура, круг, квадрат, уголок) и катанки;
- Малые занимаемые площади и простота фундаментов;
- Срок ввода комплекса в эксплуатацию с момента оформления разрешения на строительство составляет от 8 до 12 мес.;
- Срок окупаемости на отдельные модули от 6 мес. до 2 лет их работы.
«Сердцем модульного микро-завода являются современные высокотехнологичные индукционные тигельные печь нового поколения А-класса IMF ULTRA-MELT»
Печь оснащена мощным среднечастотным преобразователем с контуром последовательного резонанса MAX-POWER с системой DUAL-TRACK, многоуровневой системой защиты «PROTECT-ELECTRIC», компьютерной системой управления плавкой и контроля параметров печи MELT-CONTROL.
Система двойного питания «DUAL-TRACK» обеспечивает возможность работы двух индукционных печей одновременно за счет распределения мощности между плавильными узлами в широком диапазоне от 10 до 100% от номинальной мощности.
Плавильный пост имеет конструкцию открытого типа с газоотсасывающей интегрированной крышкой. Гидравлический наклон печи: 95° слива металла и 25° слив шлака. Индуктор выполняется из высококачественной меди TU1 с передовой технологией сегментирования.
Современный литейный цех трудно представить без плавильной электропечи, так как любой плавильный участок снабжен данным оборудованием. Как показывает опыт большинство малых сталелитейных и чугунолитейных производств отдают предпочтения выплавки в индукционных печах, в то время как более крупные производства ориентированы на использование дуговых печей малой или средней емкости, так называемые печи литейного класса.
Сейчас возможно купить печи в различной ценовой категории. Трудности выбора индукционного оборудования возникают с одной стороны с выбором типа источника питания, который определяет производительность плавильного комплекса, а с другой, чтобы оборудование имело приемлемую цену.
Простые печи, как правило имеют тиристорный преобразователь, обеспечивающий работу только одного плавильного узла, в то время как печи с двойным источником питания, позволяют организовать работу двух и более плавильных узлов от одного преобразователя частоты и обеспечить высокий тип выпрямления до 24-пульсов.
Компания «MAGMATEX» проектирует и поставляет высокотехнологичную линейку современных тигельных печей ULTRA-MELT нового поколения. В печах ULTRA-MELT интегрированы инновационные технические решения и уникальные инженерные разработки: мощные энергоэффективные преобразователи POWER-SOLUTION с многоуровневой защитой преобразователя PROTECT ELECTRIC, компьютерной системой контроля и управления плавкой MELT-CONTROL.
компания "MAGMATEX" осуществляет комплектное проектирование и предоставляет широкий выбор оборудования для производства прутка, сортового проката и катанки, листового проката из рядовых углеродистых, нержавеющих и специальных марок стали на основе самых современных технологий.
Компания выполняет изготовление, поставку, монтаж оборудования, пусконаладочные работы и обучение персонала.
В конструкции прокатных станов используются современные технические решения, позволяющие повысить скорость прокатки, увеличить качество получаемой продукции, сократить время простоев и эксплуатационные затраты.
Преимущества станов:
Высокоэффективная схема прокатки;
Высокая скорость прокатки и высокая производительность за счет оптимального согласования различных процессов;
Максимальная гибкость технологии, чтобы охватить широкий спектр номенклатуры;
Высокое качество продукции при минимальных производственных допусках;
Современная конструкция всех агрегатов, входящих в состав стана, что позволяет сократить простои и увеличить производительность прокатного стана.
Каждый прокатный стан уникальный и разрабатывается индивидуально, учитывая любые требования клиента. Станы различаются своей конструкцией, соответствующему типу и виду выпускаемой продукции.
Типы станов по расположению клетей:
1. Линейные станы отличаются тем, что рабочие клети располагаются в одну линию с общим приводом от одного двигателя. Недостатки таких станов является большие затраты ручного труда, низкие скорости прокатки (скорость прокатки на всех клетях одинаковая), низкая производительность. Данные станы главным образом используются для прокатки мелкосортовых профилей.
2. Непрерывные станы имеют последовательно расположение клетей. Раскат проходит через каждую клеть только один раз, двигаясь все время вперед. Скорость прокатки в каждой последующей клети возрастает. Клети в таких станах устанавливаются близко одна к другой.
Рис.4
Рис 5.
Непрерывные станы являются наиболее скоростными, автоматизированными и высокопроизводительными агрегатами.
3. Полунепрерывные станы (комбинированные) получили наибольшее распространение. Такие станы включаю непрерывную группу и как правило реверсивную черновую клеть.
Все компоненты прокатных станов рассчитаны на высокие нагрузки и максимальный коэффициент использования. Прокатные клети пригодны для использования в самых тяжелых условиях эксплуатации. Наши технические решения позволяют обеспечить высокую производительность за счет минимизации простоев, а также добиться высоко эффективности за счет систем энергосбережения, обеспечивающих стабильную и бесперебойную подачу энергии. Автоматика от лидера мирового рынка SIEMENS. Все процессы, выполняемые на наших прокатных станах, контролируются и управляются встроенной системой автоматизации.
Рис 6.
Прокатные клети. Высокая прочность, надежность и возможность быстрой замены валков – ключевые факторы современных клетей для прокатных станов, предназначенных для выпуска сортового поката (арматуры, прутка, катанки, уголка).
Современные станы оборудованы быстрой гидравлической сменной валков и клетей. Быстрая замена валков без необходимости использования специального оборудования в процессе эксплуатации дает возможность выпускать широкий ассортимент продукции практически без перерывов в работе. Мы предлагаем различные варианты, в т.ч. горизонтальные и вертикальные клети, обжимные клети-трио и реверсивные клети.
Система термоупрочнения проката. Конечные пользователи требуют, чтобы материал после прокатки имел точные структурные и металлургические характеристики.
Нашей компаний разработаны современные системы термоупрочнения проката, которые способны регулировать температуру сортового проката, чтобы металл после прокатки имел заданную структуру и механические характеристики. Системы термоупрочнения проката - интегрированная система обработки раската на выходе из чистовой группы клетей прокатного стана, используется главным образом для создания мелкозернистой структуры, повышения прочности изделий и предела текучести, хорошей свариваемость и экономии легирующих добавок. Особая конструкция труб системы термоупрочнения обеспечивает максимальную эффективность.
Примеры видов и конструкций прокатных станов.
Рис 8.
Рис 9.
1 – стяжная гайка; 2 – нажимной механизм; 3 – стяжной болт; 4 – верхняя подушка; 5 – валки; 6 – нижняя подушка.
Материалом валков служат углеродистые, низколегированные и легированные стали (Ст. 50…55, 50…60ХН, 9ХФ и др.), легированные и нелегированные чугуны (СШХН-60, ЛПХН-60 и др.). Буквы С, Л обозначают сортовые и листовые валки; Ш, П – чугун с шаровидным или пластинчатым графитом; Х, Н – легированные хромом и никелем, соответственно; 60 – твердость, единиц по Шору.
При завалке в клеть и в процессе эксплуатации положение валков необходимо регулировать. Для этого служат механизмы установки валков.
К ним относятся нажимное устройство, уравновешивающее устройство и устройство для регулирования положения валков в осевом направлении.
Нажимное устройство служит для регулирования положения валков в
Нажимное устройство служит для регулирования положения валков в вертикальной плоскости. Оно состоит из гайки (фосфористая бронза), укрепленной в верхней поперечине станины, и нажимного винта (кованая сталь 40…45 ХН).
Привод нажимного винта – ручной на станах с небольшим перемещением верхнего валка (50-100 мм)
Во избежание зазоров в системе валок-нажимное устройство, которые являются причиной динамических ударов при захвате полосы валками, подушки верхнего валка должны быть постоянно прижаты к нажимному винту. Для этого служат уравновешивающие устройства. У клетей с ручным нажимным устройством это пружина.
Осевое регулирование валков чаще осуществляют болтами в стойках станины, проходящими через специальные планки или фланцы подушки.
Подушки валков обычно литые, стальные, имеют цилиндрические проточки для установки подшипников. Подшипники чаще качения или жидкостного трения, реже – текстолитовые, скольжения.
Валковая арматура (рис.7.18) служит для точной задачи и вывода раската из валков, а также удержания в нужном положении раската в калибре.
Для передачи вращения от двигателя к рабочим валкам – непосредственно или через редуктор и шестеренную клеть, — служат муфты и шпиндели. Используют пружинные, зубчатые, трефовые и др. муфты. Трефовые муфты отливают из чугуна, а шпиндели – изготавливают из кованой или катаной стали. Недостатком упомянутых муфт является ограниченный угол перекоса – 1…2 0. При большом перекосе (10…12 0 )используют универсальные шпиндели. Изготовляют их из кованой стали марки 40…45ХН и др.
Главной характеристикой обжимных и заготовочных станков является диаметр рабочего валка, если же участвуют сразу несколько клетей, тогда руководствуются только численными показателями чистовой, именно значение ее параметра обычно упоминается в названии.
Сортовое оборудование обычно состоит из нескольких последовательно расположенных клетей, так, например, универсальные станы имеют 5 или 3 клети,
Пример конструкции МНЛЗ и проката.
Двухручьевая МНЛЗ с радиусом 5250 мм. Работает с применением жесткой затравки, имеет 5-и валковую тянуще-правильную машину ТПМ, оборудована гидравлическими качающимися ножницами для резки слитка, высокоскоростным рольгангом передачи слитка на линию проката.
Система транспортировки ковша: опорный стенд на стальной платформе на массу 15 тонн оснащенный фиксатором положения. Перемещение ковша может осуществляться мостовыми кранами.
Промежуточный (разливочный) ковш: объем ковша 0,2 м3, толщина огнеупора: стенка ковша 180 мм, днище ковша 200 мм, Габариты кожуха ковша: 1000х1200х960, ковш устанавливается на фиксированной станине и имеет возможность небольшого изменения положения с последующей фиксацией.
Кристаллизатор: использован качающийся кристаллизатор радиального типа с медной гильзой, длина гильзы не менее 1200 мм. В системе предусмотрена возможность быстрой смены кристаллизатора: 100х100, 120х120, 150х150.
Участок вторичного охлаждения: 4-х стороннее устройство водяного вторичного охлаждения слитка форсуночного типа. В конструкции устройства плотность расположения форсунок снижается от кристаллизатора к тянуще-правильной машине. Устройство оснащено системой регулирования давления и расхода охлаждающей воды, для обеспечения равномерности охлаждения слитка.
Тянуще-правильная машина: используется 5-и валковая ТПМ, работающая с использованием гидравлических цилиндров прижима приводных валков.
Ведущий валок ТПМ приводится в действие электродвигателем постоянного тока с регулировкой частоты вращения, контроль скорости ведет оператор, завершающая валковая группа – правильная. Скорость вытягивания регулируется от 1,8-3 м/мин.
Узел резания слитка: Для резания слитка применены гидравлические качающиеся ножницы. При возможности подачи кислорода и газа может быть применена газокислородная резка.
Транспортировка слитка: после резки с помощью высокоскоростного рольганга слиток передается на прокатную линию, либо при помощи подъемного оборудования переносится на платформу для охлаждения заготовки.
Затравка и накопитель: В данном случае используется жесткая затравка. В линии предусмотрен накопитель для хранения затравок. Он состоит из прижимного и фиксирующего устройства. При снятии фиксатора затравка подается в ТПМ и через вытяжные ролики подается в кристаллизатор. После разделения со слитком затравка передается в накопитель и фиксируется прижимным устройством.
Энергопотребление: Для работы оборудования непрерывного литья требуется электрическая мощность до 120 кВт, объем воды (оборотной циркулирующей) не более 150 м3/ч.
Машина непрерывного литья заготовки может быть совмещена в непрерывную технологическую цепочку с современной высоконятскоростной линией сортового прокатного стана непрерывно-литой заготовки.
В этом случае заготовка с температурой около 800-850 ºС с высокоскоростного рольганга передается в индукционный подогреватель линии прокатного стана, где нагревается до ~1200ºС и передается на линию проката. При разделении технологических операций непрерывного литья и проката поставляется нагревательная печь.
Прокатная линия комплектуется исходя из существующих цеховых условий, например, с линейно-шеренговым расположением клетей черновой и непрерывной промежуточной группы, в комбинации с последовательной чистовой группой клетей и всей необходимой периферией (качающиеся столы, проводки, рольганги, холодильники, оборудование резки, контроля и пр. ). В обжимных группах может быть применена реверсивная двухвалковая схема. При необходимости производства катанки линии комплектуются дополнительным клетьевым блоком, виткообразователем и пр. В зависимости от пожеланий заказчика линии могут иметь различный уровень автоматизации управления и контроля технологического процесса.